подводящий лоток 3 с механизмом поштучной выдачи гаек и отводящий лоток для собранного изделия. Привод собираемых деталей выполнен в виде расположенных на едином вращающемся валу 5 диска 6 для приема шпилек, диска 7 для приема гаек и барабана 8. Диск 6 имеет пазы, в каждом из которых расположена подвижная каретка 9, имеющая два ролика 10 с параллельными осями. Каретка 9 и ролики 10 образуют гнездо для приема шпильки. Диск 7 имеет пазы, количество которых равно количеству пазов диска 6. Каждый из пазов снабжен пластинчатыми пружинами и подвижным постоянным магнитом 14, имеющим цапфу 15 с роликами 16, который расположен в круговом пазу копира 17, свободно установленного на валу 5, причем ось копира 17
совпадает с осью вала 5. но не совпадает с осью кругового паза на величину эксцентриситета. Пружина и магнит 14 образуют гнездо для приема гайки. Барабан 8 имеет отверстия, количество и ось которых совпадают с количеством и осью пазов дисков 6 и 7. Один конец плунжера снабжен выдвижным подпружиненным упором 19, а другой конец выполнен в виде вилки с роликом 20, контактирующим с копиром 21, неподвижно соединенным с помощью пружины 22 с корпусом 1 и имеющим конфигурацию, обеспечивающую возвратио-постпупательное движение упора 19. Вал 5 снабжен диском 23, служащим для ограничения движения шпильки вдоль своей оси, с упорами 24, количество которых равно количеству пазов дисков 6 и 7. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки магниточувствительных шпилек на шаблоне установки для раскладки проводов в шгут | 1990 |
|
SU1780203A1 |
| Загрузочное устройство | 1985 |
|
SU1279796A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1214382A1 |
| Роторный автомат питания | 1987 |
|
SU1468710A1 |
| СИСТЕМА ЗАРЯЖАНИЯ АВТОМАТИЧЕСКОЙ АРТИЛЛЕРИЙСКОЙ УСТАНОВКИ | 2003 |
|
RU2231728C1 |
| Устройство для навинчивания гаек на болты (винты) | 1979 |
|
SU770724A1 |
| Устройство для подачи радиодеталей с однонаправленными выводами | 1987 |
|
SU1413737A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU929389A1 |
| АВТОМАТ РОТОРНОГО ТИПА | 1973 |
|
SU366958A1 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
Изобретение относится к автоматизации технологических процессов в машино- и приборостроении, в частности к автоматизации сборки резьбовых соединений. Цель изобретения - повышение качества собираемых узлов за счет наличия в устройстве механизма досылки и поддержки гаек. На наружной поверхности неподвижного корпуса 1 расположены подводящий лоток 2 с механизмом поштучной выдачи шпилек, подводящий лоток 3 с механизмом поштучной выдачи гаек и отводящий лоток для собранного изделия. Привод собираемых деталей выполнен в виде расположенных на едином вращающемся валу 5 диска 6 для приема шпилек, диска 7 для приема гаек и барабана 8. Диск 6 имеет пазы, в каждом из которых расположена подвижная каретка 9, имеющая два ролика 10 с параллельными осями. Каретка 9 и ролики 10 образуют гнездо для приема шпильки. Диск 7 имеет пазы, количество которых равно количеству пазов диска 6. Каждый из пазов снабжен пластинчатыми пружинами и подвижным постоянным магнитом 14, имеющим цапфу 15 с роликами 16, который расположен в круговом пазу копира 17, свободно установленного на валу 5, причем ось копира 17 совпадает с осью вала 5, но не совпадает с осью кругового паза на величину эксцентриситета. Пружина и магнит 14 образуют гнездо для приема гайки. Барабан 8 имеет отверстия, количество и ось которых совпадают с количеством и осью пазов дисков 6 и 7. Один конец плунжера снабжен выдвижным подпружиненным упором 19, а другой конец выполнен в виде вилки с роликом 20, контактирующим с копиром 21, неподвижно соединенным с помощью пружины 22 с корпусом 1 и имеющим конфигурацию, обеспечивающую возвратно-поступательное движение упора 19. Вал 5 снабжен диском 23, служащим для ограничения движения шпильки вдоль своей оси, с упорами 24, количество которых равно количеству пазов дисков 6 и 7. 5 ил.
Изобретение относится к автоматизации технологических процессов в машино- и приборостроении, в частности к автоматизации сборки резьбовых соединений.
Цель изобретения - повышение качегт- ва навинчивания за счет введения в устройство механизмов досылки и поддержки гаек.
На фиг.1 изображено устройство, общий вид в разрезе; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг,1; на фиг,5 - разрез Г-Г на фиг.1.
