Изобретение огносигся к литейному произвоцству, в часгносги к усгройсгвам цля литья цегалей с направленной кристаллизацией из магнигогверцьк магериалов.
ИзвесгнЬ устройство для изготовлени отливок направленной кристаллизацией, содержащее поццон-холодильник с легкоплавким сплавом и литейную форму, размещенную на нем TI
Наиболее близким к предлагаемому является устройство для изготовления отливок направленной кристаллизацией, содержащее поддон-холодильник с откры- той полостью в верхней части, заполненной легкоплавким сплавом., литейную форму, размещенную нижним торцом на последнем, причем поддон-холодильник снабжен приводом его возвратно-поступательного перемещения в горизонтальной плоскости относительно его литейной формы. Поддон-холодильник заполнен легкоплавким сплавом заподлицо с внутренним днищем литейной формы С 2 .
Однако данное устройство не позволяет получать качественный кристалли- .ческой структуры столбчатых кристаллов так как не обеспечивает достаточной направленности теплоотвода из-за того, что тепловой контакт, дна литейной формы с холодильником осуществляется через промежуточньй слой легкоплавкого сплава значительной толщины; основная поверхность литейной формы излучает тепло в окружающее простран- . ство. Более того, при системе охлаждения с перемещающимся холодильником невозможно использовать литейные формы, изготовленные по выплавляемым моделям из-за их недостаточной механической прочности, особенно после заливки их расплавом.
Цель изобретения - повыщение эффек- гивности процесса.
Поставленная цель достигается тем, что устройство, содержащее литейную форму, размещенную на подцоне-холодильнике, заполненном легкоплавким сплавом заподлицд с внутренним днищем литейной формы, снабжено теплоизоляционным кожухом-крышкой, установленным на поддоне-холодильнике, а отношение . толщины боковых стенок литейной формы к толщине дна равно 2,5-4,0.
Применение литейной формы, изготовленной по выплавляемым моделям с дном позволяет получать отливку с точными геометрическими размерами, исключает подлив металла под форму, что обеспечивает экономию материала, сокращает объем механической обработки отливки и увеличивает срок службы холодильни- ков, который определяется естественным старением материала, из которого он изготовлен.
На чертеже представлено устройство для получения отливок с направленной кристаллизацией.
Устройство содержит поддон-холодильник 1с открытой полостью в верхней части, которая заполнена легкоплавким материалом 2, имеющим уровень а жидком состоянии, равный толщине дна литейной формы 3, выполненной по выплавляемой модели с отн.ощением толщины сте-. нок формы (Q к толщине два сГо- равном 2,5-f4,O и размещенной нижним тор- цом на поддоне-холодильнике, при этом литейная форма 3 и открытая полость поддона-холодильника 1 закрыты тепло-, изолирующим кожухом-крьш1кой 4.
Для получения отливки предварительно подогретую до температуры порядка 1300°С литейную форму нижним торцом, помещают на поддон-холодильник, температура которого достаточна для расплавления легкоплавкого сплава. Нижний .торец литейной формы погружается 0 в легкоплавкий еплав, при этом последним заполняются полости ct а а 1 которые образуются между поверхностью холодильника и неровностями нижней поверхности дна формы. Заполнениепо5 дрстей расплавом обеспечивает улучшение теплового контакта формы с холодильником и исключает неравномерность охлаждения отливки.
После заливки в литейную форму по0 следняя и открытая полость поддонахолодильника закрыты теплоизолирующим кожухом, что ограничивает излучение тепла с поверхности формы в окружающее пространство и улучшает направленность 5 геплоотвода.
Образцы отливок с направленной кристал- . лизациёй получены при следующих условиях:
Температура расплава . материала (ЮН14ДК25БА, . . 0 ЮдаК35Т5БА) перед
. заливкой 1750-1800°С
Температура литей.ной формы перед . заливкой расплава13ОО+5 С
5 Температура холодильника перед уста-, новкой формы В качестве легкоплав- кого материала используют галлий.
310160604
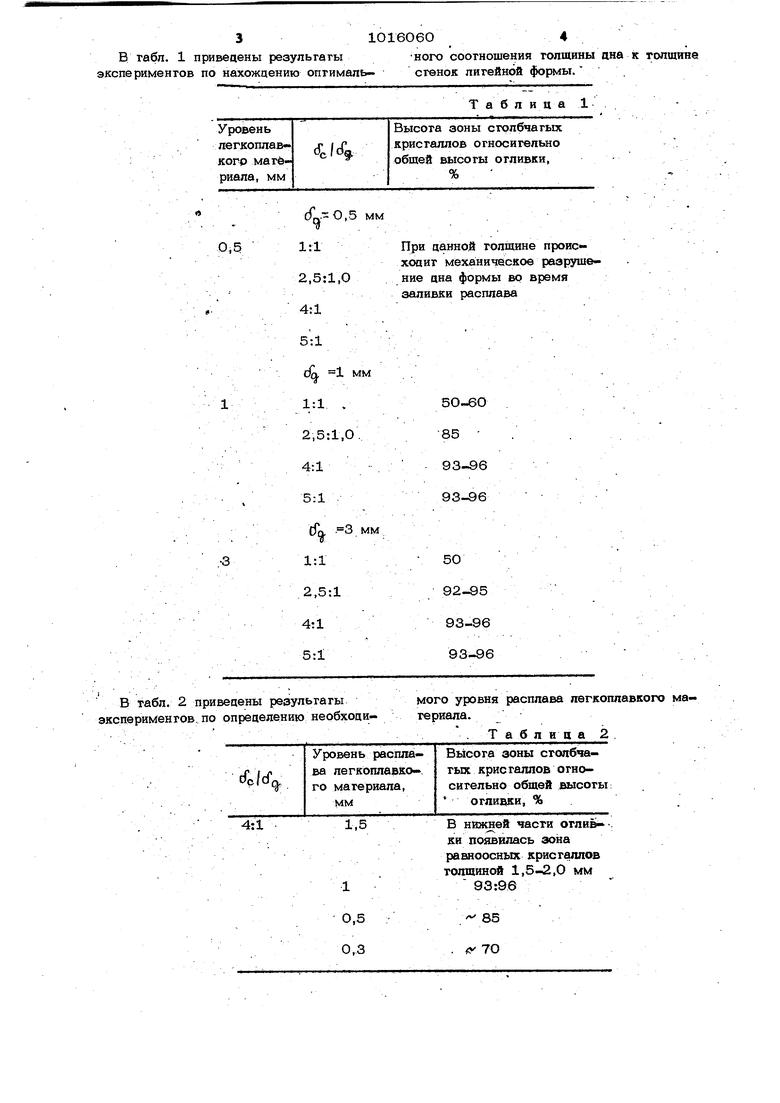
В табл. 1 приведены резульгагы-ного соотношения голшины цна к толщине
экспериментов по нахожцению оптимапь сгенок лигейной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья по выплавляемым моделям направленной кристаллизацией | 1984 |
|
SU1252036A1 |
| Способ регулирования температурного режима установки для получения слитков с направленной кристаллической структурой | 1990 |
|
SU1759543A1 |
| Устройство для получения отливок магнитов | 1983 |
|
SU1168329A1 |
| Комбинированная литейная форма для получения столбчатой структуры в изделиях из магнитотвердых материалов типа Al-Ni-Co-Ti-Fe | 2016 |
|
RU2635983C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Устройство для получения отливок направленной кристаллизации | 1983 |
|
SU1161240A1 |
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2005 |
|
RU2299784C1 |
| СПОСОБ ЛИТЬЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2218239C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
УСТРОЙСТВО ДЛЯ ЛИТЬЯ j ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ, содеркащее литейную форму, размешенную на поцдоне хопрцидьннке, заполненном легкоплавким сплавом запоапвпо с внут реяним анищем лвтейной , о т л н ч а ю щ е е с я тем, что, с иелыо повышения эффекгивнрстн процесса, оно снабжено теплоизоляционным Кожухом- Крышокой, установленным на подаоне холоаипьнике, а отношение толщины боковых стенок литейнс формы к толшине дна равно 2,5-4. Эд 7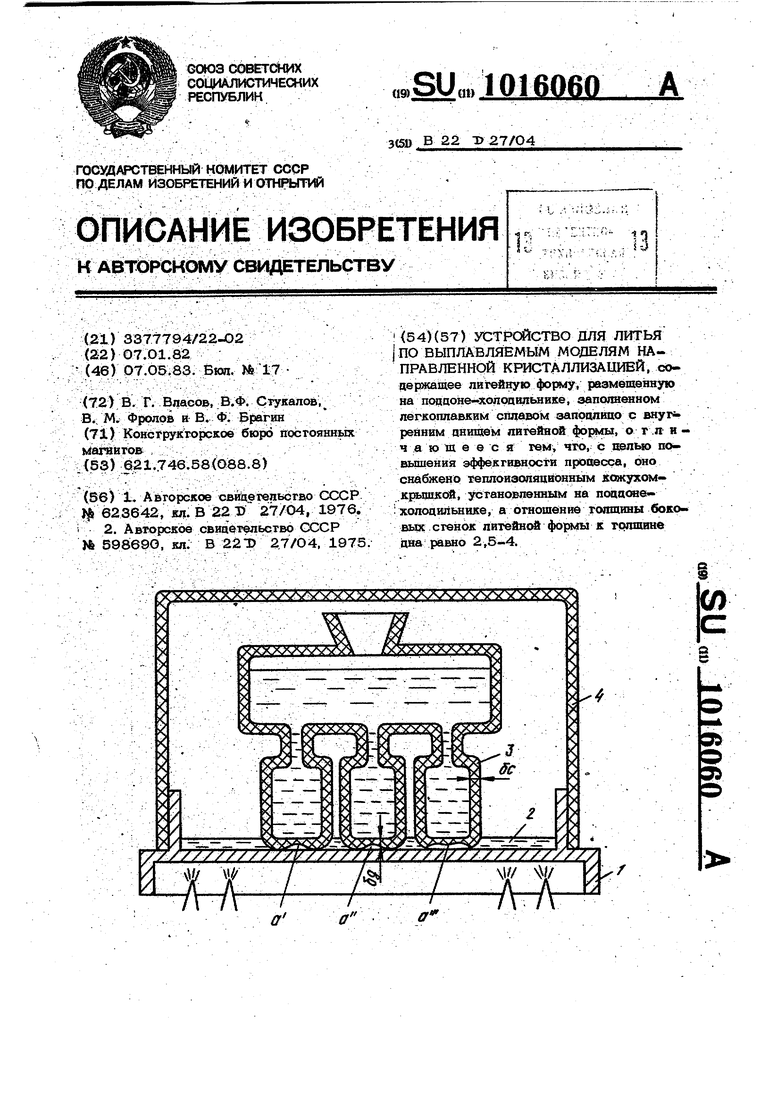
В табл. 2 привецены результаты эксперименгов. по опрецелению необходи4:1
1
0.5 0,3
мого уровня расплава легкоплавко1Ч) магериала.
Таблица 2 .
В нижней части оглив ки появилась зона равноосных кристаллов тогациной 1,5-2,0 мм 93:96
| i | |||
| Устройство для изготовления отливок направленной кристаллизацией | 1976 |
|
SU623642A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления отливок направленной кристаллизацией | 1975 |
|
SU598690A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
