() МНОГОПОЗИЦИОННАЯ ЦЕНТРОБЕЖНАЯ МАШИНА ДЛЯ ОТЛИВКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная центробежная машина для отливки труб | 1981 |
|
SU1013090A1 |
| Многопозиционная центробежная машина для отливки труб | 1985 |
|
SU1268284A1 |
| Центробежная многопозиционная ма-шиНА для ОТлиВКи ТРуб | 1979 |
|
SU850288A1 |
| Многопозиционная центробежная машина для отливки труб | 1978 |
|
SU774786A1 |
| Многопозиционная центробежная машина для отливки труб | 1983 |
|
SU1135545A1 |
| Линия для отливки труб центробежным способом в металлические формы | 1980 |
|
SU910339A1 |
| Центробежная многопозиционная машина для отливки труб | 1980 |
|
SU876273A1 |
| Центробежная машина для отливки труб | 1983 |
|
SU1135542A1 |
| Многопозиционная центробежная машина для отливки труб | 1977 |
|
SU716705A1 |
| Центробежная многопозиционная машина для отливки труб | 1957 |
|
SU125348A1 |
1
Изобретение относится к области литейного производства, в частности к оборудованию для центробежного литья I и предназначено для использования на заводах, отливающих центробежным способом трубы на многопозиционных центробежных машинах со сменными.роторами-изло ницами.
Известна многопозиционная.центробежная машина, состоящая из нижнего и верхнего ярусов с направляющими, на которых расположены роТоры-изложницы, образующие вертикально-замкнутый поток при помощи механизма передачи роторов-изложниц, состоящего из траверсы, поднимающей роторгиэложницы на верхний ярус, и траверсы, опускающей ротор-изложницы на нижний ярус, связанных канатной передачей с барабаном механизма и действующих одновременно 1
Машина имеет механизмы перемещения заливочного желоба, извлечения отливок, нанесения покрытия, смены
роторов-изложниц на технологических позициях заливки и покраски , приводной металлический раструбный стержень и приводные ролики позиций заливки и покраски.
Наиболее близким техническим решением к изобретению является машина, содержащая станину, сменные роторыизложницы, нижние и верхние направляющие , механизмы перемещения зали10вочного желоба, извлечения отливок, очистки роторов-изложниц, нанесения покрытия, смены роторов-изложниц с приводных роликов , раструбный стержень , механизм подъема роторов-изложниц с нижних направляющих на верхние с ложементами и отсекающими кулачками и механизм опускания роторов-изложниц с верхних направляющих на нижние с ложементами , взаимодей20ствующий опорными стойками с поворотными рычагами с упорами 2.
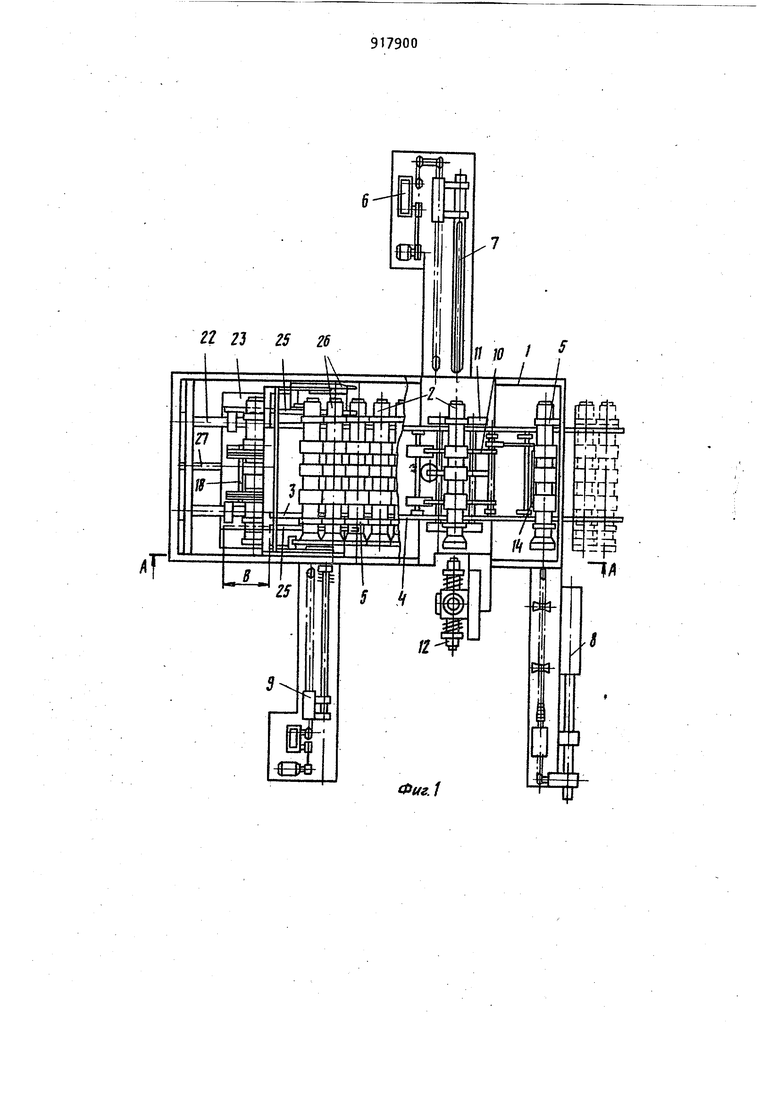
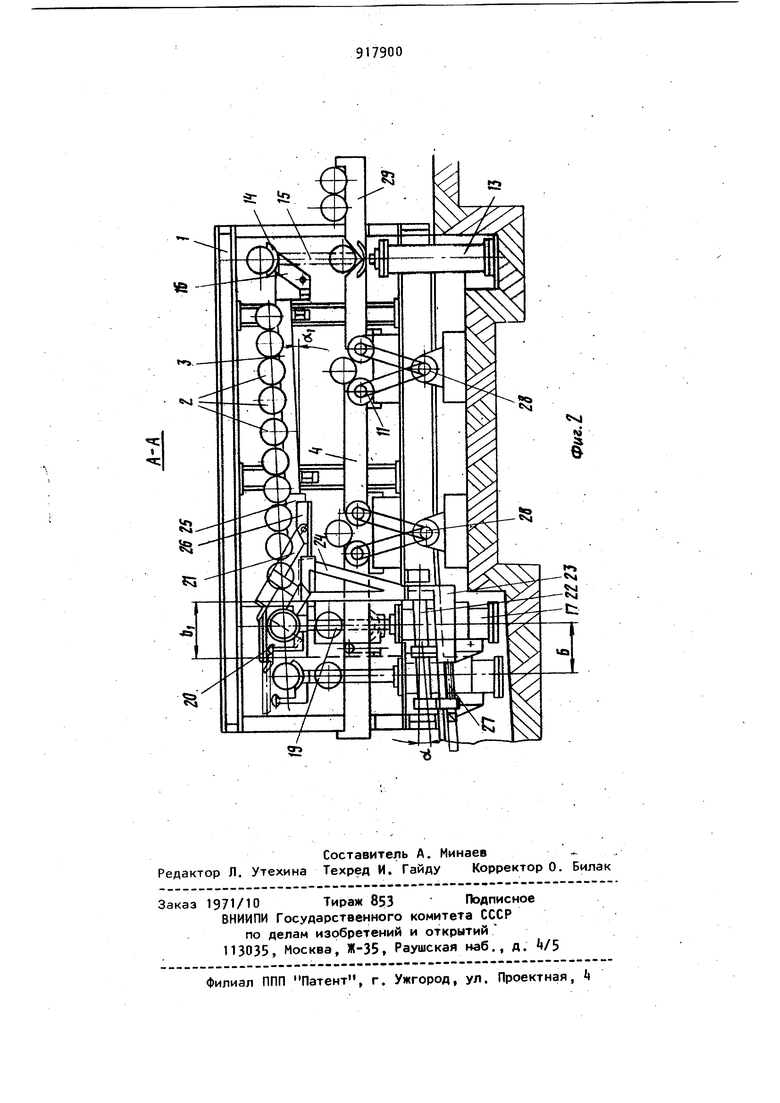
Недостатками этой машины является то, что в ней на верхних и нижних ярусах расположено только определен ное количество роторов-изложниц, например 19, и увеличение или умень шение количества изложниц на машине производить нельзя, так как большее количество роторов-изложниц невозможно разместить на направляющих машины без удлинения последних, а при уменьшении количества роторовизложниц увеличиваются промежутки свободного места на направляющих и пробег Моторов по направляющим с соударением .