Изобретение относится к электро- эрозионной обработке материалов, а именно к конструкциям электродов для профилирования резьбовьк многониточных алмазных кругов.
Целью изобретения является повышение точности профилирования многониточного резьбового круга трапецеидального профиля за счет увеличения глубины получаемого резьбового профиля путем создания локального дополнительного искрообразования между электродами-.
Поставленная цель достигается тем, что профилирование ведут электродом, у которого с верфин профиля удалено токонепроводящее покрытие, что приводит к локальному дополнительному искрообраз.ованию между алмазным кругом и обнаженными вершинами резьбового профиля электрода в процессе удаления продуктов резания.
Чтобы реализовать указанное локальное дополнительное искрообразова ние, рабочее напряжение на электродах должно быть достаточным для пробоя зазора в данном месте. Однако требуемое рабочее напряжение, достаточное для локального дополнительного искрообразования, зависит от многих технологических условий профилирования. Поэтому рабочее напряжение подбирают экспериментально в процессе профилирования при постепенном его увеличении по наличию искрообразования между обнаженными вершинами электрода и алмазньм кругом. Контроль наличия искрообразования в Данном месте осуществляют визуально, b также косвенно, по наличию эрозионных следов на участках вершин резьбового профиля, прилегающих к зоне контакта электрода с кругом. По мере уменьшения интенси1вности локального дополнительного искрообразования рабочее напряжение на электродах пропорционально увеличивают. Локальное дополнительное искрообразование вы- зьшает повышенный износ алмазного круга во впадинах резьбового профиля и способствует увеличению его глубины, что повьшгает точность профилирования.
На фиг. 1 изображена схема обрабоки; на фиг. 2 - электрод во взаимодействии с кругом; на фиг. 3 - узел
I на фиг. 1.
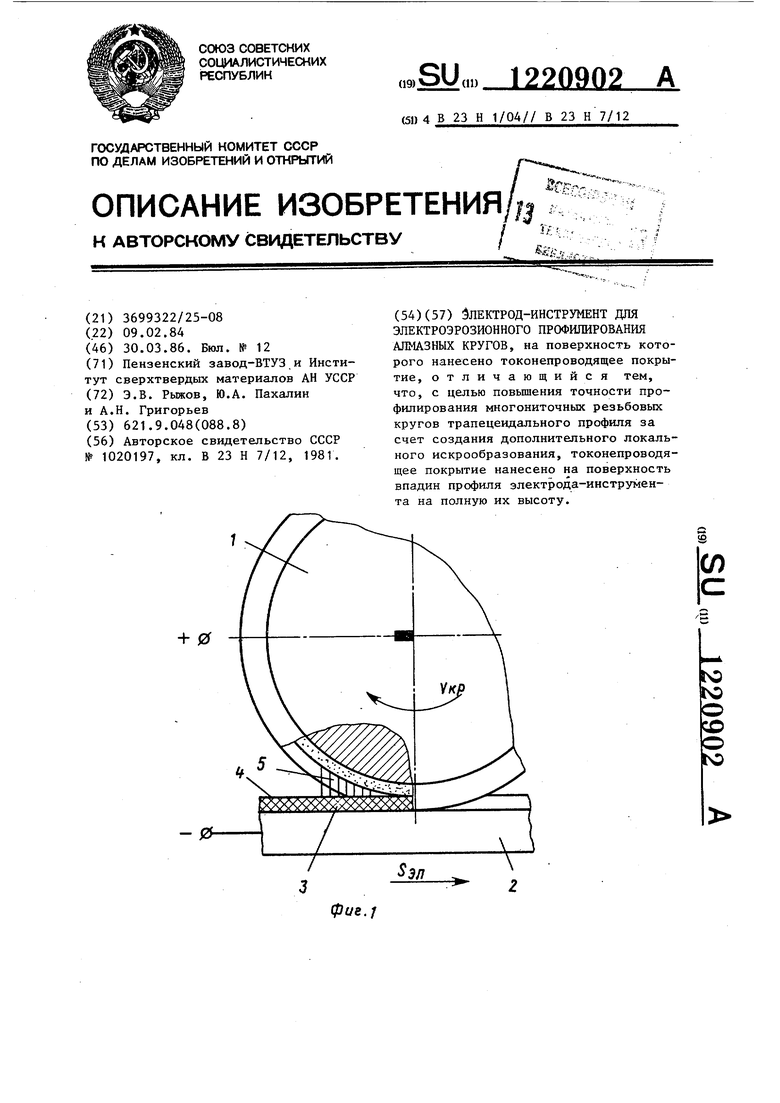
Обрабатываемый алмазный круг 1 и электрод 2 подключены к источнику тока. На профиль резьбового многониточного электрода 2 нанесено токонепроводящее покрытие 3. Вершины 4 резьбового профиля обнажены от покрытия.
Профилирование ведут по схеме глубинного шлифования. При обработке продукты резания и эрозии выносятся из зоны контактирования. В промежутках между обнаженными вершинами многониточного
резьбового профиля электрода и впадинами на алмазном круге возникает искрообразование 5, тем самым интенсифицирует износ алмазного круга во впадинах и происходит большее углуб5 ление его профиля.