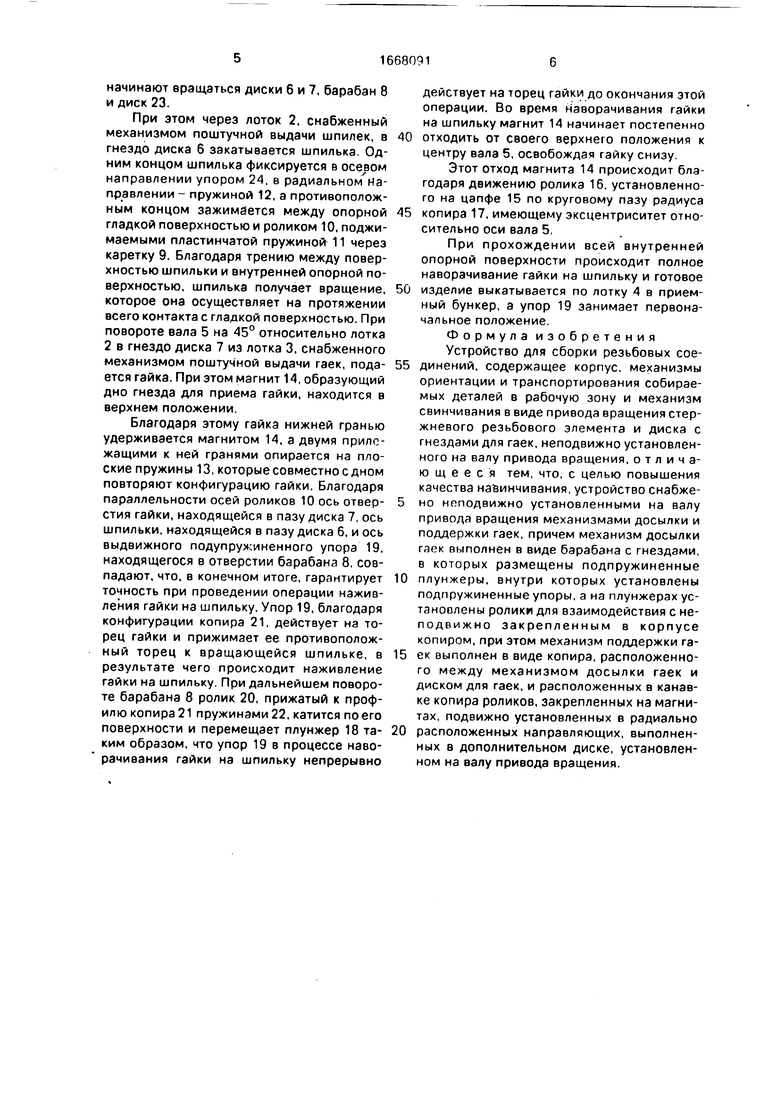
Устройство для сборки резьбовых соединений состоит из неподвижного корпуса 1 с внутренней гладкой опорной поверхностью. На наружной поверхности корпуса 1 расположены подводящий лоток 2 с механизмом поштучной выдачи шпилек, подводящий лоток 3 с механизмом поштучной выдачи гаек и отводящий лоток 4 для собранного изделия.
Внутри корпуса 1 размещен привод вращения и транспортирования деталей, выполненный в виде расположенных на едином вращающемся валу 5 диска 6 для приема шпилек, диска 7 для приема гаек и барабана 8.
Диск б имеет пазы, в каждом из которых расположена подвижная каретка 9. имеющая два ролика 10с параллельными осями. Каретка 9 и ролики 10 образуют гнездо для приема шпильки, Диск 6 снабжен пластинчатыми пружинами 11 и 12.
Диск 7 имеет пазы, количество которых равно количеству пазов диска 6. Каждый из
пазов снабжен пластинчатыми пружинами 13 и подвижным постоянным магнитом 14. имеющим цапфу 15 с роликом 16, который расположен в круговом пазу копира 17, установленного на валу 5, причем ось копира 17 совпадает с осью вала 5, но не совпадает с осью кругового паза на величину эксцентриситета. Пружина 13 и магнит 14 образуют гнездо для приема гайки.