между собой и ударами роторов-изложниц по угловым подхватам и упорам устройства для выдачи литейных форм по позициям, что приводит к преждевременному износу бан дажей, роторов и механизмов машины. Кроме того, в известной машине из-за наличия не изменяющегося коли чества роторов-изложниц значительно удлинен цикл их нагрева до технологической температуры, который произ водится заливкой жидкого металла, так как нагревается сразу большое количество роторов, а при интенсивной работе машины наблюдается перегрев роторов-изложниц, ведущий к сн жению качества литья, что ухудшает технологические возможности машины и снижает производительность машины Целью изобретения является повышение производительности и расширение технологических возможностей путем изменения коли есгва роторовизложниц в потоке. Поставленная цель достигается тем, что машина, содержащая станину сменные роторы-изложницы, нижние и верхние направляющие, механизмы перемещения заливочного желоба, извле чения отливок, очистки роторов-изложниц , нанесения покрытия, смены роторов-изложниц с приводных ролико приводной раструбный стержень, меха низм подъема роторов-изложниц с ниж них направляющих на верхние с ложементами и отсекающими кулачками и механизм опускания роторов-изложниц с верхних направляющих на нижние с ложементами, взаимодействующий опор ными стойками с поворотными рычагами с упорами, снабжена кареткой с возможност ью возвратно-поступательного перемещения по штангам, закреп ленным на станине под углом, повторяющим угол наклона верхних направляющих. Механизмы подъема и опускания роторов-изложниц с нижних направляющих на верхние верхних на нижние направляющие выполнены в виде пневмоцилиндров с ложементами, закрепленными на концах штоков , а пневмоцилиндр механизма опускания роторов-изложниц установлен на каретке. На опорных стойках, закрепленных на каретке, консольно закреплены дополнительные верхние напрявляющие для перемещения роторов-изложниц , размещенные на одном уровне с верхними направляющими. На фиг. 1 изображена центробежная машина, общий вид; на фиг. 2 разрез А-А на фиг. 1. Многопозиционная центробежная машина состоит из установленной вертикально станины 1, сменных роторовизложниц 2, ограниченных от поперечного смещения при перекатывании по верхним 3 и нижним k направляющим внутренними торцами бандажей 5, механизмов перемещения 6 заливочного желоба 7, извлечения 8 отливок, очистки изложниц и нанесения 9 по крытия, смены 10 изложниц с приводHbix роликов 11 и приводного раструбного стержня 12. Механизмы подъема и опускания роторов-изложниц для образования вертикально-замкнутого потока выполнены в машине в виде вертикально установленного на позиции подъема роторов с нижних направляющих на верхние пневмоцилиндра 13. с ложементом И для ротора, жестко закрепленным на конце штока 15, взаимодействующего (ютором с отсекающими кулачками 1$, и вертикально установленного на позиции опускания роторовизложниц с верхних направляющих на нижние пневмоцилиндра 17 с ложементом 18, закрепленным на штоке 19, взаимодействующего стойкой 20 ложемента с поворотными рычагами 21 с упорами. Пневмоцилиндр механизма опускания роторов-изложниц с верхних направляющих на нижние установлен на подвижной возвратно-поступательно по штангам 22, закрепленным к станине машины под углом d , повторяющим угол наклона верхних направляющих oL, каретка 