2. Устройство для сопряжения деталей при сборке, содержащее расположенные на основании подставку с гнездом для установки кольца-спутника с заневоленной пружиной и сборочную матрицу, а также установленный с возможностью межпо.зиционного перемещения инструментальный блок, включающий в себя захватный орган, а также соосные пуансон и центрирую.щий элемент, отличающееся тем, что в дне гнезда под кольцоспутник выполнено углубление в виде усеченного конуса, глубина и малый диаметр которого соответственно равны ширине и диаметру внутреннего витка заневоленой в кольце-спутнике пружины, а на рабочем торце пуансона выполнена кольцевая канавка, внутренняя поверхность которой, примыкающей к отверстию под центрирующий элемент, выполнена конической и образует с ним острую кром|КУ..
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки плоских спиральных пружин | 1980 |
|
SU1016767A1 |
| Устройство для навивки и заневоливания плоских спиральных пружин | 1988 |
|
SU1578693A1 |
| Устройство для навивки и вставки заводной пружины в барабан | 1972 |
|
SU445020A1 |
| Устройство для автоматической сборки деталей часов | 1976 |
|
SU591802A1 |
| УСТРОЙСТВО НАТЯЖЕНИЯ КАБЕЛЯ (ВАРИАНТЫ) | 2016 |
|
RU2621668C1 |
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1493435A1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Автомат для сборки сердечников магнитопроводов | 1972 |
|
SU445931A1 |
| УСТРОЙСТВО ЗАВОДА ПРУЖИННОГО ДВИГАТЕЛЯ И ПЕРЕВОДА СТРЕЛОК НАРУЧНЫХ ЧАСОВ (ВАРИАНТЫ) | 2012 |
|
RU2518300C1 |
| IATEHTiiO-ТГХННЧЕСКАЯ | 1973 |
|
SU377185A1 |
1. Способ сопряжения деталей при сборке, например предварительно завитой и заневоленкой в кольце-спутнике лент сочной пружины с валом узла заводного барабанд, включающий предварительное центрирование внутреннего витка пружины и последукицую его перестановку с центрирующего элемента на вал барабана с одновременной установкой периферийной части пружины в корпус барабана, о т ли ч аю щ и и с я, тем, что, с целью повышения производительности труда путем автоматизации сборки, предварительное центрирование витка пружины осуществляют путем принудительного выведения витка из плоскости навивки пружины и последующего его перемедения по образующей конической поверхности до сопряжения с соосным последней цилиндрическим центрирующим элементом, а перестановку витка с Центрирующего злемеИта на вал барабана осуществляют после предаарительного сопряжения торцов этих деталей, одновременно внутренний виток перемещаемой & корпус барабана пружины выводят из плоскости навив ки, воздействуя на негр тордовым уступом вала, и производят разжим витка изнутри до его срьгаа с уступа и сопряжения с посадочной поверхностью вала. о: М 05 ф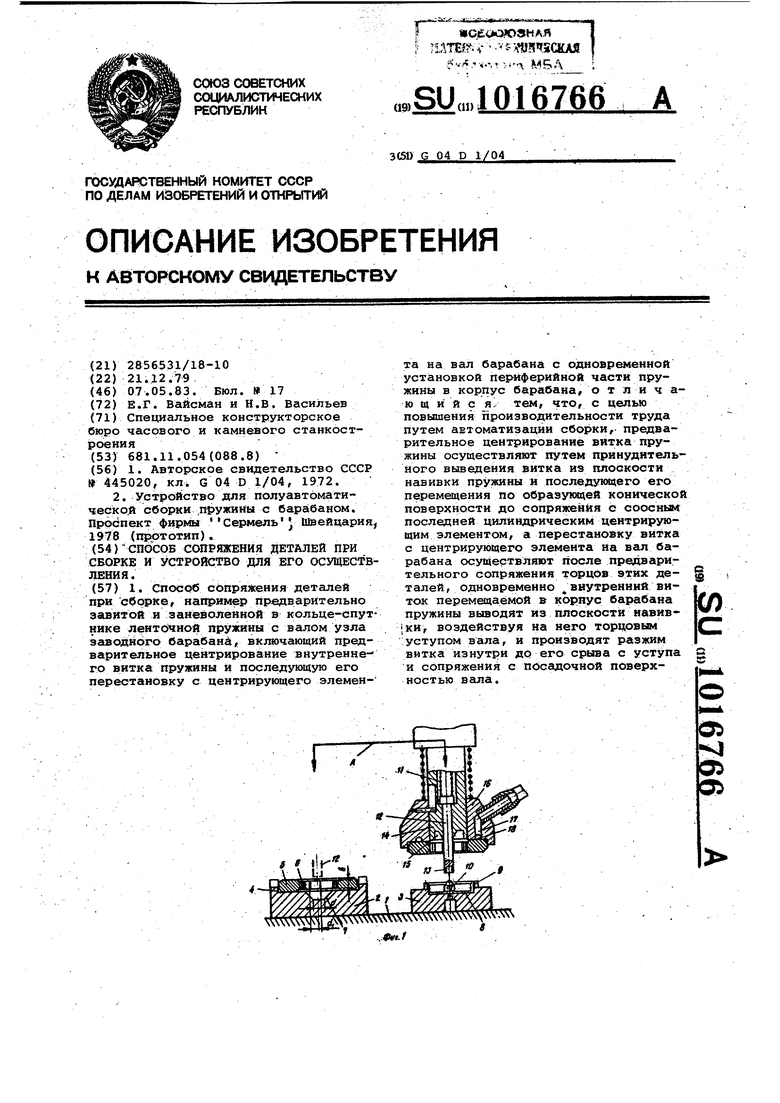
