Изоиретение относится к станкам для изготовления ар;иатурцых соток путем контактно-точечной сварки нрп: помощи одного трансформатора, перемещающегося но горизонтальной траверсе автоматнчески.
Особенностью онисываемого станка является нриминен(е автоматического ()нксатора ДЛЯ ицне.ма из бункера нопоречных cTep;icHeif н электромеханического 1П)11жпм;) с НОДВНЖ1ЮЙ шунтирующе : нласт11 1кой.
Такне устройства автоматизируют основные операции нри контактной сварке арматурных сеток.
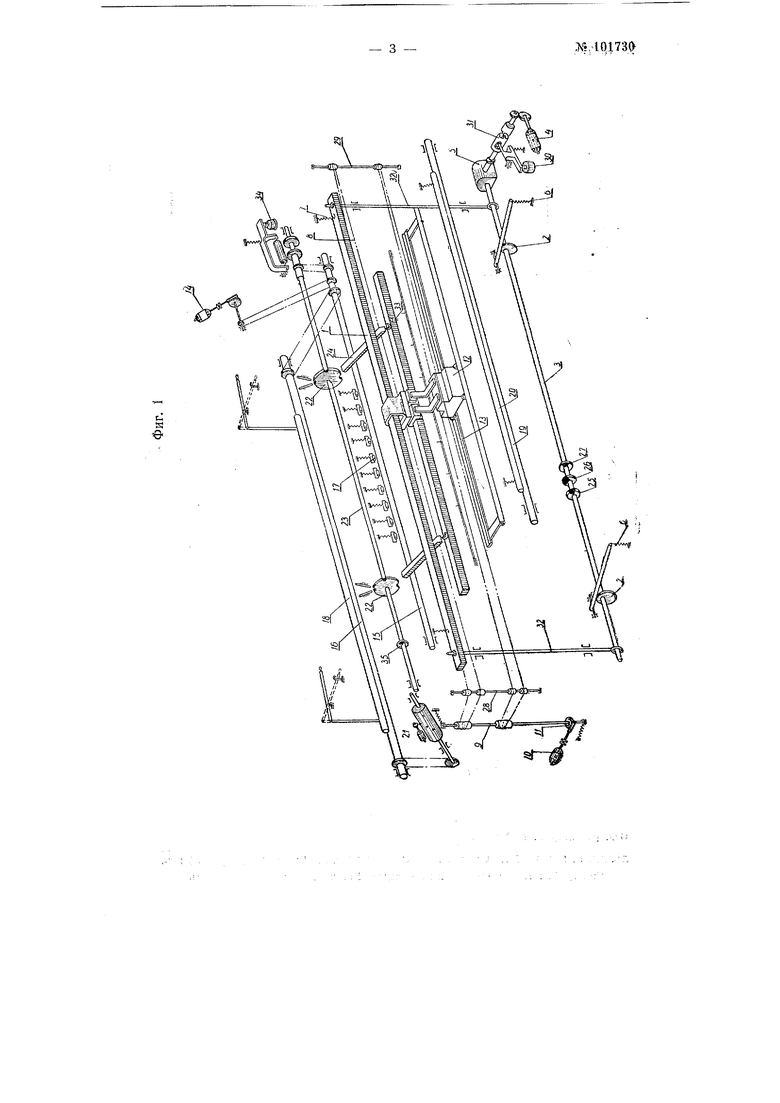
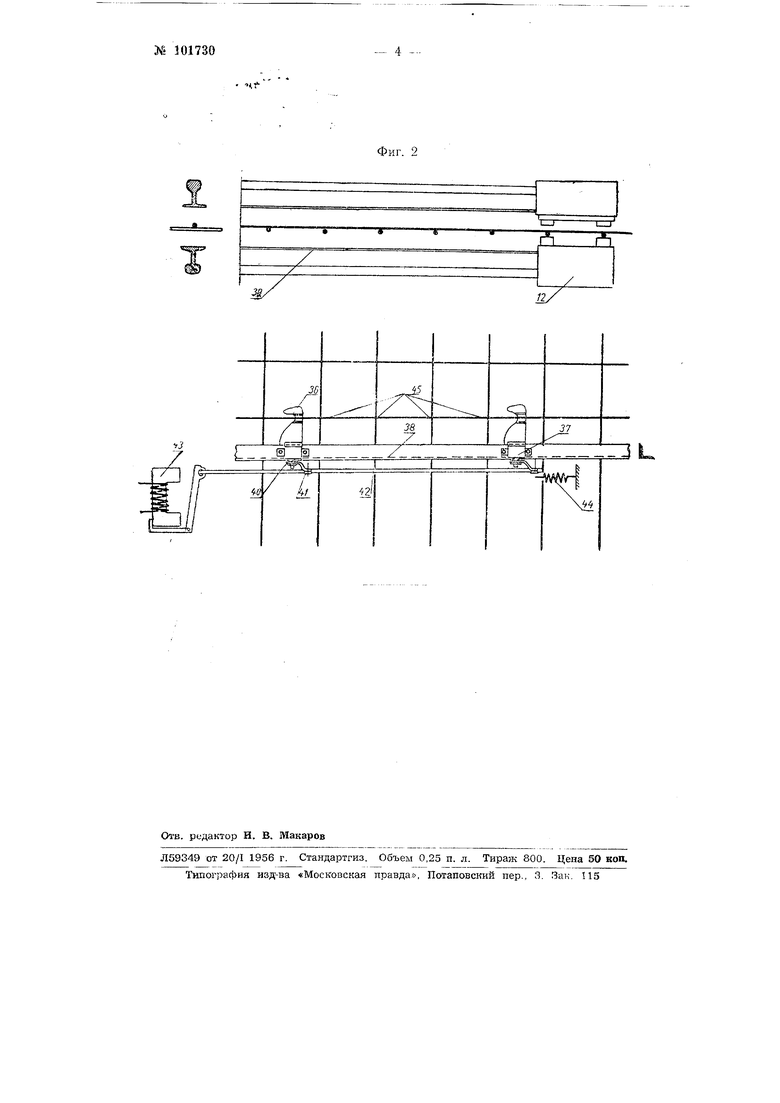
На фиг. 1 ноказана нринциняальная схема станка; на фиг. 2 - схема автоматического фиксатора.
Создание рабочего давления, на влектродах в момент сваркн осуществляется опусканием верхней траверсы (1). но которой перемещаются верхние контакты. Онускание траверсы происходит за счет вращения эксцентриков (2), сидящих на налу (А), который получает вращение от электродвигателя (4) через редуктор (5).
