Изобретение относится к центробежным литейным машинам с горизонтальной осью вращения.
Известна машина для центробежного литья, включающая сменные формы, приводные и холостые ролики, привод роликов, у которой при установке формы большего диаметра ролики раздвигают, а при малых диаметрах сдвигают с помощью стяжных болтов, чтобы сохранить необходимый угол между точками контакта формы и роликов 1.
Недостатком указанной мащины является то, что ее конструкция не позволяет с минимальной затратой времени произвести смену формы для перехода на другой размер отливок, так как на выставление формы по оси машины и на регулировку положения опорных роликов относительно формы для обеспечения необходимого центрального угла между точками контакта формы и опорных роликов затрачивается от 1 до 2,5 ч. Кроме того, сам процесс регулировки положения опорных роликов при переналадке мащины выполняется вручную, что связано с тяжелым физическим трудом, и трудно выполнить качественный контроль правильности установки роликов, что приводит к непроизводительным затратам рабочего времени.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является мащина для центробежного литья, включающая сменные формы, поворотные рычаги с общей щарнирной опорой, установленной на поворотных рычагах, и ведущее звено вала приводных роликов 2.
Недостатком этой машина является то, что ее конструкция позволяет производить смену форм при переходе на другой типоразмер отливок за 20-30 мм, время тратится на выставление формы по оси машины и на регулировку положения роликов относительно формы для обеспечения необходимого центрального угла между точками контакта. Недостатком также является то, что процесс регулировки выполняется вручную. Кроме того, длительная переналадка нарушает установившуюся ритмичность техпроцесса и снижает производительность труда.
