(54) СПОСОБ ПРОКАТКИ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Способ прокатки заготовок | 1980 |
|
SU871853A1 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| Способ прокатки заготовок,преимущественно,на реверсивном стане | 1982 |
|
SU1066679A1 |
| Способ производства сортовых заготовок | 1982 |
|
SU1057130A1 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ прокатки заготовок | 1984 |
|
SU1187895A1 |
1
Изобретение относится к обработке металлов давлением, в частности к. получению.заготовок для сортовых и проволочных станов.на обжимно-заготовочных агрегатах.
Известен способ мно -оручьёвой Прокатки для производства загЪтовок, включающий формирование сляба высотой равной 1,25-1,3 высоты чистового калибра с наклоном боковых граней 20-25% и последующее формирование из него в многоручьевых калибрах одновременно несколько соединённых перемычками заготовок и последующего их разделения СГ.
Однако применение этого способа .на реверсивных,станах практически, ведет к получению недоброкачественных крайних заготовок. Так как формирование заготовок из сляба на реаерсивном стане в связи с ограниченной длиной бочки валка происходит в одном калибре, .который является чистовым с углом наклона боковых граней калибра равным 45°, то величина наклона боковых граней в 2025% явно недостаточна, потому что в этом случае происходит двойное бокообразование, что приводит в дальнейшем к боковому продольному закату.. . I
Целесообразно применение, этого способа при наличии нескольких профилирующих калибров, но в этом случае отсутствует возможность центровки раската боковыми гранями калибра, что приводит впоследствии v невыполнению правильной формы крайних заготовок на одной из них ..образуется ус, а другая имеет форму пятиугольника), т.е. к браку.
..Наиболее близким по своей технической сущности к предлагаемому является способ прокатки заготовок, включающий формирование сляба высотой, равной более 1,4 высоты чистового калибра, с продольными локальными утолщениями и последующее формирование. из него в многоручьевых калибрах одновременно нескольких соединенных перемычками заготовок и последующее их разделение С2.
Несмотря на оптимальное сечение
подката, необходимое для заполнения чистового калибра, этот способ обладает существенным недостатком. При формировании заготовок в многоручьевых калибрах на боковых гранях раската при действии на него боковых
раней калиОра происходит приконтактое уширение, что приводит к двойноу бочкообраэованию. Возникая в первых пропусках, это явление постепенно к чистовому калибру переходит в РОДОЛЬНЫ ; боковой закат. При дальнейшей прокатке этот дефект трудно устраним. Как правило, он выявляется на готовом продукте, что ведет к увеличению продукции второго сорта и снижению коэффициента выхода годного. .
Цель изобретения - улучшение качества крайних заготовок путем исключения образования продольных закатов .
Поставленная цель достигается тем, что в способе прокатки заготовок , включающем формирование сляба, преимуиественно высотой равной более 1,4 высоты чистового калибра, с продольными локальными утолщениями и последующее формирование из него в многоручьевых калибрах одновременно нескольких соединенных перемычками заготовок с последующим их разделением, утолщения формируют на боковых гранях сляба в их центральной части, например, путем ребрового обжатия, шириной равной 0,2-0,6 высоты сляба и толщиной, равной 0,050,15 произведения высоты сляба на котангенс угла наклона грани бурта калибра к вертикали.
В результате экспериментальных исследований, проведенных на стане 280 промышленного типа установлено, что при ширине продЪльного утолщения большей 0,6 высоты сляба прйконтактное уширение распространяется непосредственно на поверхность утолщения, что не позволяетДОСТИЧЬ поставленной цели, так как фактически утолщение превращается в обычную плоскую боковую грань раската.
При ширине утолщения менее 0,2 высоты сляба положительный эффект исчезает, так как независимо от толщины этого элемента наблюдается продсэльный закат. В данном случае прикбнтактное уширение разбивается значительно интенсивней, чем уширение в центральной части на боковой грани сляба. ,
Важную роль при устранении этого недостатка играет толщина продольного локального утолщения, которая непосредственно связана с наклоном боковой грани мйогоручьевого калибра. Установлено,, что при больших углах выпуска 45 (реверсивные обжимные станы) следует использовать верхний предел определения толщины, т.е. 0,15 высоты сляба на котангенс угла наклона боковойграни калибра к вертикали.
Применение толщины, выходящей за этот предел, приводит практически всегда к образованию заусенца. При
использовании последовательного формирования заготовок в многоручьевых калибрах с углами выпуска 10° (линейные обхсимные станы) следует стремиться к нижнему пределу определения толщины этого элемента.Величины, лежащие ниже этого предела, т.е. менее 0,05 высоты слябана котангенс угла наклона боковой грани калибра к вертикали, не дают полох ительного результата, так как с этого момента, как показывают исследования, величиной продольного утолщения можно,пренебречь и считать боковую грань раската плоской. .
