4
сл
Изобретение относится к оборудованию для контактной рельефной свар- ки преимущественно рамных и обрамля- ющих конструкций из углового и листового профиля и может быть использовано в радиотехнической и электронной промышленности, а также в машиностроении.
Известна установка для контактной рельефной сварки, содержащая размещенные иа станине рабочий стол, пневмопривод, подвижный и неподвижный электроды, закрепленные в клещах и установочное приспосо 5ление .
. Однако данная установка характеризуется низкой производительностью и недостаточной точностью сборки Деталей под сварку.
Цель изобретения - повышение производительности и точйОсти сборки под сварку.
Поставленная цель достигается тем что установка для контактной рель-, ефной сварки, содержащая размещенные на станине рабочий стол, яневмопри|вод, подвижный и неподвшншй элек,троды, закрепленные в клещах, и установочное приспособление, снабжена дополнительными клещами с закрепленными в них неподвижным и подвижным электродами, при этом обе пары клещей расположены симчетричио установочному приспособлению и направляющей , иа одном конце которой размещено устано вочное приспособление с воэ можностью перемеедения в вертикальной плоскости, а другой конец закреплен на пневмоприводе, причем установочное приспособление 1шполнено в виде плиты с опсчриьали фигурными пазами. Кроме этого, установка снабжена регулируемыми кронштейнами, укрепленными на станине, яа которых смомтировс1ны клещи с подвижньЫ и непод- ; вижным электродами, и механизмом съема сваренных изделий с выдвижтам склизом, размещённым под клещами. .
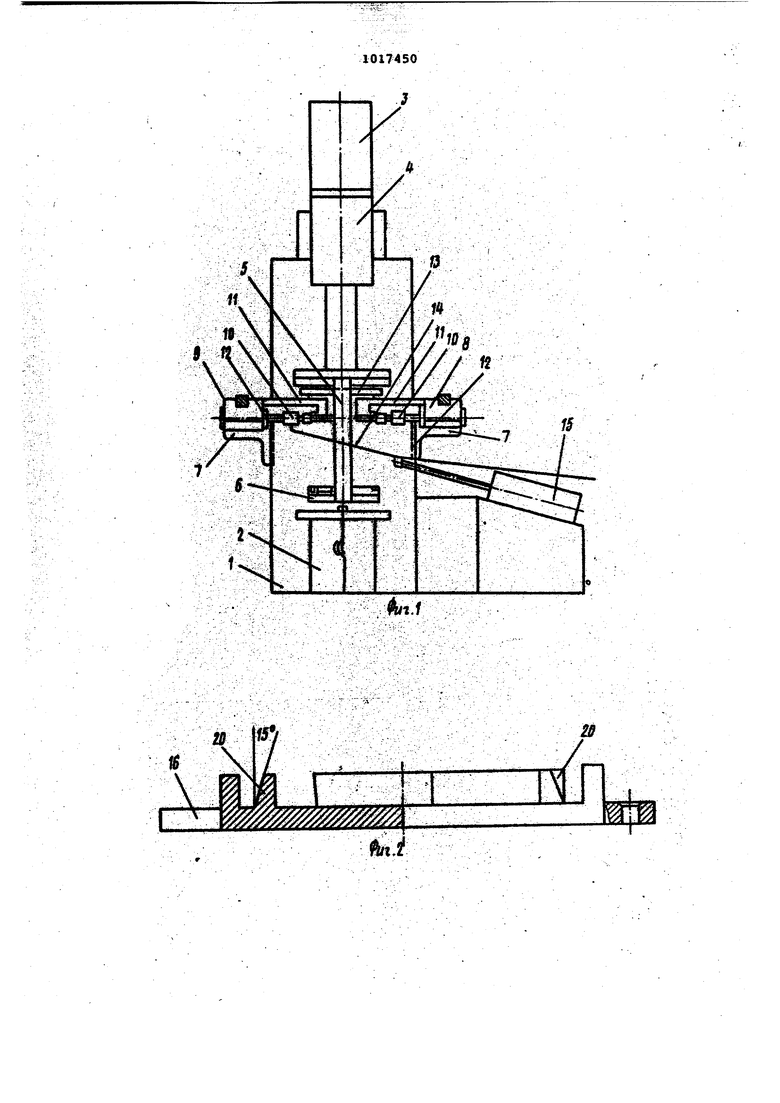
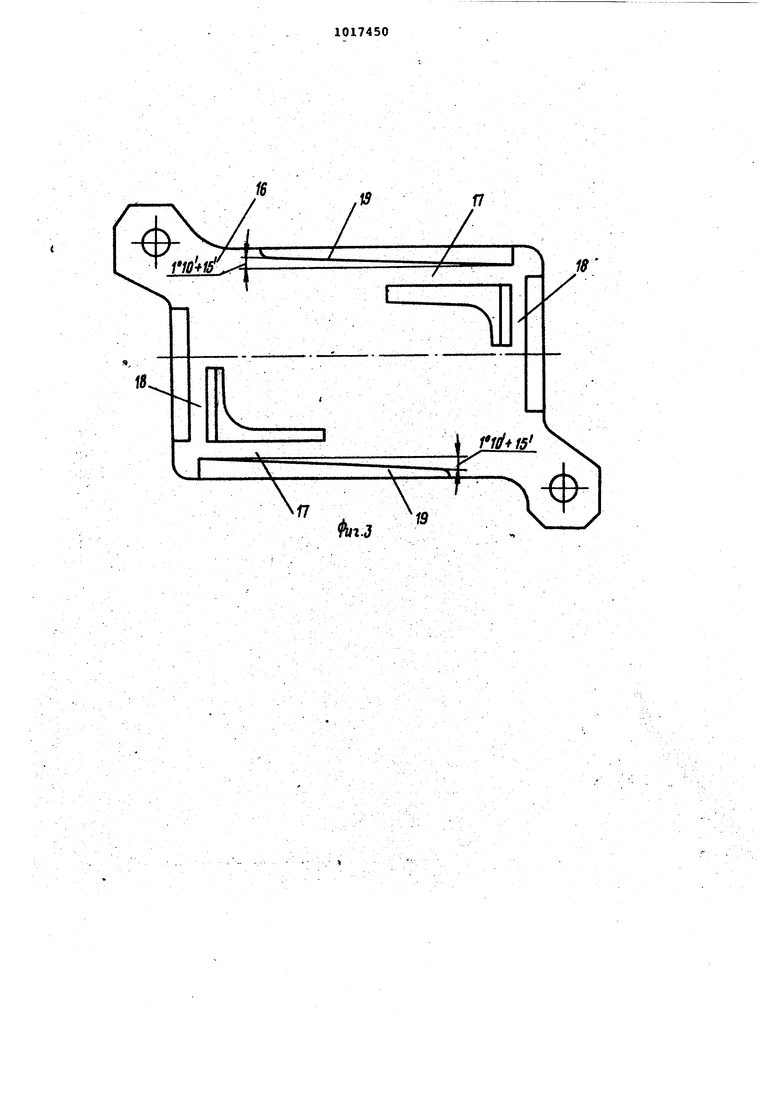
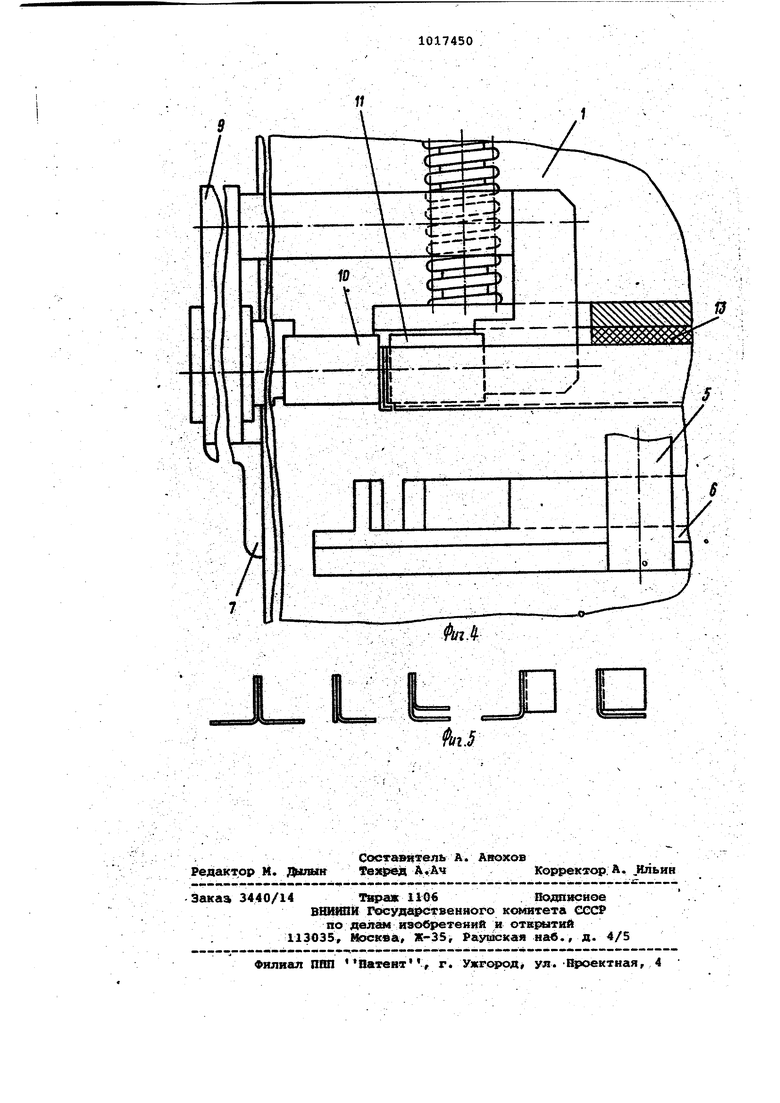
На фиг. 1 изобрс1жеиа установка для контактнс рельефной сварки; на фиг. 2 - установочное щ испособление, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - клещи, вид спереди; на фиг. 5 - детали, свариваемые устаиовкой.
Установка для контактной рельефной сварки содержит размещенный на станине 1 рабочий стол 2, механизм 3 подачи заготовок, выполненный в виде пневмоцилиндра 4,, на котором укреплена направляющая 5. На направляющей 5 смонтировано установочноеприспособление б. На укрепленных на станине 1 кронштейнах 7 си тетрично направляющей 5 устаиовлены клещи 8 и 9. В клещах 8 и 9 расположены соответственно попарно ПОДВИЖНЫЙ 10 и неподвижный 11 электроды. Для регулировки клещей по высоте при настройке на сварку различных типоразмеров деталей в станине 1 выполнены пазы по которым могут передвигаться кронштейны 7. На станине 1 расположены выполненные из диэлектрического материгша подпружиненные упоры 13, которые служат для