Изобретение относится к способам изготовления внутренних резьб посредством холодного прессования с применением резьбовой оправки, помещаемой в гладкое отверстие изделия.
Известный способ изготовления внутренних резьб в деталях, например, гайках, посредством объемного холодного прессования на резьбовой оправке с применением радиально-подвижных обжимающих заготовку пуансонов не может быть использован для изготовления внутренних резьб в отверстиях тонких металлических пластин.
Предлагаемый способ дает возможность изготовлять внутренние резьбы в отверстиях тонких металлических пластин, особенно из легких сплавов, независимо от размеров и формы пластин, и является простым.
Особенность предлагаемого способа состоит в том, что пластину подвергают обжиму на резьбовой оправке установленными соосно с отверстием в пластине цилиндрическими пуансоном и матрицей, снабженными на их рабочих торцах внутренними конусными заточками.
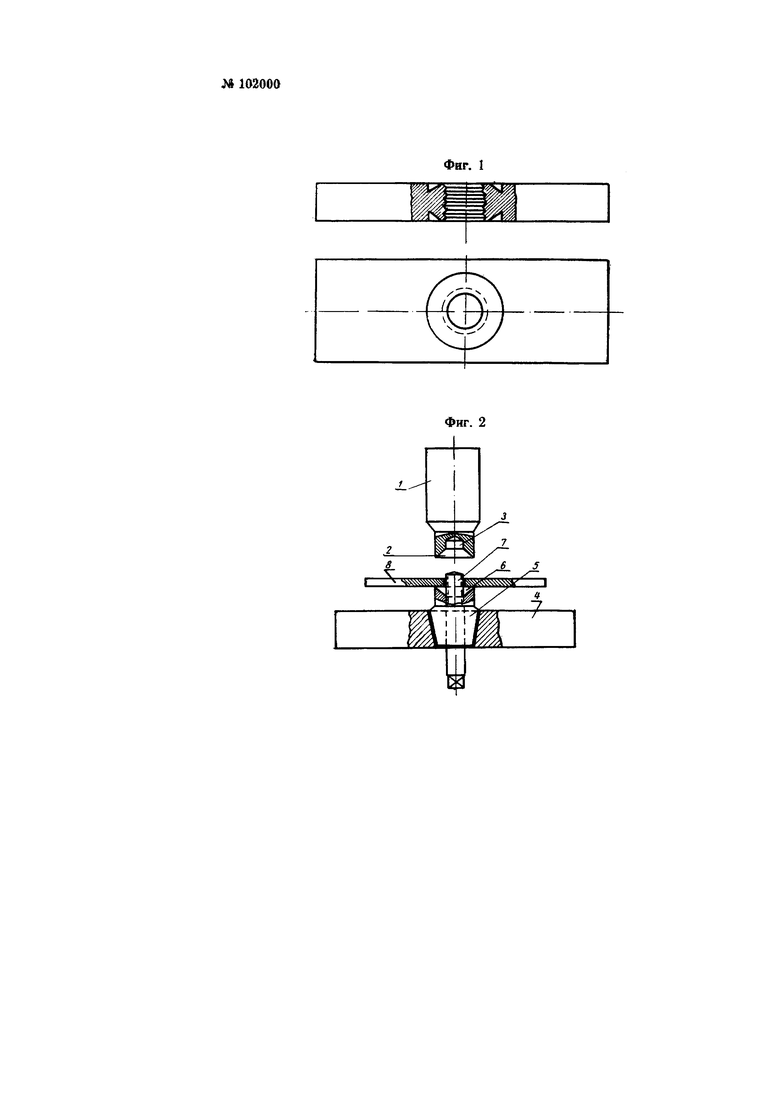
На фиг. 1 изображена в разрезе пластина после обжатия ее на резьбовой оправке; на фиг. 2 - рабочие органы устройства в разрезе.
Пуансон (1) имеет на торце конусную заточку (2) и цилиндрическую выточку (3). На. столе пресса, установлена, плита, (4) с гнездом для матрицы (5), имеющей также на торце конусную заточку (6) и сквозное отверстие, в котором расположена резьбовая оправка (7).
Внутренняя резьба в тонкой пластине выполняется следующим образом. Тонкую металлическую пластину (8), например, из алюминия, с гладким отверстием, диаметр которого соответствует диаметру резьбовой оправки (7), надевают на оправку и обжимают между установленными соосно с отверстием пластины пуансоном (1) и матрицей (5). При обжиме радиальные сжимающие усилия, направленные к оси резьбовой оправки, заставляют металл пластины заполнять впадины резьбы резьбовой оправки (7), благодаря чему в отверстии пластины образуется внутренняя резьба.
После обжима пресс выключают и вывертывают из пластины резьбовую оправку (7).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Штамп для обжима горловин полых тонкостенных заготовок | 1972 |
|
SU665966A1 |
| Устройство для прессования порошковых деталей с внутренней резьбой | 1980 |
|
SU990424A1 |
| Способ изготовления горловин на тонкостенных изделиях и устройство для его осуществления | 1986 |
|
SU1461565A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОИЗМЕНЕНИЯ ОБОЛОЧКИ ТИПА "СТАКАН" МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКОЙ | 2020 |
|
RU2743270C1 |
| Способ изготовления порошковой проволоки и устройство для его осуществления | 1990 |
|
SU1780925A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2176182C2 |
| СПОСОБ СОЕДИНЕНИЯ НАПОРНОГО РУКАВА С НИППЕЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1990 |
|
SU1785315A1 |
Способ изготовления внутренних резьб посредством холодного прессования с применением резьбовой оправки, помещаемой в гладкое отверстие изделия, отличающийся тем, что, с целью обеспечения возможности обжатия на резьбовой оправке изделий в виде тонких пластин, независимо от размеров и формы их наружных контуров, пластину подвергают обжатию между установленными соосно с отверстием в пластине цилиндрическими пуансоном и матрицей, снабженными на их работах торцах внутренними конусными заточками.
