сг со
СХ)
Изобретение относится к изготовлв нию деталей и предназначено для изготовления и упрочнения кольцевых деталей из конструкционных сталей из заготовок в процессе закрытой раскатки.
Известен способ упрочнения стали, включающий нагрев до температуры аустенитизации, переохлаждение до температур промежуточного превращения аустенита и деформацию растяжением на 15-20% в начальной стадии распада аустенита с последующим его завершением при температуре деформации без закалки 1.
Недостатками данного способа, ограничивающими его применение, являют ся малые величины деформации и необходимость точного фиксирования на- . чала и конца процесса с целью осуществления растяжения в начальной стадии распада.
Известен также способ упрочнения с деформацией во время перлитного превращения, согласно которому сталь после аустенитизации охлаждают до температур перлитного превращения и деформируют изотермически во время зтого превращения t2.
Недостатком данного способа является необходимость задержки процесса при охлаждении, до температуры перлитного превращения, что снижает производительность.
Кроме того, небольшие степени обжатия при формообразовании вследствие высокого сопротивления деформации при температурах перлитного превращения снижают .технологические возможности способа. Необходимость проведения деформации при постоянной температуре требует применения специального, оборудования, поддерживающего эту температуру.
Известен также способ изготовления кольцевых заготовок, включающий нагрев заготовок до 830-840 С, закрытую радиальную раскатку и немедленную закалку в содовом растворе на мартенсит с последующим отпуском при 180-200°С Цз.
Недостатком данного способа является узкий температурный интервал нагрева, требующий жесткого койтроля за его точностью.
Кроме того, для осуществления немедленной закалки детали ее про- изводят вместе с обоймой сразу после раскатки,.затем закаленную деталь удаляют из обоймы. Это приводит кГ увеличению трудоемкости изготовления
Кроме того, возникает необходи- . ость проведения дополнительной терической операции отпуска) для поучения требуемых механических свойств/ что снижает производительность способа.
Наиболее близким к изобретению но технической сущности и достигаемому результату является способ изготовления зубьев звездочек цепных передач, включающий нагрев выше тем5 пературы аустенитного превращения, пластическую деформацию накаткой и последующее охла сдение до температуры самоотпуска с последуклдим повторением цикла накатки С43.
10 В известном способе нагрев производится до 1000-1200°С, когда может иметь место рост аустенитного зерна, и процесс деформации заготовки проис ходит практически только в аустенит15 ном состоянии при температурах выше порога рекристаллизации. При этом в очаге деформации имеют место . процессы динамической (а в междеформационный период - статической) рекристаллизации, приводящие к разупрочнению. Последующее принудительное (спреерное) охлаждение фиксирует структуру мартенсита с исходной структурой рекристаллизованного аустенита, характеризующегося отсутствием дислокационных субграниц, обеспечивающих наряду с высокой прочностью высокое сопротивление хрупкому разрушению (, трещи но стой кость . Последующий самоотпуск приводит к
30 формированию структуры сорбита отпуска, имеющей низкую плотность дислокаций и не имеющей дислокгщионных . субграниц (выметенных при миграции границ или коалесценции субзерен
5 в процессе рекристаллизации, в результате чего прочностные и пластические свойства, а также трещиностойкость, снижаются. Самоотпуск мартенсита приводит также к выделению цементитной фазы преимущественно по границам мартенситных кристаллов, что вызывает вследствие распада остаточного аустенита охрупчивание материала.
Целью изобретения является повышение комплекса механических свойств деталей.
Поставленная цель достигается тем, что согласно способу изготовления деталей, включающему нагрев
Q заготовок до Температуры аустенитизации, пластическую деформацию в процессе охлаждения и окончательное охлаждение, пластическую деформацию проводят в процессе охлаждения до
е температуры бейнитного превра11(ения, а окончательное охлаждение ведут на воздухе.
Пластическую деформацию осуществляют закрытой радиальной раскаткой,
0 . Предлагаемое выполнение способа повышает механические свойства обрабатываемых деталей благодаря тому, что процесс деформации начинается при температурах более низких,
5 чем в Известном, что затрудняет прртекание процессов рекристаллизации, . и заканчивается в интервале температур бейнитного превращения, когда весь углерод связан в цементитную фазу - Диспергированную и однородно распределенную по объему. В этом случае, если явление самоотпуска бейнита имеет место, то оно лишь увеличивает пластичность и трещинострйкость материала за счет снятия пиковых напряжений (явление возврата) . То есть получающаяся структура бейнита характеризуется высокой платностью дислокаций {л 5-10 cм, равномерно распределенных по объему зерен,: наличием дислокационных субграниц разориентаций и однородно распределенных по объему дисперсионных цементитных выделений. Все это обеспечивает боЛбе высокую прочность, пластичность и трещиностойкость материала.
П р и м е р. Кольцевую заготовку ф 160x20 мм, высотой 50 мм, материсш - стгшь 45, нагревают в индукторе до 1000° С и переносят в матрицу с внутренним диаметром 172 мм. Далее осуществляют процесс радиальной раскатки. Начало деформации
соответствует 900°С, окончание 550°С. Суммарная степень обжатия составляет 45%. Раскатанную заготовку выпрессовывают из матрицы и охлаждают на воздухе.