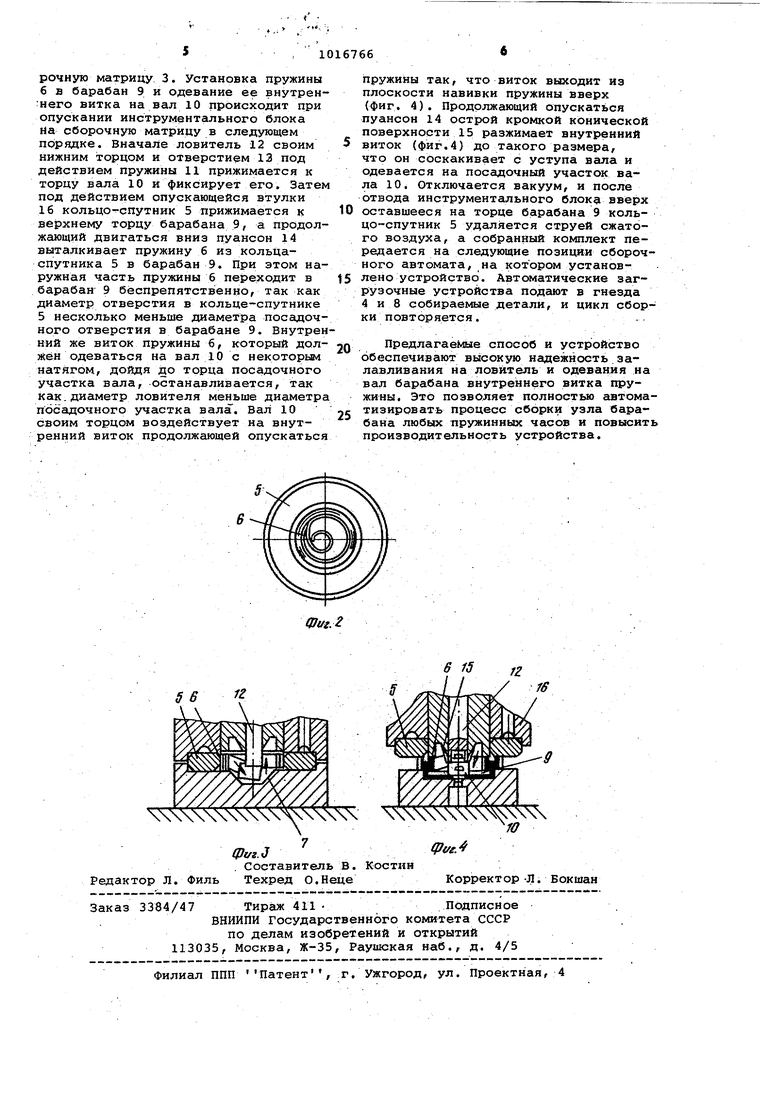
. . 1 . . Изобретение относится к приборостроению, в частности к часовому, производству, и может быть использо вано в сборочном оборудовании при производстве наручных часов. Известен способ сопряжения деталей при сборке, например способ навивки и вставки заводной пружины в барабан наручных механических часов включающий навивку пружины на цапфу барабана, перестановку внутреннего витка пружины на посадочную поверхность вала барабана с последующими установкой барабана в гнездо и пере талкиванием из гнезда в барабан пру жины вместе с валом. Устройство для осуществления этого способа содержит гнездо, в котором производится навивка пружин на цапфу барабана, и подпружиненный пуансон для насаживания внутреннего витка пружины на посадочный диаметр вала барабана. Последующая сборка узла производится путем установки барабана в гнездо и переталкивания .из гнезда в барабан пружины вместе с валом ll. Недостатком указанного способа является низкая производительность, так как навивка пружины на вал барабана и вставка их в барабан произ водится последовательно на одной позиции, при этом все собираемые детали подаются на сборку вручную. В устройстве подпружиненный пуансон не обеспечивает надежного одевания внутреннего витка пружины на вал ба рабана, так как на этот виток, выполняемый с значительным разбросом по диаметру, требуется давить с вес ма значительным усилием, которое не может быть развито пружиной. Наиболее близким по технической сущности к предлагаемому является способ сопряжения деталей при сборк когда сопрягаемая поверхность одной из деталей упруго связана с остальной ее частью, а ее координаты и . размеры имеют значит,ельные отклонения от номинала, например, при сборке предварительно завитой и заневоленной в технологическом .кольцеспутнике ленточной пружины с валом узла заводного барабана наручных механических часов. Известный способ сопряжения деталей при сборке включает предварительное центрирование внутреннего витка пружины и последующую его перестановку с центрирующего элемента на вал барабана с одновременной установкой периферийной части пружины в корпус барабана. Устройство для реализации известного способа содержит расположенные на основании подставку с гнездом для .установки спутника с заневоленной пружиной и сборочную матрицу, а также установленный с возможностью межпозиционного перемещения инструментальный блок, включаклций в себя захватный орган, а также соосные пуансон и центрирующий элемент f 2 3. К недостаткам известного способа и устройства для его осуществления относится то, что вследствие смецения внутреннего витка заневоленной пружины относительно центра кольцаспутника при одевании внутреннего витка на фиксатор необходимо производить предварительное ручное базирование витка относительно последнего. Это снижает производительность и не позволяет автоматизировать процесс сборки. Цель изобретения - повышение производительности труда путем автоматизации процесса сборки. Поставленная цель.