(54) СПОСОБ ПРОКАТКИ ЗАГОТОВОК
..5
,i.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| Способ прокатки заготовок | 1976 |
|
SU649190A1 |
| Способ прокатки заготовок,преимущественно,на реверсивном стане | 1982 |
|
SU1066679A1 |
| Способ прокатки заготовок | 1978 |
|
SU806173A2 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
1
Изобретение относится к области обработки металлов давлением, в частности к технологии прокатки заготовок на обжимо-заготовочных агрегатах.
Известен способ прокатки заготовок, преимущественно на реверсивных станах, включающий последовательное формирование из сляба в многоручьевых калибрах одновременно нескольких, преимущественно прямоугольных заготовок, связанных по щирине перемычками в единый раскат, с доведением толщины последних до 0,02-0,25 высоты калибра, и последующее разделение заготовок последовательным взаимным сДвИгом и протиБосдвигом их вдоль совпадающих граней 1.
Недостатком известного способа является необходимость осуществления качественного разделения заготовок в двух калибрах, что невозможно при осуществлении многоручьевой прбкатки с больщим количеством ручьев (пять и более) на реверсивных обжимных станах с ограниченным количеством клетей,либо способствует увеличению парка валков.
Цель изобретения- уменьщение расхода валков путем сокращения числа калибров.
Указанная цель достигается тем, что после взаимного сдвига заготовок раската в чистовом калибре, раскат поворачивают во- круг продольной оси на 180° и противосдвиг осуществляют повторной прокаткой в том же калибре.
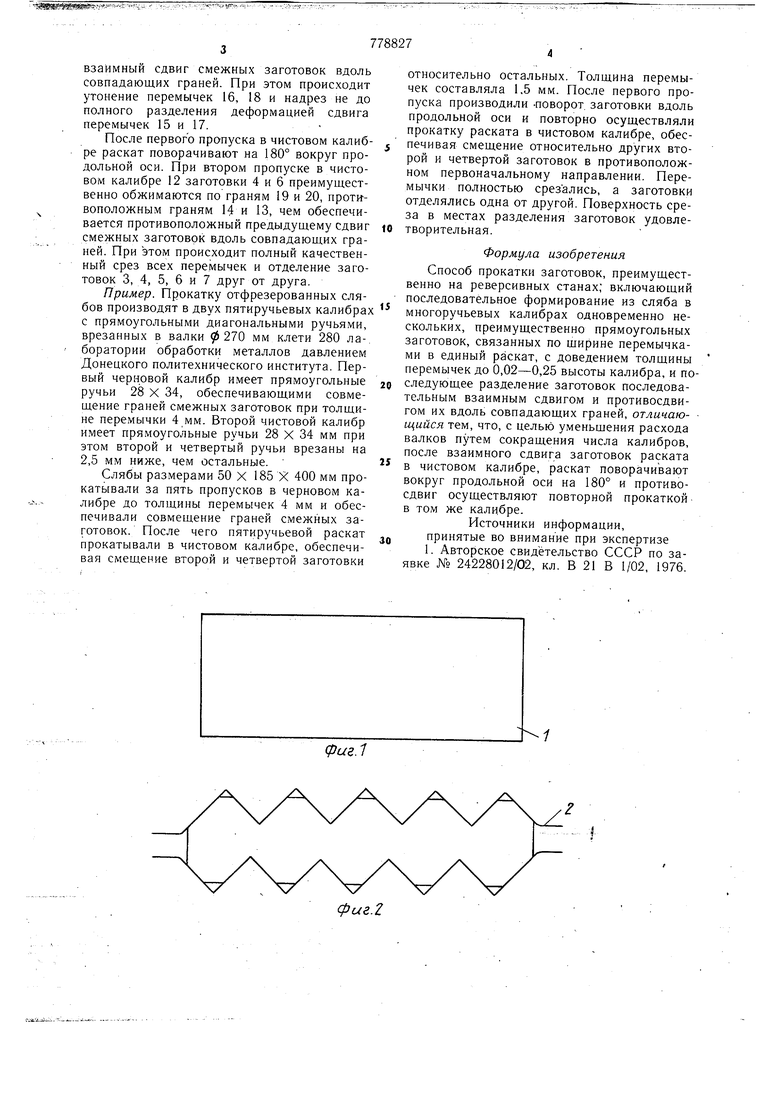
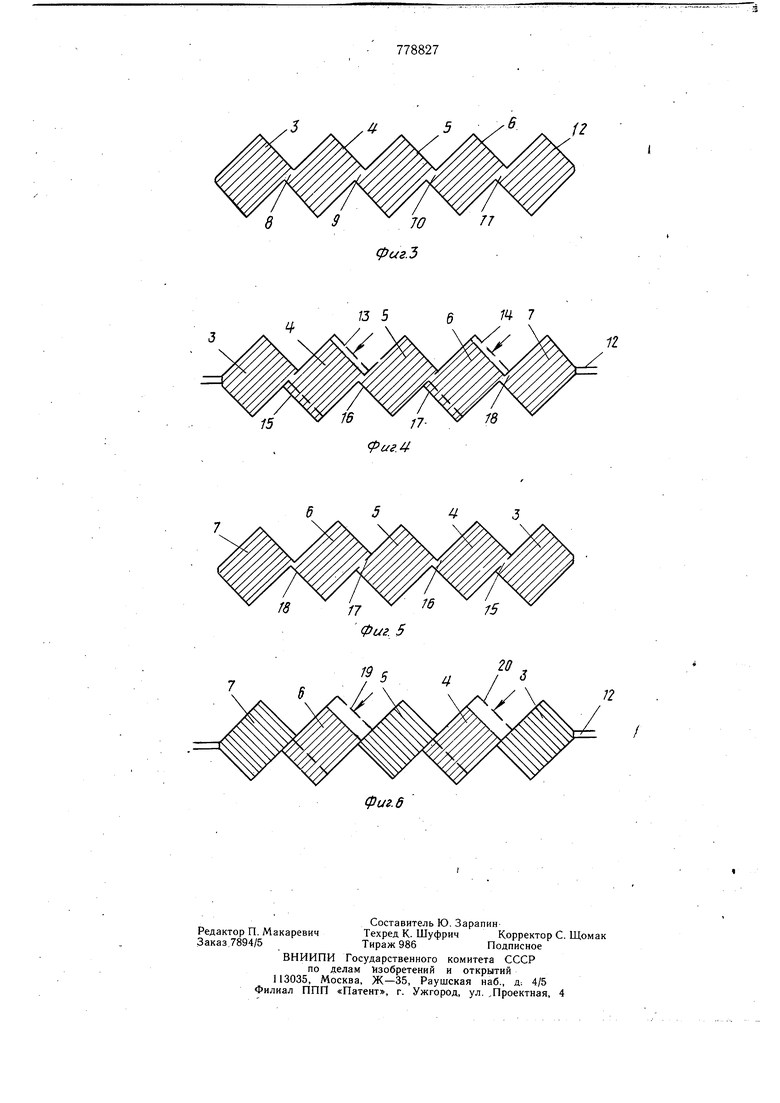
На фиг. 1 показана исходная заготовка; на фиг. 2 - пятиручьевой калибр с прямоугольными диагональными ручьями в промежуточном пропуске; на фиг. 3 - сформированный в многоручьевом калибре раскат;
10 на фиг.а 4 - схема прокатки раската при первом пропуске в чистовом калибре; на фиг. 5 - раскат, повернутый вокруг продольной оси на 180°. после первого пропуска в чистовом калибре; на фиг. 6 - схе.ма ,5 прокатки раската при втором пропуске в чистовом калибре.
Исходная заготовка 1 формируется в многоручьевом калибре 2 в раскат, состоящий из заготовок 3,4, 5, 6 и 7, соединенных между собой участками совпадающих граней зада готовок (перемычками) 8, 9, 10 и 11, перед его подачей в чистовой калибр.
