(54) ЧЕРНОВОЙ КАЛИБР ДЛЯ МНОГОРУЧЬЕВОЙ ПРОКАТКИ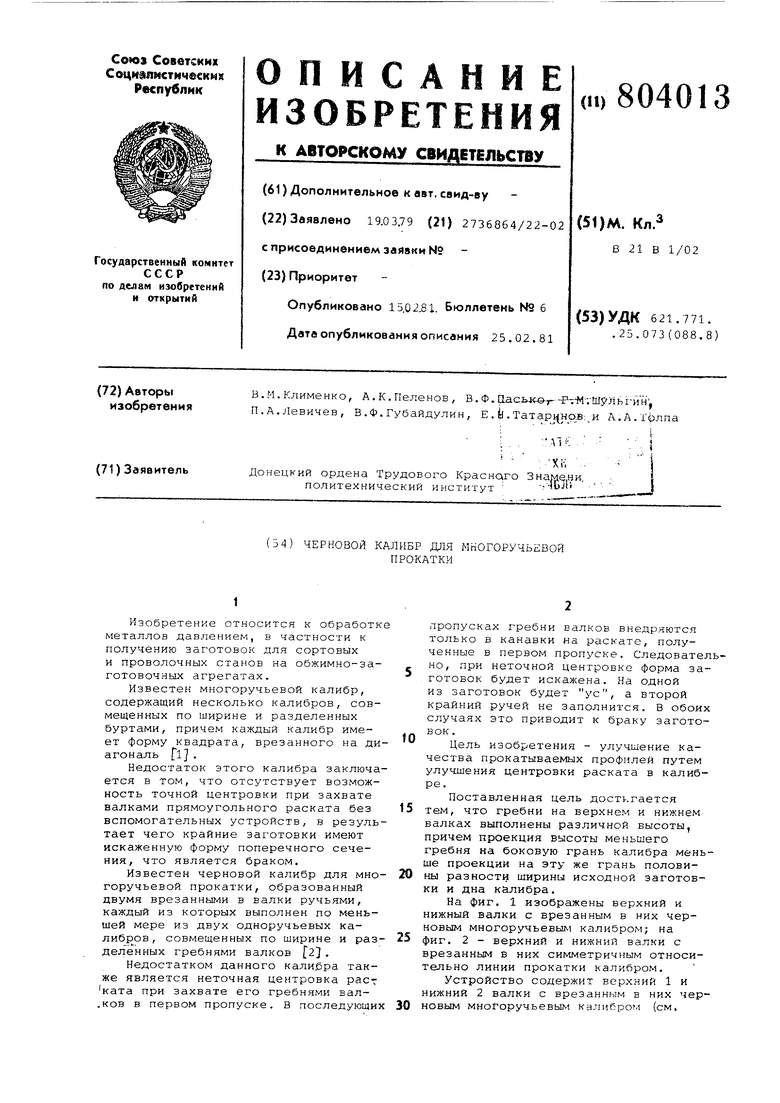
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1979 |
|
SU816582A1 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| Система калибров валков для многоручьевой прокатки заготовок | 1978 |
|
SU685367A1 |
| Способ многоручьевой прокатки | 1982 |
|
SU1018730A1 |
| Система вытяжных калибров | 1990 |
|
SU1759486A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки заготовок | 1980 |
|
SU871853A1 |
| Способ прокатки сортовых заготовок | 1979 |
|
SU789167A1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| Система калибров | 1979 |
|
SU801907A1 |
1
Изобретение относится к обработке металлов давлением, в частности к получению заготовок для сортовых и проволочных .станов на обжимно-заготовочных агрегатах.
Известен многоручьевой калибр, содержащий несколько калибров, совмещенных по ширине и разделенных буртами, причем каждый калибр имеет форму квадрата, врезанного на диагональ TI
Недостаток этого калибра заключается в том, что отсутствует возможность точной центровки при захвате валками прямоугольного раската без вспомогательных устройств, в результает чего крайние заготовки имеют искаженную форму поперечного сечения, что является браком.
