Изобретение относится к прокатному производству, а именно к устройствам для измерения скорости дви жения сортового проката, и может быть использовано в прокатном произ водстве при резке сортового проката на мерные .заготовки. Известно устройство для измерени скорости движения сортового проката содержащее приводной транспортирующий ролик и холостой следящий ролик с механизмом прижима его к прокату и датчиком импульсов l. Недостатком известногэ устройства является невысокая точность изме рения скорости движения сортового проката ограниченной длины, так как скорость вращения холостого сле дящего ролика непостоянна, Цель изобретения - повышение точ ности измерения скорости. Указанная цель достигается тем, что устройство для измерения скорос ти движения сортового проката, содержащее приводной транспортирукадий ролик, холостой следящий ролик с ме ханизмом прижима его к прокату и да чиком импульсов, снабжено сменными дисками, закрепленными на торцах ро ков диаметры которых определяют из соотношений .--i(+t.),. где Djj - диаметр следящего ролика; D - диаметр транспортирующего ролика; D - диаметр сменного диска сйе , дящего ролика; D, - диаметр сменного диска тра спортирующего ролика; h - высота сортового проката; Л - зазор между сменньми дисками при наличии проката в устройстве, а механизм прижима холостого следящего ролика выполиен в виде пружины. . . При этом приводной транспортируюи,ий ролик выполнен с проточкой, соответствующей профилю проката. На фиг,1 представлено устройство зид сбоку; на фиг,2 - то же, вид спереди, :. Устройство содержит станину 1,. в опорах 2 которой смонтирован вал :3, соединенный с приводом вращения 4 На валу 3 жестко закреплен транспор1ирум1ций ролик 5, имеющий профиль ную проточку б, соответствующую профилю проката 7, Со станиной 1 одним концом шарнирно соединен рычаг на другом конце которого с возможностью вра1цения смонтирована ось 9, На оси 9 с одной стороны жестко закреплен цилиндрический следящий ролик 10, ас другой - диск .11, имеющий по периферии отверстия 12, С заз РОМ относительно диска 11 установлен бесконтактный датчик импульсов 13. Между рычагом 8 и станиной 1 установлена пружина сжатия 14, пред-назначенная для прижима следящего ролика 10 V прокату 7. Транспортирующий 5 и следящий 10 ролики расположены оппозитно, а на одноименных торцах упомянутых ррликов жестко закреплены сменные диски 15 и 16, предназначенные для контактирования между собой при отсутствии проката 7, При этом дисииет;; : сменньвс дисков выбирают из условия обеспечения равенства окружных скоростей коитактируюцей с прокатом части следящего ролика 10 и контактирующей с прокатом части транспортируивдего ролика 5 (по диаметру профильной проточки 6) , Это достигается при соблнщении вьвлеупомянутого соотно111ения. Устройство работает следующим образом. Вращают приводной транспортирующий ролик, скорость вращения которого согласуют со скоростьй Вращении прокатного валка посредством тахометрической системы (не показано) . , ; . . ; ..... . . прижимают холостой следящий ролик 10 к приводному транспортирующему ролику 5 с обеспечением их совместного вращения без проскальзывания, приводят в соприкосновение сменные диски 15 и 16 указанных роликов. Благодаря такому выполнению устройства окружная скорбеть вращения холостого следящего ролика 10 оказывается равной Окружности скорости трайспортирующего ролика 5 по диаметру профильной проточки 6. Установленный на оси 9 диск И сотверстиями 1.2 входит в прорезь беёконтактного датчика импульсов 13., который фо яяирует импульсы, частота которых .i/ропорциональна скорости вращения следящего ролика 10, Таким образом холостой следящий ролик при отсутствии под ним проката имеет начальную окружйую скорость вращения, близкую к скорости прокатки. Так как со следящим роликсж, точнее с датчиком импульсов, электрически связан привод летучего режущего устройство (например, летучей пилы, установленной в потоке агрегата непрерывной печной сварки труб)j то скорость движения режущего инструмента (в данном случае пильного диска) отличается от скорости движения проката настолько, насколько последняя отличается от окружной скорости прокатного валка. При входе переднего конца проката в устройство пружина 14 получает дополнительное незначительное сжатие, контакт сменных дисков 15 и 16 прекращается, а скорость вращения следящего ролика 10, контактирующе- .