В первом пропуске в чистовом калибре 12 заготовки 4 и 6 преимущественно обжимаются по граням 13 и 14,чем обеспечивается взаимный сдвиг смежных заготовок вдоль совпадающих граней. При этом происходит утонение перемычек 16, 18 и надрез не до полного разделения деформацией сдвига перемычек 15 и 17. После первого пропуска в чистовом калибре раскат поворачивают на 180° вокруг продольной оси. При втором пропуске в чистовом калибре 12 заготовки 4 и 6 преимущественно обжимаются по граням 19 и 20, противоположным граням 14 и 13, чем обеспечивается противоположный предыдущему сдвиг смежных заготовок вдоль совпадающих граней. При этом происходит полный качественный срез всех перемычек и отделение заготовок 3, 4, 5, 6 и 7 друг от друга. Пример. Прокатку отфрезерованных слябов производят в двух пятиручьевых калибрах с прямоугольными диагональными ручьями, врезанных в валки 0270 мм клети 280 ла-. боратории обработки металлов давлением Донецкого политехнического института. Первый черновой калибр имеет прямоугольные ручьи 28 X 34, обеспечивающими совмещение граней смежных заготовок при толщине перемычки 4 мм. Второй чистовой калибр имеет прямоугольные ручьи 28 X 34 мм при этом второй и четвертый ручьи врезаны на 2,5 мм ниже, чем остальные. Слябы размерами 50 X 185 X 400 мм прокатывали за пять пропусков в черновом калибре до толщины перемычек 4 мм и обеспечивали совмещение граней смежных заготовок. После чего пятиручьевой раскат прокатывали в чистовом калибре, обеспечивая смещение второй и четвертой заготовки
фиг.1 относительно остальных. Толщина перемычек составляла 1.5 мм. После первого пропуска производили -поворот, заготовки вдоль продольной оси и повторно осуществляли прокатку раската в чистовом калибре, обеспечивая смещение относительно других второй и четвертой заготовок в противоположном первоначальному направлении. Перемычки полностью срезались, а заготовки отделялись одна от другой. Поверхность среза в местах разделения заготовок удовлетворительная. Формула изобретения Способ прокатки заготовок, преимущественно на реверсивных станах; включающий последовательное формирование из сляба в многоручьевых калибрах одновременно нескольких, преимущественно прямоугольных заготовок, связанных по щирине перемычками в единый раскат, с доведением толщины перемычек до 0,02-0,25 высоты калибра, и последующее разделение заготовок последовательным взаимным сдвигом и противосдвигом их вдоль совпадающих граней, отличаю- щийся тем, что, с целью уменьшения расхода валков путем сокращения числа калибров, после взаимного сдвига заготовок раската в чистовом калибре, раскат поворачивают вокруг продольной оси на 180° и противосдвиг осуществляют повторной прокаткой в том же калибре. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 24228012/02, кл. В 21 В 1/02, 1976.
П 7
/3 5
re
иг.4