Профилирование алмазного круга АСВ80/63 Ml 100% проводили на плоско- шпифовальном станке ЗЕ711В с применением регулируемого источника постоян0 ного тока мощностью 1 кВт. На стержневой медньй электрод длиной 600 мм был нанесен многониточный резьбовой профиль с шагом 0,7 мм и глубиной 1 мм. Профиль покрыли диэлектричес5 кой эпоксидной смолой в смеси с асбестовой крошкой. Когда эпоксидная смола на поверхности электрода была еще жидкой, излишки ее удалили на уровне вершин профиля, в результате чего
0 последние оказались обнаженными от покрытия. Электрод установили на столе станка в соответствии с изображенной схемой профилирования. Профилирование осуществляли при рабочем напряжении 20В, скорости круга 10 м/с. Электрод подавали вручную. Между алмазным кругом и обнаженными вершинами электрода наблюдалось искрообразование, когда электроды находились в контакте, и происходило удаление продуктов резания и эрозии. При отсутствии подачи электрода искрообразование прекращалось хотя промежуток между алмазным кругом и вершинами
, профиля электрода сохранялся практически неизменным. Это свидетельствует h том, что искрообразование возника- ino только за счет пробоя промежутка через продукты резания и эрозии. Указанное локальное искрообразование воз- никало при напряжении 16-18 В и выше, хотя при меньшем напряжении имеется искрообразование в зоне контакта. В результате профилирования на алмазном круге был получен профиль глуби ной впадин 0,47 мм, что соответствовало требованиям. При использовании электрода со сплошным покрытием глубина профиля не превьшала 0,33 мм.
5
0
Г I
2
00//г.2
Редактор М. Бандура
Составитель И. Комарова
Техред И.Верес Корректор М. Самборская
Заказ 1527/17Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Лосква, Ж-35, Раушская наб., д. 4/5
Филиал ПГШ Патент, г. Ужгород, ул. Проектная, 4
иг,3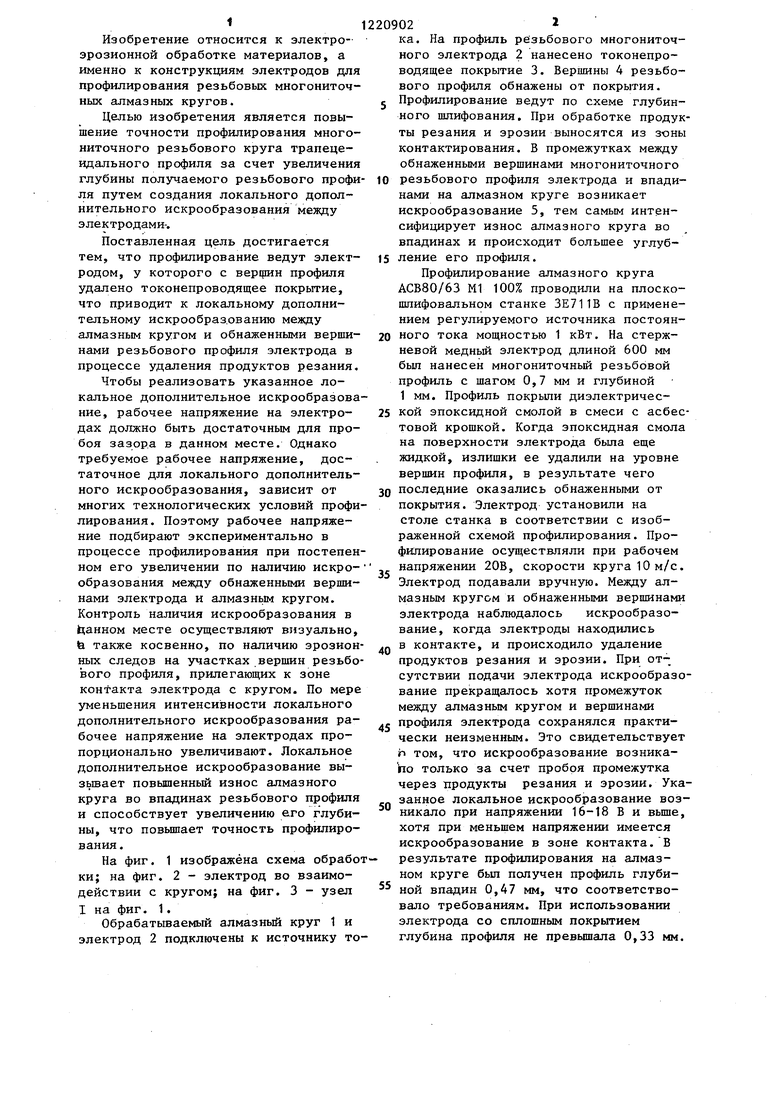
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ контактно-эрозионного формирования поверхностей алмазных кругов | 1990 |
|
SU1812015A1 |
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
| Электрод-инструмент для контактно-эрозионной правки плоских рабочих поверхностей алмазных кругов | 1987 |
|
SU1512725A1 |
| Способ изготовления накатных роликов | 1989 |
|
SU1703421A1 |
| Способ контактно-эрозионного профилирования алмазных кругов | 1990 |
|
SU1815039A1 |
| Многониточный шлифовальный круг | 1985 |
|
SU1341009A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2185278C1 |
| Способ электроэрозионной обработки | 1981 |
|
SU1020197A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