Цель изобретения - повышение производительности машины.
Поставленная цель достигается тем, что машина для центробежного литья, включающая сменные формы, поворотные рычаги с общей щарнирной опорой, установленной на основании машины, приводные и холостые опорные ролики, смонтированные на поворотных рычагах, и ведущее звено вала приводных роликов, снабжена шатунами и подъемной приводной цапфой, связанной с рычагами посредством шатунов.
При этом ведущее звено вала приводных роликов установлено соосно .общей шарнирной опоре и связано с ведущим валом клиноременной передачей.
Кроме того, цапфа снабжена указателем, а основание мащины - щкалой размеров форм.
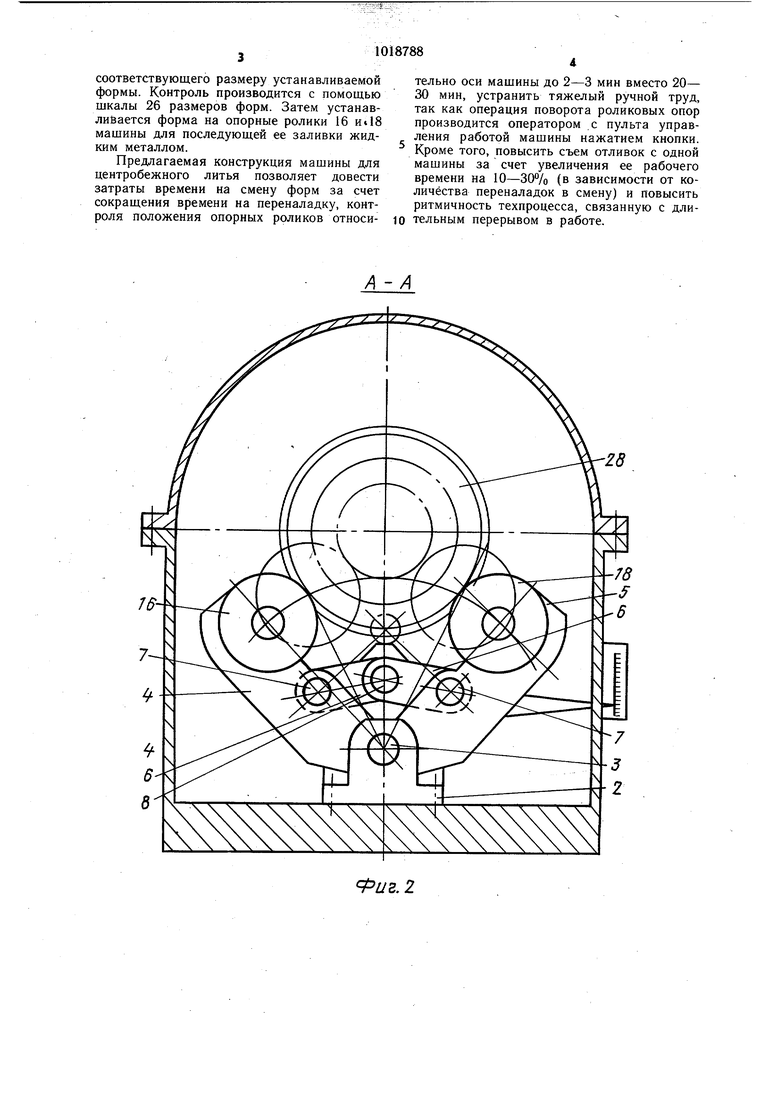
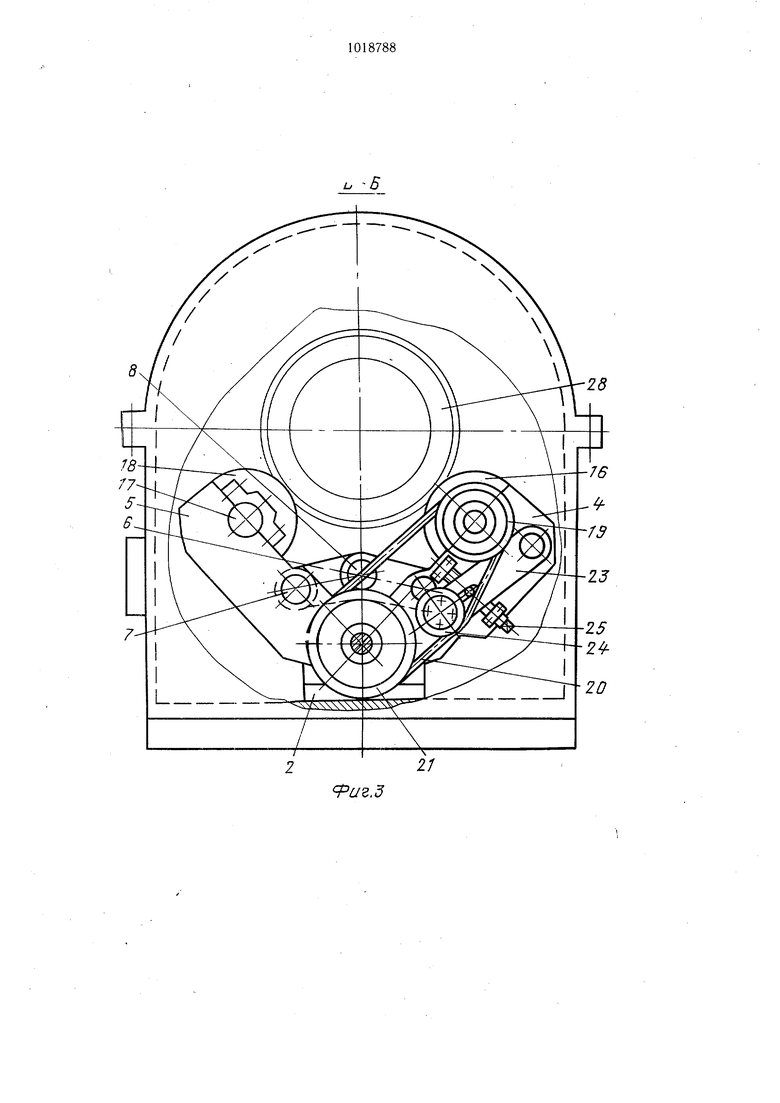
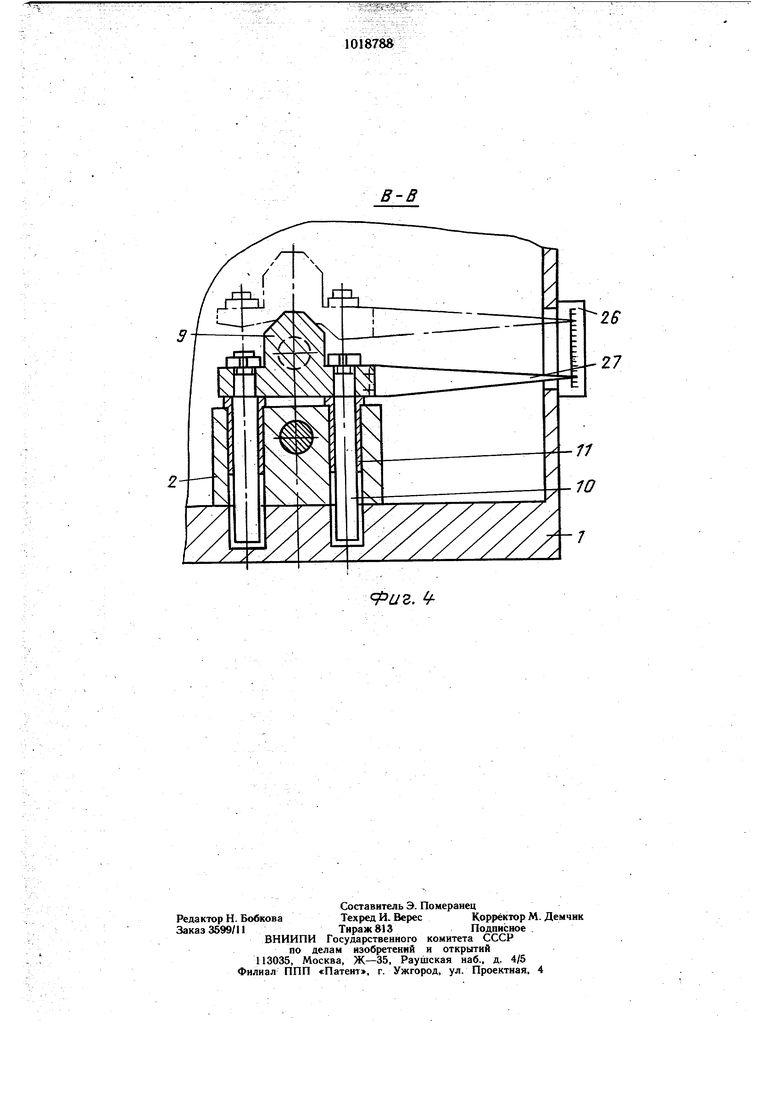
На фиг. 1 изображена машина, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Машина для центробежного литья включает основание 1 машины и установленные соосно на нем шарнирные опоры 2, в которых на осях 3 установлены П-образные поворотные рычаги 4 и 5. Шатуны 6 связаны с рычагами 4 и 5 осями 7 и между собой - общей цапфой 8 ползуна 9, направляющие скалки 10 которого расположены в направляющих втулках 11 шарнирных опор 2 с возможностью вертикального перемещения.
В средней своей части ползун 9 жестко соединен с хвостовиком 12 винтовой пары, встроенной в червячный редуктор 13, установленный на основании мащины. На концах рычага 4 в подщипниковых опорах 14 установлен вал 15 приводных роликов 16, на рычаге 5 установлена ось 17 холостых роликов 18.