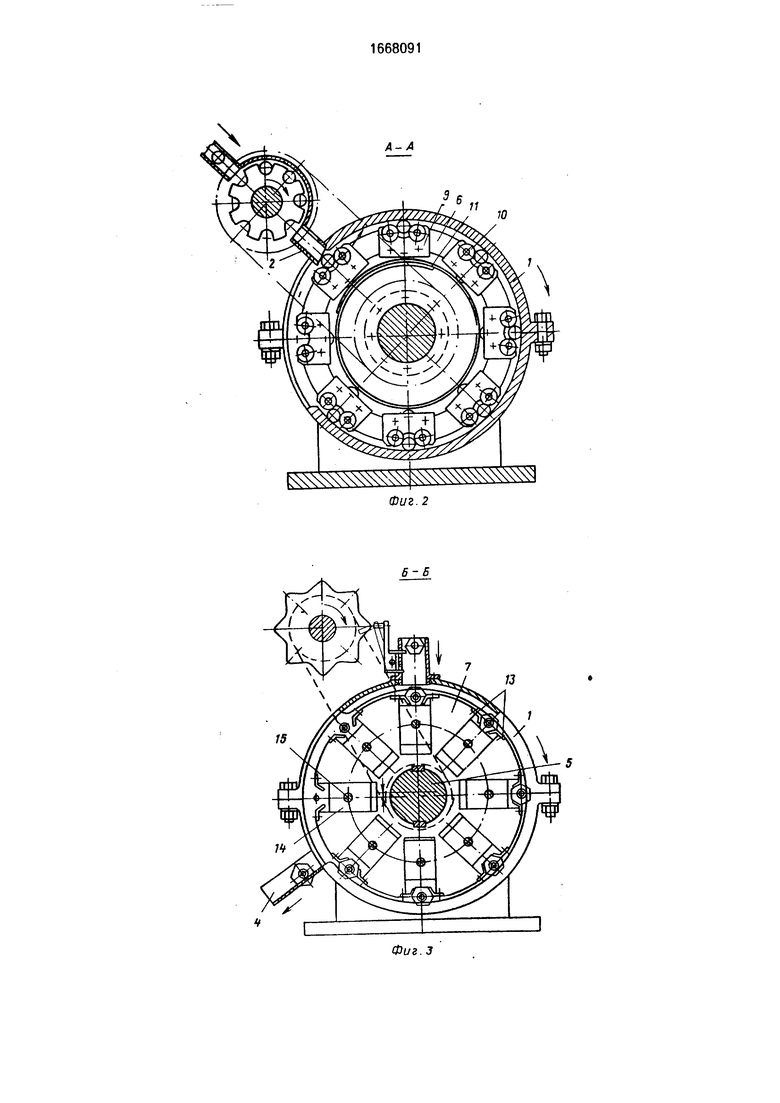
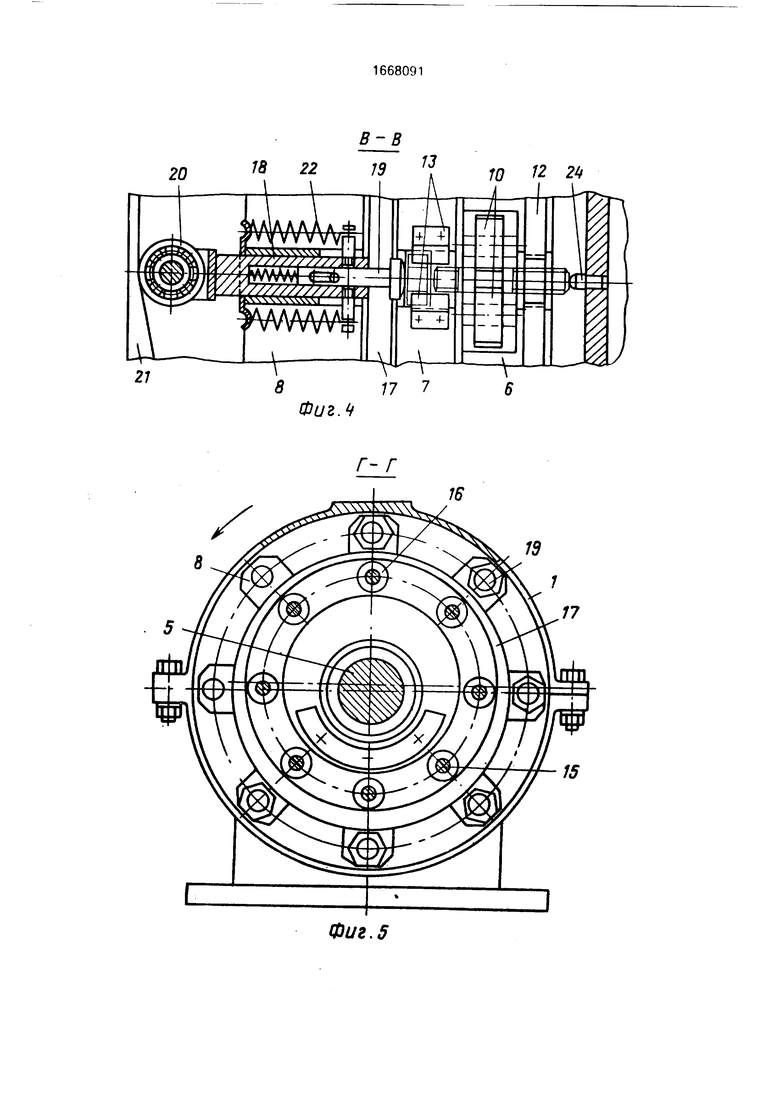
Барабан 8 имеет отверстия, количество
и ось которых совпадают с количеством и осью пазов дисков 6 и 7.