го теперь с прокатом 7/ устанавливается равной истинной скорости дкви жения проката. 7ак как начальная скорость движения режущего инструмента отличается от, истинной скорости дшнженияпрока та на несколько . процентов :(5-8),; то к моменту реэа инструмент без значительных ускорений ycneiBaeT, разогнаться до истин- . ной скорости движения проката.Это обедпечиваетсинхроиность движения инструмента и проката во 19ремя ре: В1Н«я Что приводит k увеличению яолговечнбсти трежуа/вгб Инструмента и надежности процесса пореэки проката. Кроме того, Ж}вшй ается точ:1км5ть реэа, так как; точность иэнереяияскоромгти движения проката вы.сокая Для измерения отрезаемых эа roToiBOK датчик импульсов элек три:чееки связьшажут со счетчиком импульоов который сумнйрует эти импульсы
лишь при наличии проката межДУгРРликами. В том же случае, когда между роликами прсжата нет, счетчшс импуль сов не с шируют их.
При выходе заднего конца 9at OToaки из устройства сменш§е диски хожзстого следящего |i привсжиого травспортиру1оп|его роликов автоматически ,(под действиш пружины 14) начинают кон тактировать между собой и скорость вращения следя1 го ролика вновь ста- , новится близкой к скорости прокаткя.
Предлоз сённое техническое решение обеспечивает высокую точность- измерения скорости двяжеяяя сортового прбката не только при бескЕояечной, но и при поштучной .
Точность отрезаемых длин повышается не менее чем в S раз, & долговечность некоторых мехаанэмсш летучих устройств в 1,3-1,5 раза.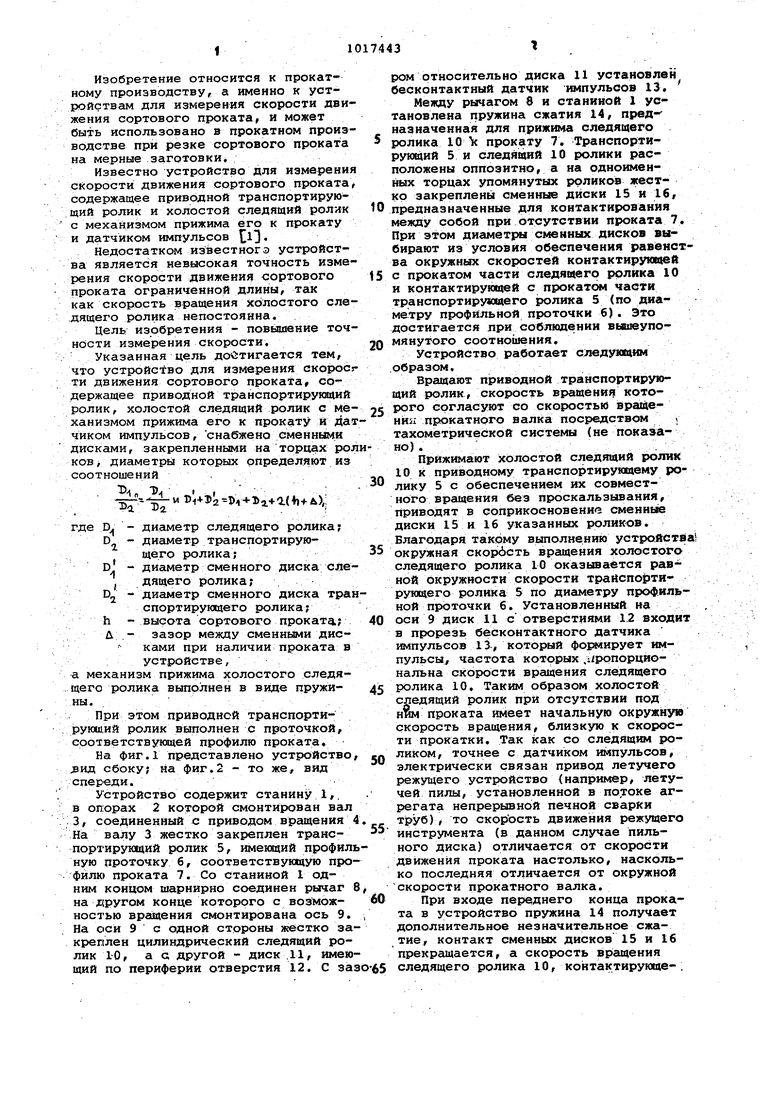

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения скорости перемещения проката | 1989 |
