(О
с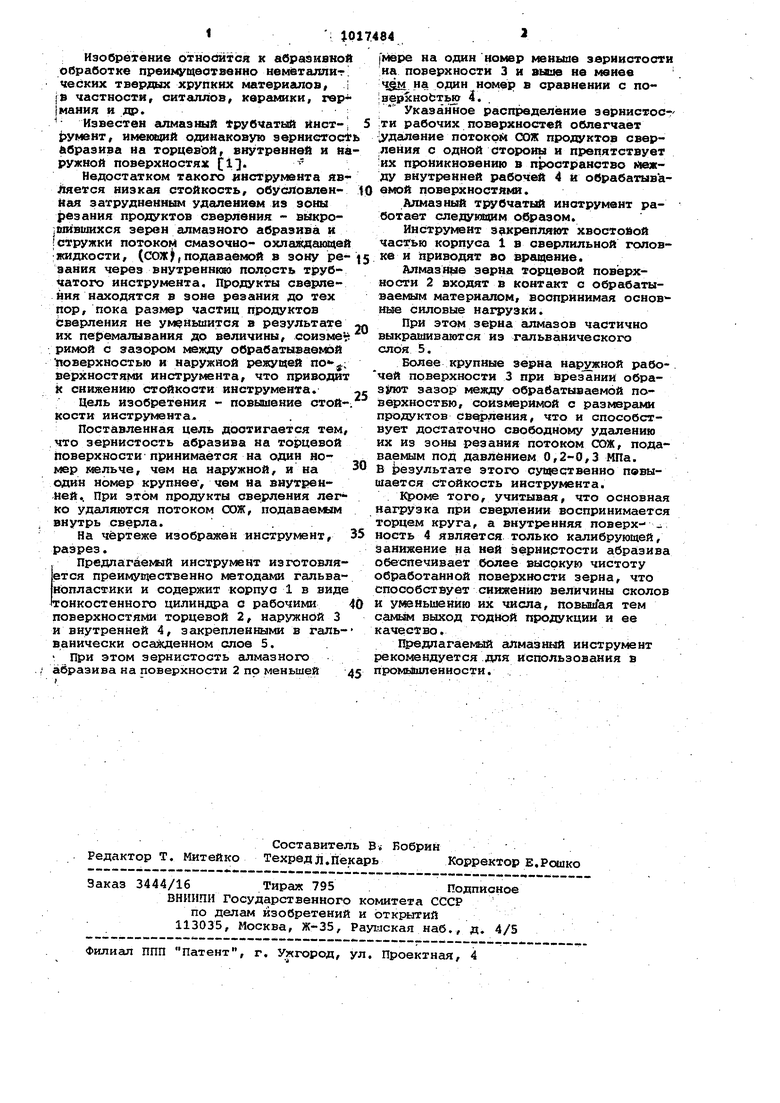
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный торцовой инструмент | 1985 |
|
SU1311921A1 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2004 |
|
RU2270093C2 |
| Абразивный инструмент | 1987 |
|
SU1440684A1 |
| АЛМАЗНОЕ ТОНКОСТЕННОЕ СВЕРЛО | 2009 |
|
RU2423206C2 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2010 |
|
RU2437752C1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| Способ изготовления алмазного инструмента на гальванической связке | 1990 |
|
SU1757807A1 |
| АЛМАЗНОЕ ТРУБЧАТОЕ СВЕРЛО | 2009 |
|
RU2419519C2 |
| Абразивный круг | 1983 |
|
SU1085800A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2104856C1 |
АЛМАЗИЫЙ ТРУБЧАТЫЙ ИНСТРУМЕНТ, содержащий корпус .с рабочИ1«ш торцевой, внутренней и наружной по верхностями, о т л и ч а ю щи И с я тем, что, с целью повышения стойкости инструмента, зернистость абразива на торцевой поверхности на один номер ниже зернистости на наружной И на одшн Howep выше зернистости на внутренней поверхности.
Об 4i
Изобретение отноойтся к абраэианой обработке преим щеатвенно немёталлит ческих твердых хрупких материалов« i 18 частности, ситаллов, керамики, гер мания и др.
Известен гшмазный Трубчатый йнст-, 5 ЬУМЭНТ, имеюьгий одинаковую эернистосФь абразива на торцевой, внутренней и наружной поверхностях fl
Недостатком такого инструмента явЛяется низкая стойкость, обусловлен- 10 йая затрудненным удалением из зоны резания продуктов сверления - вмкро &1ившихся зерен алмазного абразива и I стружки потоком смазочно- охлаждакичвй жидкости, (СОЖ|,подавае1« й в зону ре- )5 зания через внутреннюю полость трубчатого инструмента. Продукты сверления находятся в зоне резания до тех пор, пока разкюр частиц продуктов Ьверления не уменьшится в результате их пеЁ емалывания до величины, соизмег римой с зазором между обрабатываемой поверхностью и наружной режущей верхностякш инструмента, что приводит k снижению стойкости инструмента. jc
Цель изобретения - повышение стой-, кости инструмента .
Поставленная цель достигается тем, что зернистость абразива на торцевой поверхности принимается на один но- мер ыелъче, чем на наружной, и на 30 один номер крупнее , чем на внутренней.. При зтом продукты сверления лег ко удаляются потоком СХЭЖ, подаваемым внутрь сверла.
На чертеже изображен инструмент, 35 разрез.
Предлагаегллй инструмент изготовляется преимущественно методами гальванопластики и содержит корпус 1 в виде тонкостенного цилиндра с рабочими 40 поверхностями торцевой 2, наружной 3 и внутренней 4, закрепленными в гальванически осажденном слое 5. . При этом зертистость алмазного абразива на поверхности 2 по меньшей -45
мере на один номер меньше зернистости на поверхности 3 и выше не менее 4ffM на один номер в сравнении с по;sepxHobTbjO I. ,
Указанное распределение зернистое:ти рабочих поверхностей облегчает удаление noTOKcnii СОЖ продуктов сверления с одной стороны и препятствует кх проникновению в пространство между внутренней рабочей 4 и обрабатываемой поверхностями.
Алмазный трубчатый инструмент работает следующим образом.
Инструмент закрепляв хвостовой частью корпуса 1 в сверлильной головке и приводят во вращение.
Алмазше зерна торцевой поверхности 2 входят в контакт с обрабатываемым материалом, воспринимая основные силовые нагрузки.
При этом зерна алмазов частично выкрш1шваются из гальванического слоя 5,
Более крупные зерна наружной рабочей поверхности 3 при врезании обра3iaoT зазор между обрабатываемой поверхностБЮ, соизмеримой с размерами продуктов св€ рления, что и способствует достаточно свободному удалению их из зоны резания потоком СОЖ, подаваемым под давлением 0,2-0,3 МПа. В Ьезультате зтого существенно пввышается стойкость инструмента.
Кроме того, учитывая, что основная нагрузка при сверлении воспринимается торцем круга, а внутренняя поверхность 4 является только калибрующей, Занижение на ней зернистости абразива обеспечивает более высокую чистоту обработанной поверхности зерна, что способствует сншсению величины сколов и уменьшению их числа, повш1Гая тем самшл выход годЬой продукции и ее качество.
Предпагаемый алмазный инструмент рекомендуется для использования в промьацпенности.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Алмазное сверло | 1972 |
|
SU529910A2 |