В каждом отверстии барабана 8 установлен с возможностью возвратно-поступательного движения плунжер 18. Один конец плунжера 18 снабжен выдвижным подпружиненным упором 19, а другой конец выполнен в виде вилки с роликом 20, контактирующим с копиром 21, неподвижно
соединенным с помощью пружины 22 с корпусом 1 и имеющим конфигурацию, обеспечивающую возвратно-постунательное движение упора 19.
Вал 5 снабжен диском 23, служащим для
ограничения движения шпильки вдоль своей оси, с упорами 24, количество которых равно количеству пазов дисков 6 и 7.
Вращение вала 5 привода осуществляет электродвигатель 25 через редуктор 26 и
цепную передачу 27.
Устройство работает следующим образом.
Для приведения в движение вала 5 включают электродвигатель 25, который редуктор 26 и цепную передачу 27 сообщает ему вращение. Вместе с валом 5
начинают вращаться диски 6 и 7, барабан 8 и диск 23.
При этом через лоток 2. снабженный механизмом поштучной выдачи шпилек, в гнездо диска 6 закатывается шпилька. Одним концом шпилька фиксируется в осевом направлении упором 24, в радиальном Направлении - пружиной 12, а противоположным концом зажимается между опорной гладкой поверхностью и роликом 10, поджимаемыми пластинчатой пружиной 11 через каретку 9. Благодаря трению между поверхностью шпильки и внутренней опорной поверхностью, шпилька получает вращение, которое она осуществляет на протяжении всего контакта с гладкой поверхностью. При повороте вала 5 на 45° относительно лотка 2 в гнездо диска 7 из лотка 3, снабженного механизмом поштучной выдачи гаек, подается гайка. При этом магнит 14, образующий дно гнезда для приема гайки, находится в верхнем положении.
Благодаря этому гайка нижней гранью удерживается магнитом 14, а двумя прилежащими к ней гранями опирается на плоские пружины 13, которые совместно с дном повторяют конфигурацию гайки. Благодаря параллельности осей роликов 10 ось отверстия гайки, находящейся в пазу диска 7, ось шпильки, находящейся в пазу диска 6, и ось выдвижного подупружиненного упора 19, находящегося в отверстии барабана 8, совпадают, что. в конечном итоге, гарантирует точность при проведении операции нажив- ления гайки на шпильку. Упор 19, благодаря конфигурации копира 21, действует на торец гайки и прижимает ее противоположный торец к вращающейся шпильке, в результате чего происходит наживление гайки на шпильку. При дальнейшем повороте барабана 8 ролик 20, прижатый к профилю копира 21 пружинами 22, катится по его поверхности и перемещает плунжер 18 таким образом, что упор 19 в процессе наво- рачивания гайки на шпильку непрерывно
действует на торец гайки до окончания этой операции. Во время наворачивания гайки на шпильку магнит 14 начинает постепенно
0 отходить от своего верхнего положения к центру вала 5, освобождая гайку снизу.
Этот отход магнита 14 происходит благодаря движению ролика 16, установленного на цапфе 15 по круговому пазу радиуса
5 копира 17, имеющему эксцентриситет относительно оси вала 5.
При прохождении всей внутренней опорной поверхности происходит полное наворачивание гайки на шпильку и готовое
0 изделие выкатывается по лотку 4 в приемный бункер, а упор 19 занимает первоначальное положение.
Формула изобретения Устройство для сборки резьбовых сое5 динений. содержащее корпус, механизмы ориентации и транспортирования собираемых деталей в рабочую зону и механизм свинчивания в виде привода вращения стержневого резьбового элемента и диска с гнездами для гаек, неподвижно установленного на валу привода вращения, отличающееся тем, что, с целью повышения качества навинчивания, устройство снабжено неподвижно установленными на валу привода вращения механизмами досылки и поддержки гаек, причем механизм досылки гаек выполнен в виде барабана с гнездами, в которых размещены подпружиненные
0 плунжеры, внутри которых установлены подпружиненные упоры, а на плунжерах установлены ролики для взаимодействия с не- подвижно закрепленным в корпусе копиром, при этом механизм поддержки га5 ек выполнен в виде копира, расположенного между механизмом досылки гаек и диском для гаек, и расположенных в канавке копира роликов, закрепленных на магнитах, подвижно установленных в радиально
0 расположенных направляющих, выполненных в дополнительном диске, установленном на валу привода вращения.
Фиг. 2
А-А
10
Б-Б
13
Фиг.з
20
в-в
12 24
Г- Г
Г9
17
| Устройство для разборки резьбовых соединений | 1983 |
|
SU1115879A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU917995A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| и у///////// ///////////// | |||
| к Wf-T% Ь | |||