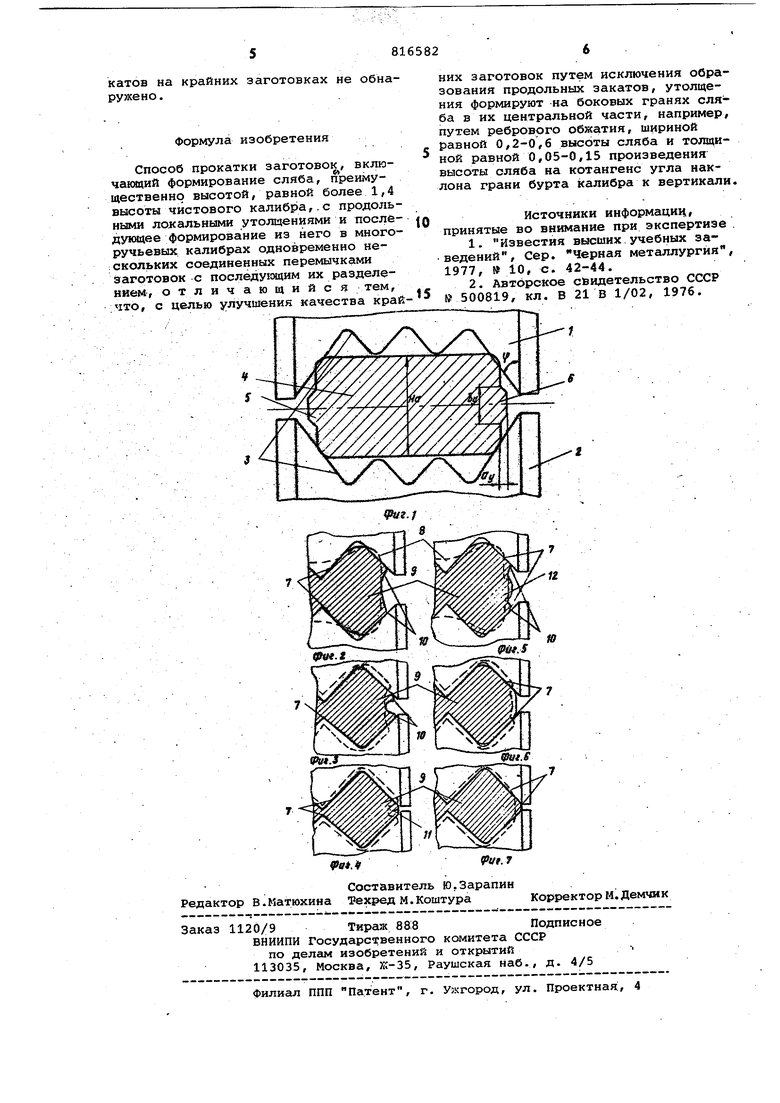
На фиг. 1-7 показаны п,оследователные стадии процесса прокатки по известному и предлагаемому способам. На фиг. 1 изображены прокатные валки 1 и 2 с врезанным в них многоручьевым калибром 3, имекядим угол наклона боковых стенок калибра к вертикали Ч .
Между валками 1 и 2 находится сляб 4 высотой HO, имеющий на боковых гранях в их центральной части продольные локальные утолщения 5 и 6 шириной bty и толщиной ац. Причем bi, (0,2 - 0,6)Нд, а а,. (0,05 - 0,i5)HoCtg4.
На фиг. 2-4 представлен крайний ручей 7 многоручьевого калибра в процессе формирования по известному способу из раската 8, показанного пунктиром, заготовки 9 и 10 - это приконтактное уширение (двойное бочкообразование), которое и приводит к образованию заката 11 .(фиг. 3 и 4)
На фиг. 5-7 показан процесс формирования заготовки 9 по предлагаемому способу из раската 8, показанного пунктиром, имеющего Продольное локальное утолщение 12, которое предотвращает закат 11.
П р и м е р. В лаборатории на стане 280 проведено испытание предлагаемого способа прокатки заготовок. Из сляба сечением 65x120 мм получено три квадрата 30x30 мм. Высота чистового калибра составляет 42 мм. Высота сл9ба в 1,55 больше высоты чистового калибра, что обеспечивает заполнение чистового калибра по высоте. Прокатку осуществляют за семь, пропусков с абсолютными обжатиями по гребням калибра 15, 13, 10, 9, 6, 5 и 5 мм соответственно. Причем прокатку ведут, как по известному, так и по предлагаемому способам прокатки. В первом случае на готовом квадрате наблюдают продольный закат в крайних заготовках. Для его устранения на боковых гранях сляба в его центральной части выполняют продольные утолщения шириной 0,31x65 20 мм и толщиной 0,08x65 ctg мм.
После прокатки производят визуальный осмотр заготовок. Продольных за