Усилие нажима может регулироваться и зависит от натяжения пружины (6). Для возвращения верхней траверсы в исходное пололсение после окончания процесса сварки слуя-сат нруи;иньт (7), связанные с траверсой при помоищ рычага.
Верхние н нижние контакты перемещаются пщ номощн ТРОСОВ (8). приводимых в движение от вертикального вала (9). который вращается от электродвигателя (10) чере:. редуктор (И).
Ннжние контакты жестки связаны Трансформатором (12), который 31сре щается но нанравляющим (13).
Перемещение сеткн осуществляется :-)лектродвпгате.11я (14) посредством Ц иых передач и Балов (15) н (1G). Для предотвращения скольжения сетка прижимается к валу (15) прижямамн (17) к к. валу (16) прижимным валиком (18). Валики (19) и (20) служат для поддержки готовой части сетки.
С валом (16) связан ценной передачей барабан иереключателя (21).
Для равномерной ii:aa4 i ио11е1; чных прутков на нижние контакты служит устройство, состоящее из двух дисков (22), посаженных на вал (23) п имеющих гнезда, расположенные по окружности лля ;- ахвата прутков.
При повороте вала (23) на 90 градусов пруток, выпадает из гнезд щ но нанравляющнм (24) укладывается на нижние контакты.
На валу (3) посажены ко)ггактные дискт (25), (26) и (27), которые служат ДЛЯ включения и выключення контакторов электродвигателей.
Начало работы осуществляется включением электродвигателя (10). ПРИ этом через вертикальные валики (9), (28) н (29) начинают перемещаться верхние контакты и трансформатор (12) с нижними контактами. Перемещение продолжается до очередного упора, который останавливает электродвигатель (10) и включает соленоад (30). Упор расположен так, что контакты останавливаются под очередно iiupoii соединення прутков. Соленоид (30) включает луШту сцепления (31), которая передает вращенне через редуктор на вал (3). йксцентрнковые диски (2), упираясь Б рычаги пружин (б), опускают вал (3) вниз, а последний через тягл (.32) и траверсу (1) создает нажим верхних электродов на соединяемые прутки.
После окончания процесса cBapj;ot т)нверса с .иерхнимц электродали jsosBpaщается исходное положенно и к этот Ioиент включается элоктродвигатель (10).
Таких циклов будет столько, сколько пар продольных прутков имеет сетка.
После сварк-и последней иары прутков трансформатор (12) доходит до бокового упора, который останавливает электродвигатель (10) и включает электродвигатель (14) перемещения сетки.
С началом перемещения сетки включается кнопка (ЗЗ), которая через соленоид (34) включает вал (23).
Вал (23) ироворачивается на 90 градусов, причем величина его угла поворота регулируется контактным диском (35).
Величина иеремегаеиия сетки зависит от необходимого расстояния между иоперечными ирутками сетки и регулируется расстановкой упоров па барабане переключателей.
В дальнейшем сварка ироисходит ири обратном перемещении контактов до противоиоложного уиора перемещения сетки.
Автоматический фик-сатор состоит из рычагов (36) с гнездами, оси которых помещены в подшипники (37), установленные на уголке (38), прикрепленном к станине параллельно нижней траверсе (39).
Концы осей (40) связаны сцеплением (41) с общей подвесной на щариирах тягой (42), прикреиленной одним концом к
якорю электромагнита (43), другим к пруJKHHe (44).
Мосле иередвижки свареииого ряда пересечений (45) и освобождения гнезд в обмотку электромагнита (43) ностунает ток. Под действием якоря рычаги (36) с гнез.(ами из горизонтального иоложения приводятся в вертикальное для нриема и укладкй иод контакты следующего поперечного Стержня.
В момент отхода трансформатора (12) от K-pafiHero левого или правого пололгения цеиь электромагнита автоматически выключается и рычаги с гнездами под действием пружины (44) приводятся в исходное горизонтальное ноложение для свободiioro пропуска к.арегок с контактами.
Предмет изобретения
L. Станок-автомат полигонного типа для контактно-точечной сварки арматурных сеток железобетонных конструкций с применением устройства, прижимающего верхние электроды к свариваемым стержням, и фиксаторов для ириема и укладки поперечных стерашей иа иродольиые стер:кни, о т л и ч а ю щ и и с я Teii, что, с }1,елыо автоматизации приема и ук-ладки лоиеречных стержней, применен электромагнит, якорь которого кинематически связан посредством тяги с осями вращения фиксаторов для осуществления поворота иослодних из горизонтального ноложения в вертикальное.
2. Станок по п. 1, о т л и чающийся тем, что, с целью упрощения устройства для прижимания верхних электродов в свариваемым стержням, траверса, на которой устаиовлеиы верхние электроды, при помощи тяг кииематически связана с кулачковым валом, осуществляющим по-дъем и онуеканле указанной траверсы вместе с электродами.
c« S
9т/
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной электросварки арматурных каркасов | 1958 |
|
SU116857A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| Станок для контактной точечной сварки арматурных сеток | 1956 |
|
SU108790A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| Передвижная машина для сварки проволочных прутков в арматурную сетку | 1940 |
|
SU69056A1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| Станок для резки глиняного бруса на заготовки для кирпичей и других керамических изделий | 1952 |
|
SU102928A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
ftl
«у
37
38
r..,--j
t