23 с двумя отстоящими один от другого с возможностью перекатывания роторов по нижним направляющим опорными стойками 2k, на которых консольно закреплены дополнительные верхние направляющие 25 для перекатывания роторов-изложниц, размещенные параллельно основным верхним направляющим на одном уровне с ними с внешних сторон последних , ограничивающие от поперечного смещения ротора-изложницы взаимодей ствием с наружными торцами их бандажей , а поворотные рычаги с упорам установлены на осях в кронштейнах 26,прикрепленных к опорным стойкам каретки. Возвратно-поступательное движени каретки осуществляется при помощи . приводного винта 27. Вращение приводных роликов позиций заливки и покраски осуществляется при помощи приводов 28. Для размещения и последующей выдачи находящихся в запасе роторов-, изложниц на позицию подъема на верх ние направляющие нижние направляющие машины имеют удлиненные концы Центробежная машина работает сле дующим образом, Перед началом работы машины каре ка 23 размещена в правом крайнем по ложении так. что прикрепленные к опорным стойкам 2 дополнительные направляющие 25 установлены концами на одном уровне (заподлицо) с концами основных верхних направляющих 3, поворотные рычаги 21 с упорами, прикрепленные к опорным стойкам 2k кронштейнами 26, занимают также крайнее правое положение. При этом на верхних 3 и нижних направляющих расположено минимальное количестов роторов-изложниц 2, а удли ненные концы 29 направляющих k за-, полнены максимальным количеством роторов , находящихся в запасе.. С началом заливки жидкого металла каждая ротор-изложница 2 проходи последовательно через все позиции, включенные в машину, и цикл нагрева их до технологической температуры (200-270®С) сокращается из за минимального количества роторов, размещенных на верхних 3 и нижних k направляющих и более частой смены роторов на позиции заливки. При дальнейшей интенсивной работе машины и повышении температуры нагрева очередного ротора до верхне го предела допустимой по технологии в промежутке между заливками жидког металла с помощью приводного винта 27,в положении, когда ложемент 18 mtoKa 19 пневмоцилиндра 17 находится в верхнем положении (см. фиг.2) , сдвигают каретку 23 по штангам 22 влево, а вместе с ней опорные стойки 2, направляющие 25 , кронштейны 26 и рычаги 21 на расстояние, равное наружному диаметру ротора. Ряд роторов-изложни,ц 2, расроложенный на верхних направляющих 3, сдвигается при этом по направляющим влево со скоростью движения каретки 23 также на расстояние , равное диаметру ротора. .Затем, не включая механизм смены 10 роторов-изложниц с приводных ро-. ликов 11 позиций заливки и нанесения покрытия, включают механизм подъема и опускания роторов и одновременно шток 15 с ложементом И пневмоцилиндра 13 поднимает ротор с напрасляющих k на направляющие 3, где он размещается на освободившемся участке направляющих, а шток 19 с ложементом 18 пневмоцилиндра 17 опускает ротор с направляющих 3 на направляющие , где он размещается на освободившемся участке направляющих, так как пневмоцилиндр 17 вместе с кареткой 23 сдвинут влево на расстояние, равное диаметру ротора. Одновременно рычаг 21 с упорами срабатывает . поворачиваясь на оси