достигается тем что согласно способу сопряжения, когда сопрягаемая поверхность одной из деталей упруго связана с остальной ее частью, а ее координаты и размеры имеют значительные отклонения от номинала, например, при сборке предварительно завитой и заневоленной в технологическом кольцеспутнике ленточной пружины с валом узла заводного барабана, например наручных механических часов, включаю щему предварительное центрирование внутреннего витка пружины и последую щую его перестановку с центрирующег элемента на вал барабана с одновременной установкой периферийной част пружины в корпус барабана, предвари тельное центрирование внутреннего витка пружины осуществляют путем принудительного выведения витка из плоскости навивки пружины и последующего его перемещения по образующей конической поверхности до сопря жения с соосным последней цилиндрическим центрирующим элементом, а перестановку витка с центрирующего, элемента на вал барабана осуществля после предварительного сопряжения торцов этих деталей, одновременно внутренний виток перемещаемой в кор пус барабана пружины выводят Из плоскости навивки, воздействуя на негр торцовым уступом вала и производят pa35iaiM витка изнутри до срьша его с вышеназванного уступа и сопря жения с посадочной поверхность вал В устройстве для осуществления способа, содержащем расположенные на основании подставку с гнездом .для установки :кольца-спутника с занёволенной пружиной и сборочную матрицу, а также установленный с возможностью межпозиционного переме щения от привода инструментальный блок, включающий в себя захватный орган, соосные пуансон и центрирующий элемент, в дне гнезда под кольц спутник с заневоленной пружиной выполнено углубление в виде усеченног конуса, глубина и малый диаметр которого равны соответственно ширине диаметру внутреннего витка заневоленной в кольце-спутнике пружины, а на рабочем торце пуансона инструмен тального блока выполнена кольцевая канавка, внутренняя поверхность которой, примыкающая к отверстию под центрирующий элемент, выполнена коничеЬкой и образует с ним острую кромку. На фиг.1 изображено предлагаемое устройство, разрез; на фиг.2 - ленточная пружина, заневоленная в технологическом кольце-спутнике ; на фиг.