|
SU1745442A1 |
| Участок порезки и уборки проката сортового прокатного стана | 1982 |
|
SU1018732A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| Летучие ножницы | 1987 |
|
SU1461589A1 |
| Летучая пила для резки движущегося проката | 1981 |
|
SU1042917A1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| Система автоматического управления формированием и резанием полосы | 1980 |
|
SU1368117A1 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2384377C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
1. зстаюйсфво is скорости ДВИЖЕНИЯ СОРТОВОГО ПРОКАТА, содержавшее приводной транспортирующий ролик, холостой следящий ролик с механизмсяч прижШ4а его к прокату и датчиком инпульсов, от я и ч а ю щ е е с я тем, что, с целью повышения точности измерения, 0НО снабжено Iсненньми дисками, закрепленными на торцах роликов, диаметры которых определяют из соотношений Ж. ,)(fi-t-A), i ua . где. D - диаметр следящего ролика; Л - диаметр транспортирующего I ролика; D - диаметр сменного диска сле, дящего ролика; Jy - диаметр сменного диска тран. спортируквдегр ролика; ; л - высота сортового проката; ,- Ь - зазор между сменными дис; ками при наличии проката в устройстве, . -, а механизм прижима холостого CJgeдящего ролика выполнен,в виде пружины. 1(Л 2. Устройство по п.1, о тли-, ч а ю щ ее с я тем, что приводной транспортирумщий ролик выполнен с проточкой, соответствукнцей профилю проката. Ч 4 4 б9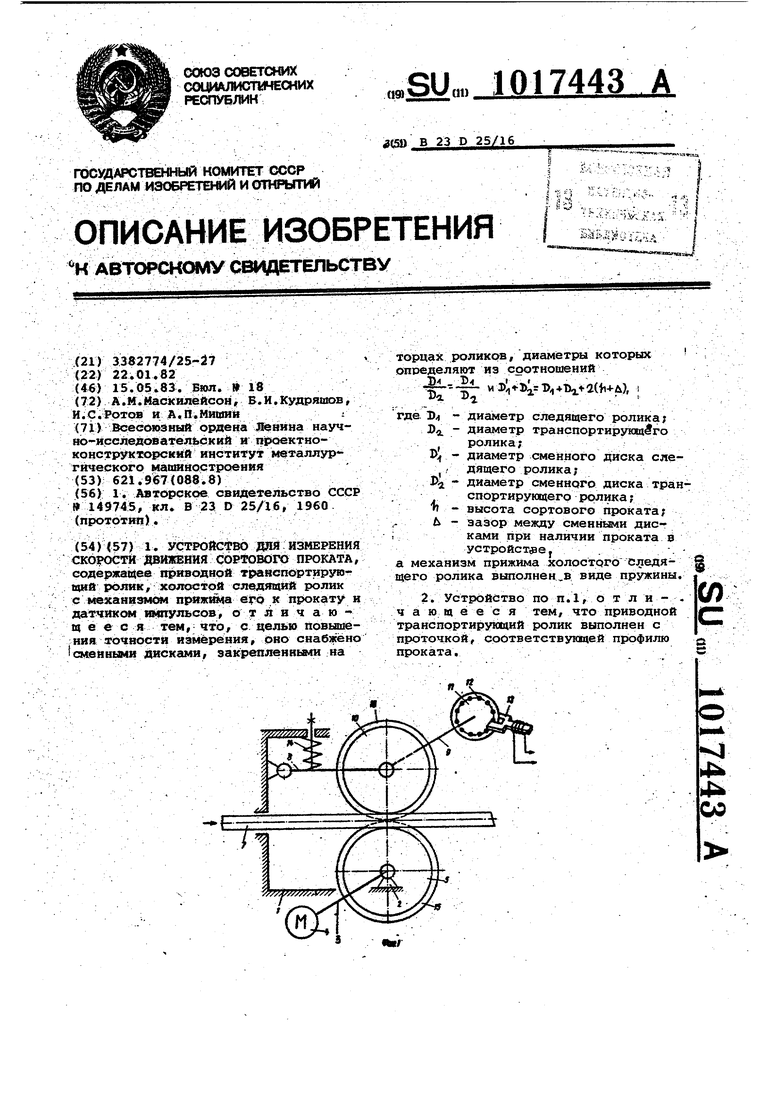
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU149745A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