в кронштейне 26, упор утопает и роторы-изложницы смещаются по направляющим 3 на один шаг, упираясь передним ротором в поперечину, связывающую рычаги с упорами. После этого включают холостой ход пневмоцилиндров механизма подъема и опускания роторов и шток 15 с ложементом пневмоцилиндра 13г совершая обратный ход, опускает ниже направляющих k ложемент И, а шток 19 с ложементом 18 пневмоцилиндра 17 поднимает вверх ложемент 18, который , взаимодействуя стойками 20 с рычагами 21, поворачивает на осях в кронштейнах 26 последние, поднимая поперечину рычагов и упоры, принимая очередной ротор-изложницу в ложемент 18 и удерживая упорами рычагов 21 ряд роторов на направляющих 3. Затем с концов 29 на позицию подъ ема роторов-изложниц 2 по направляющим k скатывают запасной холодный ротор, размещающийся над ложементом Ни вновь продолжают заливку жидкого металла, а при включении механиз7ма смены 10 изложниц с приводных ро ликов 11 позиции заливки , одновреме но производят включение рабочего, а затем холостого хода пневмоцилиндров 13 и 17 механизма подъема и опу скания роторов с тем, чтобы снятый с роликов 11 ротор скатился по направляющим и установился -на позиции подъема роторов, совпадающей с позицией извлечения отливок, над ложементом 1 штока 15 пневмоцилинд ра 13 по окончании холостого хода пневмоцилиндров 13 и 17. Из-за увеличения количества рото ров в вертикально-замкнутом потоке машины частота смены роторов на позиции заливки становится реже, и их разогрев уменьшается, оставаясь в пределах допустимого, а установленный запасной холодный ротор-изложница нагревается до технологической температуры гораздо быстрее, так как его разогрев происходит не толь ко от контакта с заливаемым жидким металлом, но и от контакта с разогретыми роторами и их теплового излучения. При дальнейшей интенсивной работе машины и повышении температуры нагретых роторов до верхнего предела допустимой, вновь увеличивают ко личество роторов, повторяя цикл вве дения запасных роторов в замкнутый поток машины несколько раз, и сдвигают влево к концу работы машины каретку 23 с стойками 2Ц, рычагами 21и пневмоцилиндром 17 по штангам 22при помощи приводного винта 27 на расстояние б , выдвигая направляющие 25 относительно основных направляющих 3 на расстояние в , равное ходу каретки. По окончании заливки жидкого металла в -заключительный период перед остановкой работы машины, например в конце смены, в положении, когда ложемент 18 с ротором 2 находится вверху И поворотные рычаги 21 упорами удерживают ряд роторов, расположенных на направляющих 25 и 3t по ротор-изложницу, лежащую на конце направляющих 3 подкладывают и закрепляют колодки (на чертеже не показаны) , которые удерживают роторы на направляющих 3 и отсекают роторы размещенные на направляющих 25. Затем при помощи рабочего и холостого ходов пневмоцилиндра 17 с включением механизма 10 смены роторов с приводных роликов 11, роторы-излож- I ницы 2 направляющих 25 по одному передают на концы 29 направляющих k. При этом одновременное включение и выключение рабочих и холостых ходов пневмоцилиндров 13 и 17 производят только тогда, когда на позиции подъема роторов отсутствует ротор-изложница , который минуя позицию подъема, скатывают на концы 29 направляющих А, а цилиндр 13 совершает рабочий и холостой ход без ротора. Окончив снятие роторов-изложниц2 с направляющих 25 , выступающих из направляющих 3 .