З - рабочие части устройства на позиции установки в момент залавливанйя ловителем внутреннего витка пружины; на фиг.4 - то же, на позиции сборки в момент одевания того же витка на вал барабана. Устройство для осуществления предлагаемого способа содержит осно вание 1, в котором размещены подста ка 2 и сборочная матрица 3; В подставке 2 выполнено гнездо 4, и которое укладывается кольцо-спутник 5 с предварительно навитой (эаневоленной) в нем ленточной пружиной б. В центре дна гнезда 4 выполнено углубление 7 в виде усеченного конуса. Глубина углубления 7 равна ширине пружины, а малый диаметр сЗ - диаметру 6 внутреннего витка пружины, В матрице 3 выполнено гнездо 8 для установки в него барабана 9 и вала 10 барабана. Над подставкой 2 и матрицей 3 размещен инструментальный блок, связанный с приводом (не показан) межповиционного его перемещения (трактория перемещения инструментального блока указана стрелкой А на фигЛ) . Инструментальный блок включает в себя подпружиненный пру- жиной И центрирующий элемент - цилиндрический ловитель 12. .На торце ловителя 12 выполнено отверстие 13 под цапфу вала 10 барабана. Наружный диаметр ловителя 12 меньше посадочного диаметра вала 10 барабана. Соосно ловителю 12, охватывая его, установлен пуансон 14. На рабочем торце пуансона 14 выполнена кольце- : вая канавка, внутренняя поверхность которой, примыкающая к отверстию под ловитель 12, выполнена конической и образует с ним острую 15. Пуансон 14 вместе с ловителем 12 инструментального блока размещен в подпружиненной втулке 16 вакуум- ного захвата. Во втулке 16 выполнен канёш 17, вход которого связан с вакуумной магистрсшью, выход с кольцевой проточкой 18, выполненной в торцовой части втулки 16 и расположенной над кольцом-спутником во время его захвата. Осуществление предлагаемого способа и работа устройства происходят Следующим образом. Автоматические загрузочные уст- ройства {не показаны) подают кольцоспутник 5 с пружиной в гнездо 4 и барабан 9 с валом 10 - в гнездо 8 матрицы 3, после чего инструментальный блокопускается на подставку 2. Если ловитель I2 не попал сразу в . отверстие внутреннего витка пружины 6, то он отжимает этот виток вниз, выводя его из плоскости навивки пружины, скользя (фиг.З) по конической стенке углубления 7, виток центрируется и одевается на ловитель 12, диаметр которого меньше диаметра отверстия внутреннего витка пружины 6. После этого по каналу 17 втулки 16 захватного органа подается вакуум, и кольцо-спутник 5 присасывается к торцу захватного органа. Затем инструментальный блок под действием привода, двигаясь по траектории А, переносит кольцо-спутник 5 вместе с заневоленной в ней пружиной 6, зафиксированной ловителем 12, на сбог
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для навивки и вставки заводной пружины в барабан | 1972 |
|
SU445020A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для полуавтоматическо.й сборки .пружины с барабаном | |||
| Проспект фирмы Сермель Швейцария, 1978 (щютотип). | |||