дожима свариваемых деталей в приспособлении при их подъ еме в зону сварки до сжатия их клещами. Под клещами 8 и 9 установлен выдвижной склиз 14 механизма съема сваренных изделий, имеющий индивидуальный привод 15, закреплен1Шй на станине 1.
Уста новочное приспособление б представляет собой плиту опорными, фигурнюш пазами 17 и18, выфрезеровани| ш в соответствии с ге оМетрическими размерами детали. Для правильного взаимного расположения полок свариваемых полурамок пазы 17 име1вт уклоны 19 по длине в пределах +15 . Для обеспечения удобства загрузки полурамок уголкового Профиля пазы 18 выполнены со скосом 20 jno высоте в пределах 15. I Установка для контактной рельефной сварки работает следующим обра Эом. , , ,: ; . . ;;. ,Предварительно в зоне в установочное приспособление 6 механизма 3 подачи заготовок yKfvajifiaaK вручную свариваемое изделие по вы }езерованным пазам 17 и :18. Затей npif способление б вместе со свариваемыми деталями и с неправляйщим уСТРРйством 5 подают с покющью пнеймоци- , линдра 4 в зону сварки, где подпружиненным упором 13 происходит эажЮ4 сварйваемвях деталей с 1хелью пояуче1ния заданных гёомет{ 1чёск их размеров детали. Направлякшее устройство: 5 дает возможность подвести сваряваемые детали в зону сварки с болыяой точностью. Установка вкллочаетея в ав томатический режим работы.
Происходит одновременное переме щение подви}1сиьвс электродов 10 кяевей 8 и 9 и предварительное сжатие свариваемых деталей. Установочное првспособленпе 6 пневмоциЛиндром 4 .опускается в 11ижнее положение. Осу11|бствляется процесс сварки нагревсжатие. Приспособление 6, дойдя до рабочего стола 2, включает toikponepe ключатель для подъема в зову cвiвipIlИ склиза 14 с помощью привода 1.
Подвижная часть склиза 14 п ремещается в зону под кл&яямк 8 и 9 Про исходит разжатие клещей 8 и 9, и деталь падает на Подвижн)по часть склиза 14. Склиз l4 перемещается в первоначальное положение и сбрасывает деталь.
Эффект по сравнению с прототипом заключается в увеличении примерно в 10 раз производительноцти сварки ПРИ высоком качестве сборки.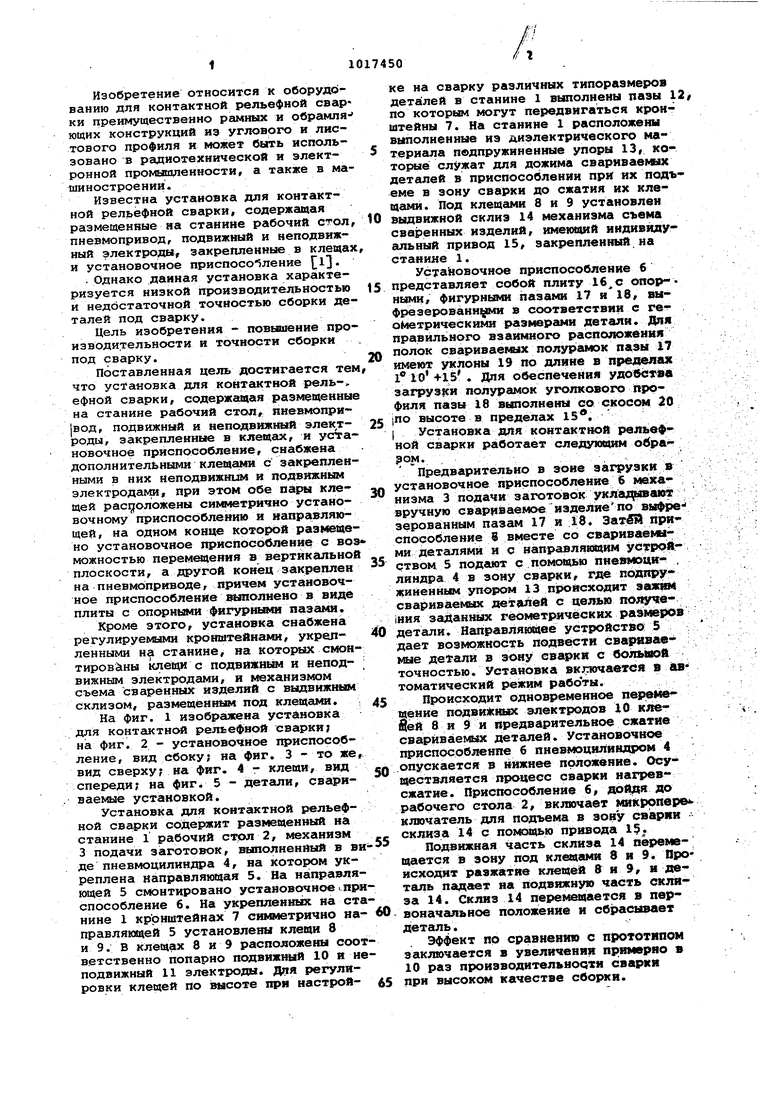
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки | 1990 |
|
SU1750889A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Машина для контактной рельефной сварки | 1977 |
|
SU722709A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1968 |
|
SU211699A1 |
| Устройство для контактной сварки | 1989 |
|
SU1698012A1 |
| МАШИНА КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2012 |
|
RU2500511C2 |
| Установка для сборки и сварки кольцевых стыков базовой детали и детали насыщения | 1991 |
|
SU1782200A3 |
| Автоматизированная линия сборки и контактной точечной сварки изделий | 1987 |
|
SU1532239A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2066608C1 |
| Транспортер | 1977 |
|
SU685466A1 |
шш
а
| I | |||
| Нёдьреэов В.Е | |||
| лёктрос Мгштнортроение мгшины | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
