| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки | 1983 |
|
SU1110587A2 |
| Электрод-инструмент для электроэрозионного профилирования алмазных кругов | 1984 |
|
SU1220902A1 |
| Устройство для электроэрозионной очистки абразивных кругов | 1981 |
|
SU956217A1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ определения электрического режима алмазной контактно-эрозионной обработки | 1984 |
|
SU1271690A1 |
| Способ контактно-эрозионной правки алмазных кругов | 1988 |
|
SU1593809A1 |
| Шлифовальный станок | 1983 |
|
SU1114525A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
| ДОЛБЯК ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1993 |
|
RU2068755C1 |
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
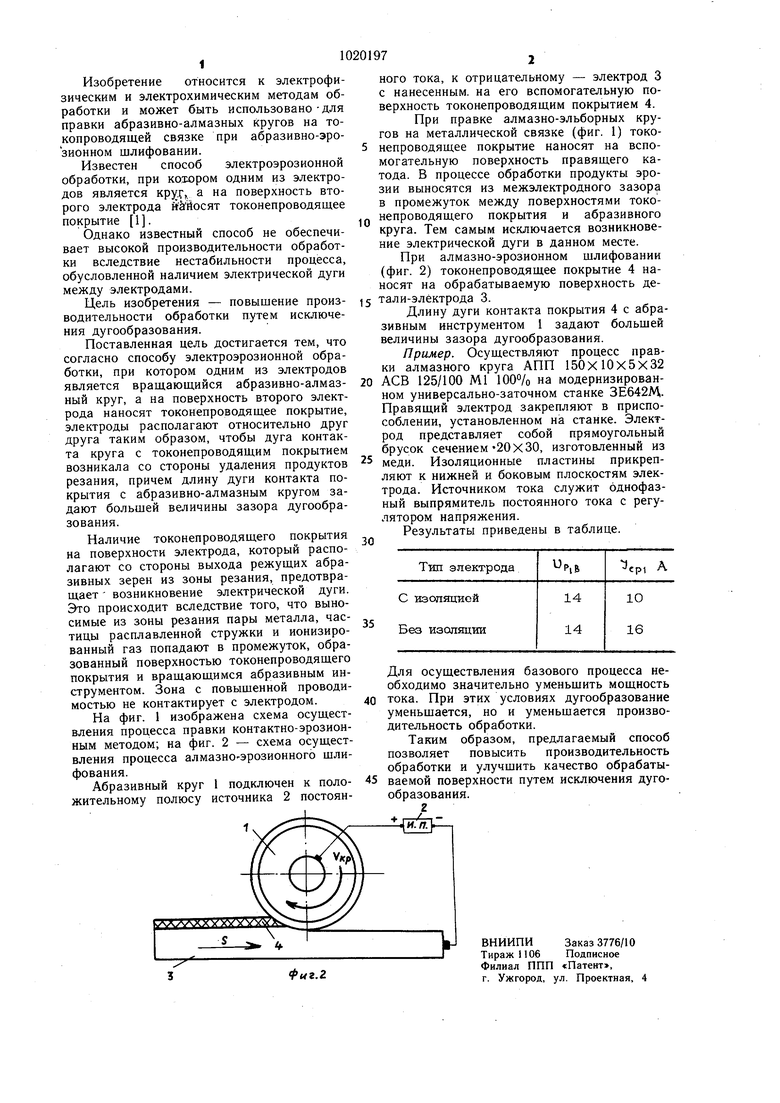
СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ, при котором одним из электродов является вращающийся абра C{ m I f 5 If 5 Г г-.--.. ; ; .iir t я i- .-Г,--,.,, .. .., зивно-алмазный круг, а на поверхность второго электрода наносят токонепроводящее покрытие, отличающийся тем, что, с целью повышения производительности обработки путем исключения дугообразования, электроды располагают относительно друг друга таким образом, чтобы дуга контакта круга с токонепроводящим покрытием возникала со стороны удаления продуктов резания, причем длину дуги контакта покрытия с абразивно-алмазным кругом задают большей величины зазора дугообразования. (Л к 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ электроэрозионной правки шлифовальных кругов | 1977 |
|
SU704746A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
