I
Изобретение относится к обработке металлов давлением, а именно к конструкциям инструмента для ковки квадратных в поперечном сечении заготовок.
Известен инструмент для ковки, содержащий нижний плоский боек и верхний плоский с выступом, ширина рабочей части которых не перекрывает ширины заготовки 1.
Недостатками указанного устройства является невысокое качество заготовок и трудоемкость изготовления.
Цель изобретения - повышение качества заготовок с одновременным снижением трудоемкости изготовления.
Указанная цель достигается тем, что выступ выполнен в виде равнобедренной трапеции с основаниями, соответственно; равными 0,4-0,3 и 0,25-03 ширины нижнего бойка и с углом при .большем основании равным 68-70°, при этом длина плоской части бойка выполнена равной длине нижнего бойка.
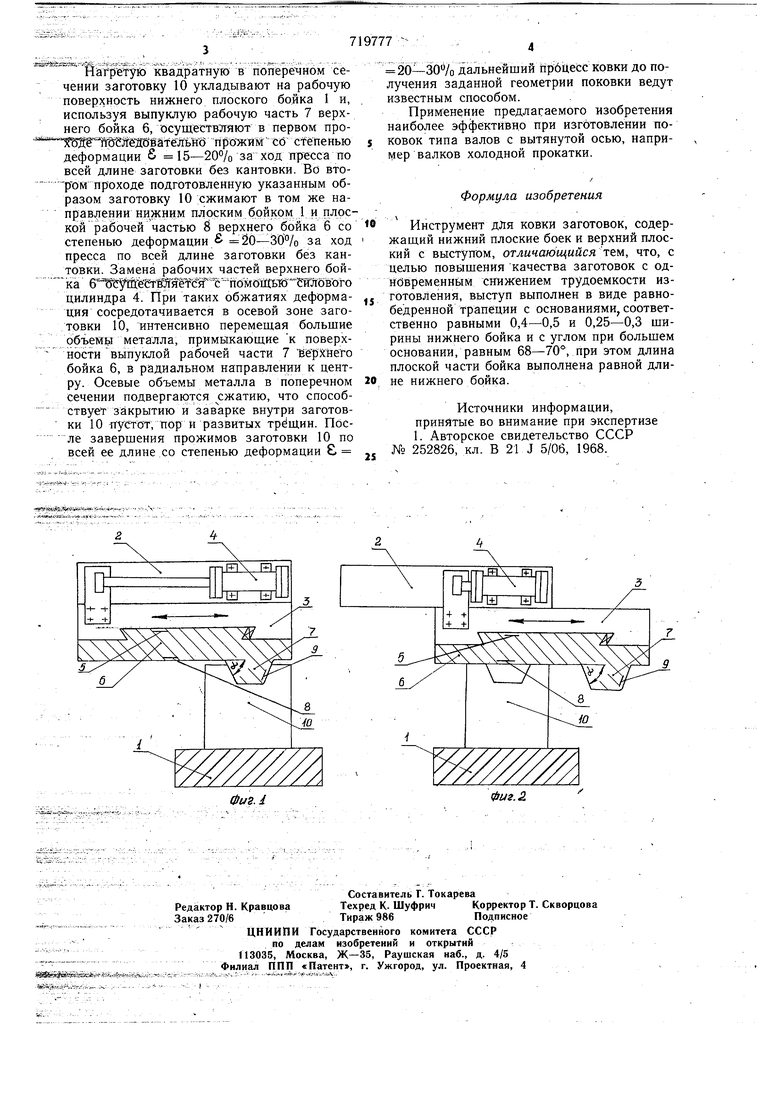
На фиг. 1 изображен инструмент при ковке выступом; на фиг. 2 - то же, при ковке плоской частью.
Инструмент для ковки заготовок содержит нижний плоский боек 1 и верхний боек, :состоящий из неподвижной части 2, которая крепится к траверсе -npcCa: ИПОдвижной части 3, которая перемеш;ается относительно неподвижной части 2. Перемещение осушес.твляется силовым цилиндром 4. К подвижной части 3 с помощью «ласточкиного хвоста 5 крепится боек 6, рабочая поверхность которого выполнена комбинированной из двух частей- выпуклой 7 и плоской 8. Для снижения локализованных деформаций растяжения и сохранения сплошности металла в iwecfах пёреходаГдеформированной под выступом 7 (фиг. 1) к недеформированной части заготовки за выступом 7,
боковые стороны 9 выступа 7 выполнены с углом а скоса, равным 68-70° при большем основании выступа 7. Ковку заготовки 10 производят или нижним плоским бойком 1 и выпуклой рабочей частью 7 верхнего бойкаб(фиг. 1) или нижнимплоским бойком
1 и плоской рабочей частью 8 верхнего бойка 6 (фиг. 2).
Закрытие и заварка внутренних несплощностей при ковке предлагаемым инструментом происходит следующим образом. ..wv-Нагртетуй квадратную в поперечном сечении заготовку 10 укладывают на рабочую поверхность нижнего плоского бойка 1 и, используя выпуклую рабочую часть 7 верхнего бойка б, Осуш,ествзгяют в первом про1ШГ Шеяёда§атёЖно прожйм со cfепенью деформации S 15-20% за ход пресса по всей длине заготовки без кантовки. Во вто рОМ проходе подготовленную указанным образом заготовку 10 сжимают в том же направ,(1ении нижним плоским бойком 1 и плоской рабочей частью 8 верхнего бойка 6 со степенью деформации 20-30°/о за ход пресса по всей длине заготовки без кантовки. Замена рабочих частей верхнего бой ка 6 Щ Ш:ё тдаШв 1; 110мад1Ж ШШвЪго цилиндра 4. При таких обжатиях деформация сосредотачивается в осевой зоне заготовки 10, интенсивно перемещая большие объеи металла, примыкающие к поверх ностивыпуклой рабочей части 7 ВёрхНего бойка 6, в радиальном направлении к центру. Осевые объемы металла в поперечном сечении подвергаются сжатию, что способствует закрытию и внутри заготовки 10 пустоту пор и развитых трещин. После завершения прожимов заготовки 10 по всей ее длине со степенью деформации , 20--30 /о дальнейший прбцесс КОВКИ до получения заданной геометрии поковки ведут известным способом. Применение предлагаемого изобретения наиболее эффективно при изготовлении поковок типа валов с вытянутой осью, например валков холодной прокатки. Формула изобретения Инструмент для ковки заготовок, содержащий нижний плоские боек и верхний плоский с выступом, отличающийся тем, что, с целью повышения качества заготовок с однОв:ременнь1М снижением трудоемкости изготовления, выступ выполнен в виде равнобедренной трапеции с основаниями, соответственно равными 0,4-0,5 и 0,25-0,3 ширины нижнего бойка и с углом при большем основании, равным 68-70°, при этом длина плоской части бойка выполнена равной длине нижнего бойка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 252826, кл. В 21 J 5/06, 1968.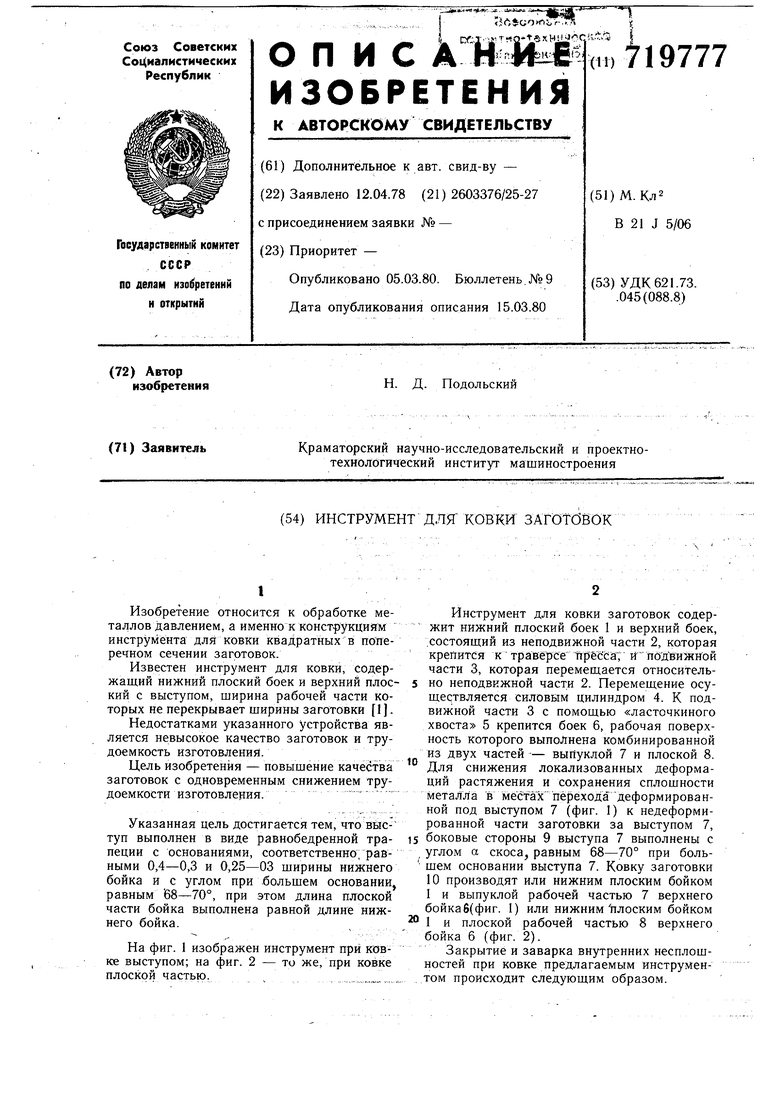
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ковки заготовок | 1978 |
|
SU902968A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2006 |
|
RU2326749C1 |
| Кузнечный инструмент | 1981 |
|
SU1017427A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1992 |
|
RU2047415C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Кузнечный вырезной боек | 1979 |
|
SU867510A1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК И ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282517C2 |
| Кузнечный боек для секционной осадки заготовки диска | 1986 |
|
SU1382572A1 |
| Способ ковки плит | 1984 |
|
SU1247145A1 |