Согласно известному способу нагрев- заготовки осуществляли до , далее проводили раскатку с окончанием деформирования при .
Затем заготовку выпрессовывали из матрицы и подвергали принудительному охлаждению с помсицью спрейера до температуры самоотпуске/w550C.
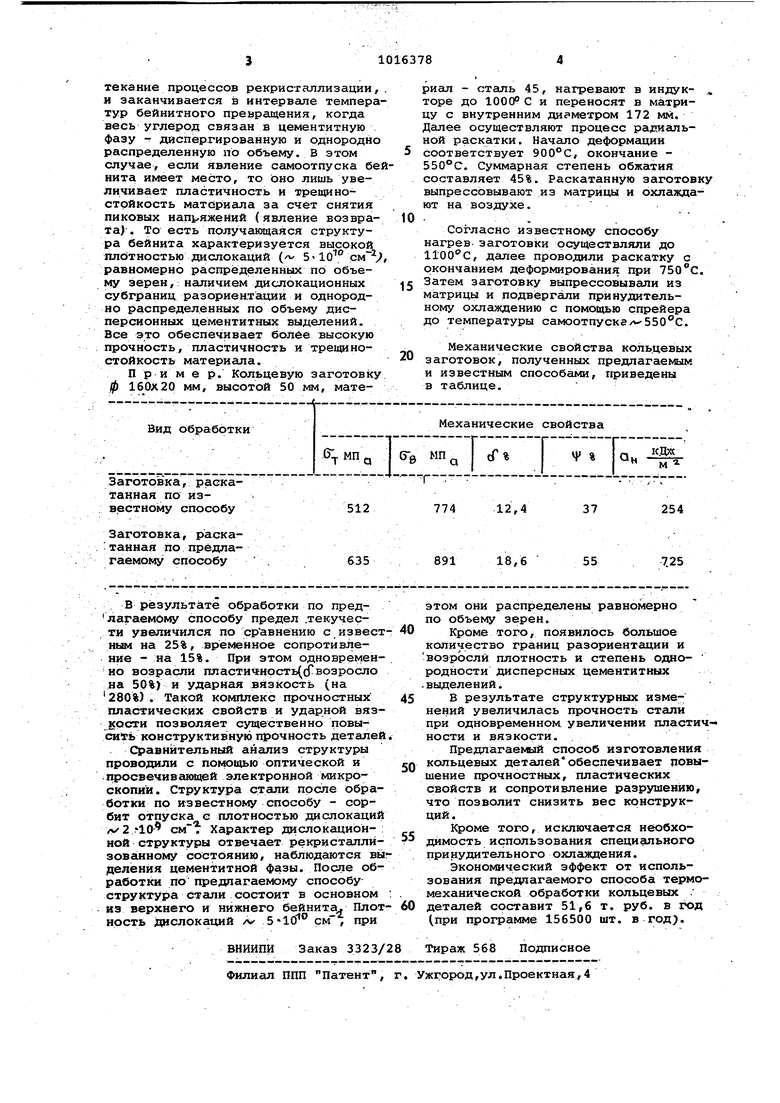
Механические свойства кольцевых заготовок, полученных предлагаемым и известным способами, приведены
в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки заготовок | 1990 |
|
SU1807083A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2588936C1 |
| Способ изготовления кольцевых деталей | 1983 |
|
SU1125267A1 |
| Способ термомеханической обработки конструкционных сталей | 1990 |
|
SU1763497A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОЛЕГИРОВАННЫХ И УГЛЕРОДИСТЫХ СТАЛЕЙ | 2015 |
|
RU2672718C2 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ КОВАНЫХ ЗАГОТОВОК ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВОЙ СТАЛИ | 2010 |
|
RU2431686C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ ИЗ КРЕМНЕМАРГАНЦОВИСТОЙ СТАЛИ | 2008 |
|
RU2376392C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1994 |
|
RU2081191C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 1991 |
|
RU2023026C1 |
| Способ термической обработки заготовок | 1985 |
|
SU1301856A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬLlEBbUC ДЕТАЛЕЙ, вкл{оча101ф1й нагрев заготовок до температуры аустенитизации, пластическую деформгщию в процессе охлаждения и окончательное охлаждение, отличающийс я тем, что, с целью повышения комплекса механических свойств деталей, пластическую деформгщию проводят в процессе охлаждения дй температуры бейнитного превращения, а окончательное охлаждение ведут на воздухе.. 2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что пластическую дёфорцию осуществляют закрытой радиальной раскаткой. .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР 214568, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Теория термической обработки металлов | |||
| М., Металлургия., 1978, с | |||
| Зажим для канатной тяги | 1919 |
|
SU358A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и др | |||
| Высокоте шёратурная термомеханическая об.работки колец подшипников.- Металловедение и термическая обработка металлов, 1975, 3, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