Вал 15 с помощью шкива 19 и клиновых ремней 20 кинематически связан с ведущим его звеном - шкивом 21 электродвигателя 22, установленного с осью 3 так, что при повороте рычагов 4 и 5 межцентровое расстояние между шкивами 19 и 21 сохраняется постоянным.
Восстановление первоначального натяжения ремней 20 производится с помощью натяжного устройства, установленного на поворотном рычаге приводных роликов, состоящего из поворотного рычага 23, оттяжного ролика 24 и винта 25, перемещающего рычаг 23.
На основании 1 мащины установлена щкала 26 размеров форм, вдоль которой перемещается указатель 27, жестко установленный на ползуне.
Машина работает следующим образом.
После окончания отливки партии заготовок одного типоразмера и при подготовке к отливке другого проводится смена формы. Эта операция выполняется следующим образом. После снятия грузоподъемным устройством заменяемой формы 28 с опорных роликов 16 и 18 и при установке, например, формы меньшего диаметра включается привод редуктора 13, хвостовик 12 винта, выходя из редуктора 13, взаимодействует с ползуном 9, при этом его направляющие скалки 10,перемещаясь вдоль направляющих втулок 11 шарнирных опор 2, обеспечивают необходимое плоско-параллельное перемещение ползуна 9 относительно плоскости, проходящей через ооь общей щарнирной опоры рычагов 4 и 5. Цапфа 8 ползуна 9 через шатуны 6 воздействует на рычаги 4 и 5, синхронно их сводит до положения,
соответствующего размеру устанавливаемой формы. Контроль производится с помощью шкалы 26 размеров форм. Затем устанавливается форма на опорные ролики 16 HtlS мащины для последующей ее заливки жидким металлом.