на. расстояние 8 , с помощью винта 27, в положении, когда ложемент 18 с ротором находится в верхнем положении (см. фиг. 2) , сдвигают каретку 23 по штангам 22 вправо, а вместе с ней стойки , кронштейны 26 и рычаги 21 до исходного положения на расстояние Б . При этом направляющие 25 смещаяс-ь на расстояние В , утопают в направляющих 3, устанавливаясь концами на одном уровне (заподлицо) с конц1ми направляющих 3, рычаги 21 вступают во взаимодействие упорами с передним ротором, расположенным на направляющих 3 и освобождают колодки, которые открепляют и снимают с направляющих, и машина с изменяющимся количеством роторов готова к работе. Работа машины начинается с заливки металла. Изменение количества роторов в центробежной машине производится механизмами машины в промежутке между заливками металла с применением минимальных затрат ручного труда. Таким образом, предложенная центробежная машина позволяет увеличивать или уменьшать количества роторов-изложниц в вертикально-замкнутом потоке машины с расширением технологических возможностей и повышением производительности за счет повышения качества литья и снижения брака, так как цикл нагрева роторов до технологической температуры резко сокращается , а введение дополнительного количества роторов-изложниц при интенсивной работе машины исключает перегрев роторов-изложниц. Кроме того, ликвидация канатной передачи в механизмах машины уменьшает число аварий и простоев и сокращает цикл отливки трубы.
формула изобретения
Многопозиционная центробежная машина для отливки труб, содержащая станину, сменные роторы-изложницы, нижние и верхние направляющие, механизмы перемещения заливочного желоба, извлечения отливок, очистки роторов-изложниц , нанесения покрытия , смены роторов-изложниц с привод ных роликов, приводной раструбный стержень, механизм подъёма роторовизложниц с нижних направляющих на верхние с ложементами и отсекающими кулачками и механизмом опускания роторов-изложниц с верхних направляющих на нижние с ложементами, взаимодействующий опорными стойками с поворотными рычагами с упорами, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей путем изменения количества роторов-изложниц в потоке, машина снабжена кареткой с возможностью возвратно-поступательного перемещения по штангам, Закрепленным на стач Нине под углом, повторяющим угол наклона верхних направляющих, причем механизм подъема и опускания роторов
изложниц с нижних направляющих на верхние и с верхних на нижние выпол нен в виде пневмоцилиндров с ложементами, закрепленными на концах штоков, а пневмоцилиндр механизма
опускания роторов-изложниц установлен на каретке, при этом на опорных стойках, закрепленных на каретке, консольно закреплены дополнительные верхние направляющие для перемещения
роторов-изложниц, размещенные на одном уровне с верхними направляющими .
Источники информации, принятые во внимание при экспертизе 1. Юдин С. Б. и др. Центробежное литье. М. , Машиностроение, 1972, с. 169-173. рис. 132-133.
кл. В 22 О 13/02, 1980 (прототип).
I
ч:
