1
Изобретение относится к области изготовления нераскручивающихся гибких проволочных валов и может быть и.спользовано при производстве силовых передач, приводов дистанционного управления, приводов следящих систем и т. д.
Известен способ изготовления гибких проволочных валов путем последовательной на вивки проволоки слой на слой с натягом, при этом каждый последующий слой предвар« тельно раскручивают до тех пор, пока его внутренний диаметр не стан.ет больше наружного диаметра предыдущего слоя.
Недостатком известного способа является сравнительно невысокое качество получаемых валов, ограииченная длина валов и низкая производительность.
Повышение качества валов и обеспечение возможности юлучения валов неограниченной длины обеспечивается за счет того, что при навивке каждого носледуюнхего слоя проволоку изгибают до образоваиия витка заданного диаметра, поворачивают виток в заданное положение, подвергая при этом проволоку скручиванию, а фиксируют витки и переносят их по мере образования в заневоленном состоянии на предыдуидай слой.
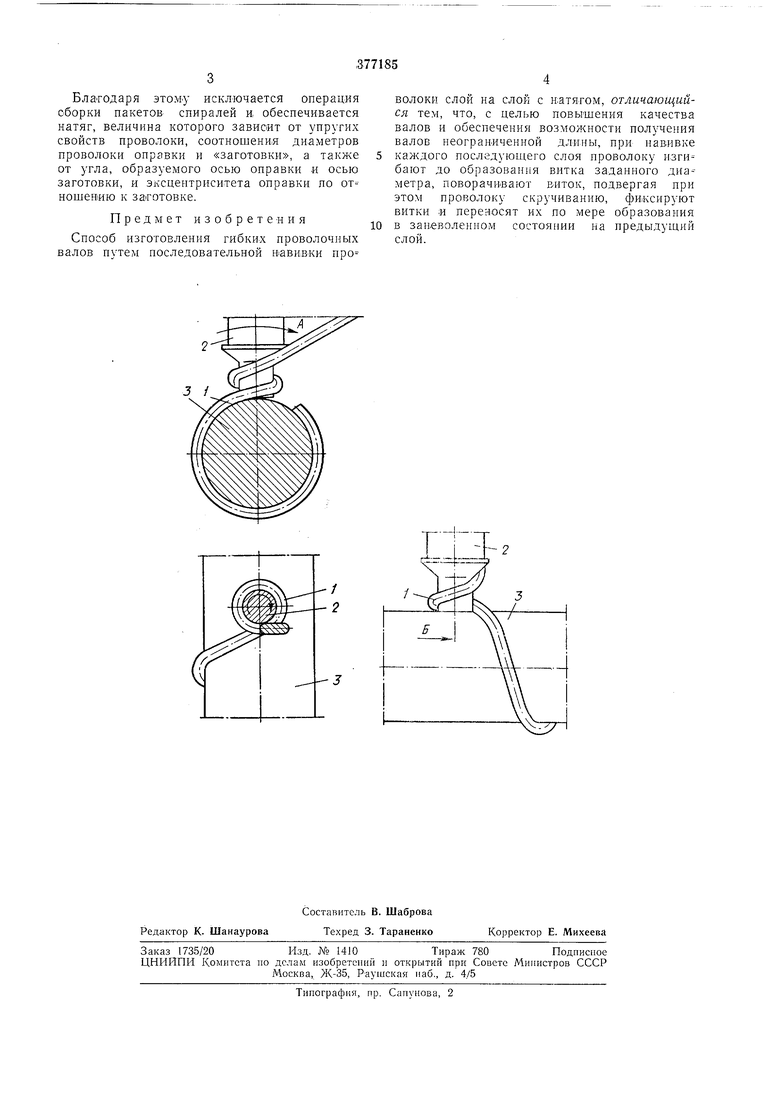
На чертеже представлен;а схема н:авивки проволоки, где / - Hiaвивaeмaя проволока, 2 - оправка, 3 - «заготовка или предыдущи и слой.
2
Оправка 2 и катушка с проволокой закреп лены на общей деталей - планшайбе, вращающейся по стрелке А. Проволоку / предварительно закрепляют на «заготовке 3. Благодаря этому при вращени-и но стрелке Л планшайбы, на которой закреплены онравки 2, проволока сматывается с катушек, также установленных на планшайбе, обходит оправки 2 и наматывается на «заготовку 3, движущуюся поступательно по стрелке Б. Далее «заготовку 3 с навитым иа нее слоем наматывают на барабан. Движение «заготовки может осуществляться за счет самоупора витков либо за счет принуднтельной. подачи. Количество проволок, ндуии1х иа навивку слоя, зависит от конструкции вала, как и количество оправок и. катушек. При этом на оправку 2 может поступить одна либо несколько проволок /. Оправка 2 вращается свободно, чтобы умет|ьнн1лось до минимума трение проволоки / о ее поверхность. Основа принципа получения нераскручивающегося вала, слои которого прилегают один к другому с натягом, заключается в том, что, обходя оправку 2 определенного диаметра, проволока / изгибается до заданного диаметра, виток поворачивают, проволока при этом скручивается и сходит на «заготовку 3, наружный диаметр которой больше внутреннего диаметра витка деформированноП проволоки в свободном состоянии.
Блзгодаря этому исключается операция оборки пакетов спиралей и обеспечивается натяг, величина которого зависит от упругих свойств проволоки, соотношения диаметров проволоки оправки и «заготовки, а также от угла, Образуемого осью оправки и осью заготовки, и эксцеитриситета оправки по отношеийю к заготовке.
Предмет изобретения
Способ изготовления гибких проволочных валов путем последовательной И1авивки про
волоки слои на слой с н;атягом, отличающийся тем, что, с повышения качества валов и обеспечения возможности получения валов неограниченной длины, при навивке каждого последующего слоя проволоку нзги бают до образования витка заданного диаметра, поворачивают виток, подвергая при этом проволоку скручиванию, фиксируют витки и переносят их по мере образования в заневоленном состоянии на предыдущий слой.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАВИВОЧНАЯ ГОЛОВКА К СТАНКУ ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ НРОВОЛОЧНЫХ ВАЛОВ | 1972 |
|
SU334002A1 |
| Способ изготовления медицинских электродов | 1989 |
|
SU1787613A1 |
| Устройство для навивки гибких проволочных валов | 1980 |
|
SU910294A1 |
| Навивочная головка для изготовления гибких проволочных валов | 1973 |
|
SU441077A1 |
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ЭЛЕКТРИЧЕСКИХ КАТУШЕК | 1982 |
|
SU1144540A1 |
| Устройство для намотки электрических катушек | 1981 |
|
SU1001203A1 |
| Устройство для навивки гибких проволочных валов | 1990 |
|
SU1811952A1 |
| Способ подготовки металлической проволоки перед навивкой винтовых пружин | 2022 |
|
RU2785202C1 |