Предлагаемая конструкция машины для центробежного литья позволяет довести затраты времени на смену форм за счет сокращения времени на переналадку, контроля положения опорных роликов относительно оси машины до 2-3 мин вместо 20- 30 мин, устранить тяжелый ручной труд, так как операция поворота роликовых опор производится оператором ,с пульта управления работой машины нажатием кнопки. Кроме того, повысить съем отливок с одной машины за счет увеличения ее рабочего времени на 10-30% (в зависимости от количества переналадок в смену) и повысить ритмичность техпроцесса, связанную с длительным перерывом в работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная машина для отливки труб | 1935 |
|
SU46682A1 |
| Многопозиционная центробежная машина для отливки труб | 1980 |
|
SU917900A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| УСТРОЙСТВО ТИПА "РУКА" ДЛЯ ПЕРЕДАЧИ ИЗДЕЛИЙ | 2004 |
|
RU2276009C1 |
| КОМБИНИРОВАННЫЙ МЕХАНИЗМ СО СЛОЖНЫМ ДВИЖЕНИЕМ ВЫХОДНЫХ ЗВЕНЬЕВ | 2006 |
|
RU2331506C2 |
| Вертикальная центробежная машина | 1982 |
|
SU1061919A1 |
| КРИВОШИПНО-КУЛИСНЫЙ КЛИНОВОЙ ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ТЕХНОЛОГИЧЕСКИХ МАШИН | 2001 |
|
RU2228266C2 |
| ЗЕМЛЕРОЙНАЯ МАШИНА | 1995 |
|
RU2085664C1 |
| Стенд для динамических испытаний пневматической шины | 1990 |
|
SU1795336A1 |
| УСТРОЙСТВО ТИПА "РУКА" ДЛЯ ПЕРЕДАЧИ ИЗДЕЛИЙ | 2004 |
|
RU2265510C1 |
1. МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ, включающая сменные формы, поворотные рычаги с общей шарнирнот опорой, установленной на основании машины, приводные и холостые ролики, смонтированные на поворотных рычагах, и ведущее звено вала приводных роликов, отличающаяся тем, что, с целью повышения производительности машины, она снабжена шатунами и подъемной приводной цапфой, связанной с рычагами посредством Шатунов, 2.Машина по п. 1, отличающаяся тем, что ведуш,ее звено вала приводных роликов установлено соосно общей шарнирной опоре и связано с ведущим валом клиноременной передачей. 3.Машина по п. 1, отличающаяся тем, что цапфа снабжена указателем, а основание машины - шкалой размеров форм.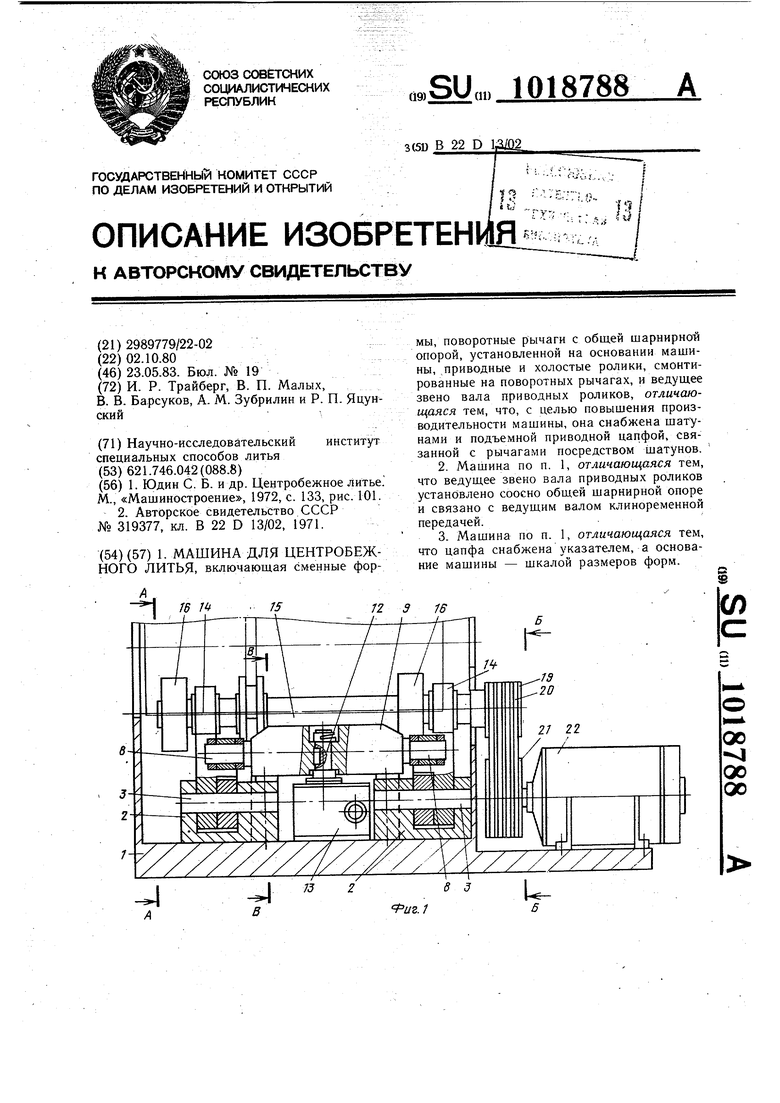
А-А
Фиг. 2
иг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Юдин С | |||
| Б | |||
| и др | |||
| Центробежное литье | |||
| М., «Машиностроение, 1972, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ ЛИНИИ- КОНТАКТА ОПОРНЫХ РОЛИКОВ с ИЗЛОЖНИЦЕЙ | 0 |
|
SU319377A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