Известен черновой калибр для многоручьевой прокатки, образованный двумя врезанными в валки ручьями, каждый из которых выполнен по меньшей мере из двух одноручьевых калибров, совмещенных по ширине и разделЪнных гребнями валков 2.
Недостатком данного калибра также является неточная центровка раст ката при захвате его гребнями вал.ков в первом пропуске. В последующих
пропусках гребни валков внедряются только в канавки на раскате, полученные в первом пропуске. Следовательно, при неточной центровке форма заготовок будет искажена. На одной из заготовок будет ус, а второй крайний ручей не заполнится. В обоих случаях это приводит к браку заготовок .
O
Цель изобретения - улучшение качества прокатываемых профилей путем улучшения центровки раската в калибре.
Поставленная цель достигается
5 тем, что гребни на верхнем и нижнем валках выполнены различной высоты, причем проекция высоты меньшего гребня на боковую грань калибра меньше проекции на эту же грань полови0ны разности ширины исходной заготовки и дна калибра.
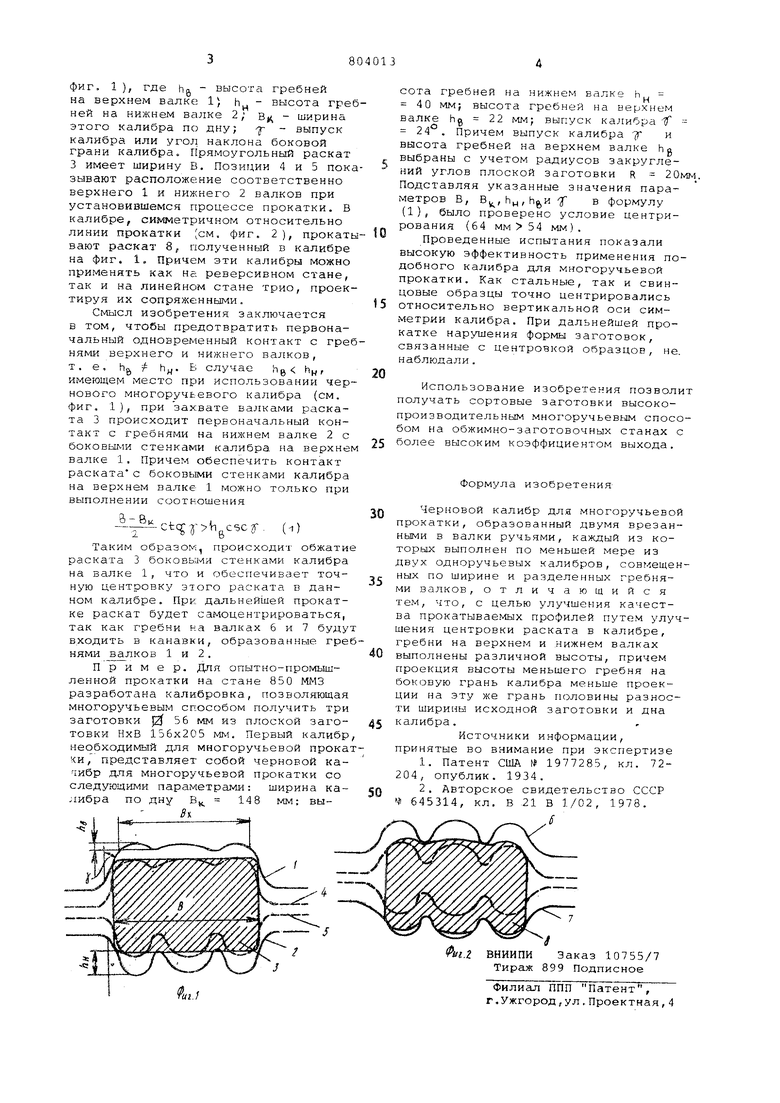
На фиг, 1 изображены верхний и нижный валки с врезанным в них черновым многоручьевым калибром; на
5 фиг. 2 - верхний и нижний валки с врезанным в них симметричным относительно линии прокатки калибром.
Устройство содержит верхний 1 и нижний 2 валки с врезанным в них черновым многоручьевым калиброги (см,
0
