Изобретение относится к технологни производства слоистых материалов и может быть использовано предпочтительно в устройствах для подготовки навесок при производстве фольгированных диэлектриков и слоистых пластиков на предприятиях электг ротехнической и других отраслей промышленности. Известно устройство для стопирова ния листовых материалов, содержащее механизм подачи полотна., механизм резки его на листы и механизм укладки этих листов Г13 Недостатками данного устройства являются низкая производительность процесса и значительное смещение листов в стопе. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для стопирования листовых материалов/ используемое в пропиточных машинах, содержащее механизм резки материала на листы, механизм подачи листов в зону стопирования и механизм фиксации листов в стопе 2. Недостатками известного устройст ва являются также низкая производительность и взаимное смещение листов в стопе. Устранение.указанных недостатков известньми средствами - пневматическими либо электромеханическими ук-. ладчиками - ведет к повреждению листов, значительному усложнению оборудования и тем не менее не обеспечивает достаточной точности .укладки. В результате остается необходимость в ручньлх операциях по формированию заготовок и снижае.т.ся качество продукции. Цель изобретения - повышение производительности процесса и уменьшение смещения листов в сто, .пе. . Поставленная цель достигается тем что в устройстве для стопирования листовых материалов, содержащем механизм резки материала на листы, механизм подачи листов в зону стопирования и механизм фиксации листов в стопе, механизм фиксации вьшолнен в виде одного или нескольких пучков упругих нитей, установленных в верхней части зоны стопирования наклонно в направлении поступательного и бокового перемещений листов и с возможностью контактирования свободных концов упругих нитей с по1верхностью верхнего листа в стопе. Механизм фиксации при этом установлен с возможностью вертикального перемещения. На фиг.1 представлено устройство в котором исключено реверсивное движение подаваемых листов, вид сбоку; на фиг.2 - то же устройство. в котором дополнительно исключено перемещение листов по нормали к направлению их подачи, вид сверху. Устройство содержит механизм 1 подачи материала 2, механизм 3 резки материала и механизм подачи листов 4, включающий в себя ускоряющий 5 и замедляквдий 6 валы. Листы поступают на механизм стопорения для укладки их в пакет, содержащий корпус 7, неподвижный упор 8, задающий положение пачки 9 листов, подвижный упор 10, задающий положение пачкл 11 и перемещаемый электропневмоцилиндром 12, и вертикально перемещаемый стол 13. На корпусе 7 закреплен держатель 14, на.котором установлена втулка 15, с пазом 16 и направляющие 17 для подаваемых листов 4. Во втулке 15 подвижно установлен шток 18 со штифтом 19. На штоке 18 .в верхней части зоны стопорения закреплен механизм фиксации листов в стопе, выполненный в виде одного или нескольких пучков упругих нитей, установленных наклонно под острым углом в направлении поступательного и бокового перемещений листов. Пучки упругих нитей 20 (например капроновых) ориентированы, как показано на фит. 2, В направлениях А-А под острым углом к направлению подачи листов 4 валами 5 и б, Шток 18 может быть подпружинен относительно втулки 15 для частичной компенсации его массы и массы механизма фиксации- и, таким образом, для облегчения прохождения подава: емого листа 4 к ynoov 10 либо 8. С этой же целью обойма 21 может быть соединена с корпусом 7 не жесткими элементами, а, например, упругой подвеской (рессорой). Во всех случаях необходимо свободное вертикальное перемещение обоймы 21 с пучками упругих нитей 20, опирающимися на поверхность листа. При значительной (более 30 мм) дискретности перемещения стола 13 целесообразно крепление направляющих 17 к штоку 18 либо к обойме 21 с соответствукацей пружинной компенса.цией .массы этих направляющих. Предлагаемое устройство работает следующий образом. Материа.л 2 режется механизмом 3 резки на листы 4, которые валами 5 и б подаются в зону стопирования над столом 13. Проходя под направляющими 17, листы 4 поступают под срез упругих нитей, отгибают их и движутся до соударения- с упорсм 8 либо 10. Отскок листов в обратном направлении исключается ввиду того, что распрямлянвдиеся пучки упругих нитей 20 создают высокое сопротивление движению листа, находящегося в верхней пачке, при перемещении его в направлении, обратном ориентации пучков упругих иитей 2р. По той же причине исключается перемещение листов в боковых направлениях. Таким образ пучки упругих нитей 20, установленные под острым углем о (порядка 60 к поверхности формируемой пачки 11 и под углом. 2/ь (порядка 80°) к напр лению N подачи листов, оказывают за счет упругости высокое сопротивл ние перемещению вводимых листов 4, во всех направлениях, кроме направления N, что обеспечивает необходимую точность укладки листов По мере накопления листов в -пачке 11 обойма 21 с пучками упругих н тей 20 приподнимается, продолжая контактировать концами нитей с поверхностью из уложенных листов. Кро ме фиксации положения листов в пачках, это позволяет также частично уплотнять формируемые заготовки. После накопления в пачке 11 определенного числа листов срабатывает электропневмоцилиндр 12, упоры 10 поднимаются и подаваемые лисил 4 движутся до соударения с упорами 8. Таким образом, укладывается очередная заготовка для последукицег Прессования слоистых пластиков. Пос ле укладки заданного числа листов, обычно на порядок превышакицего числ листов в одной заготовке, стол 13 опускается на величину, равную суммарной толщине этих листов. При этом обойма 21 с пучками упругих нитей 20 опускается под действием собственного веса и операции укладки заготовок повторяются. В случае значительных перемещений стола 13 на|правляющая 17 крепится к обойме 21 и поэтому перемещается совместно с последней. Это целесообразно также и при укладке особо тонких листов, на укладку которых значительное влияние оказывают аэродинамические силы. I Таким образом, в предлагаемом устройстве ликвидирован разброс стопируемых листов из-за воздействия электростатических и аэродинамических сил и непостоянства коэффициента трения в парах лист-вал и лист-лист. Благодаря этому обеспечивается укладка заготовок, имеющих заданные геометрические и весовые параметры и используемых затем, например, для прессования пластиков. Тем самым СНИР жается расход трудовых, материаль-ных и энергетических ресурсов в процессе производства слоистых электроизоляционных материалов. Изобретение может найти применение на предприятиях электротехнической, машиностроительной и других отраслях промышленности в процессе изготовления изделий из стопированных листовых материалов. I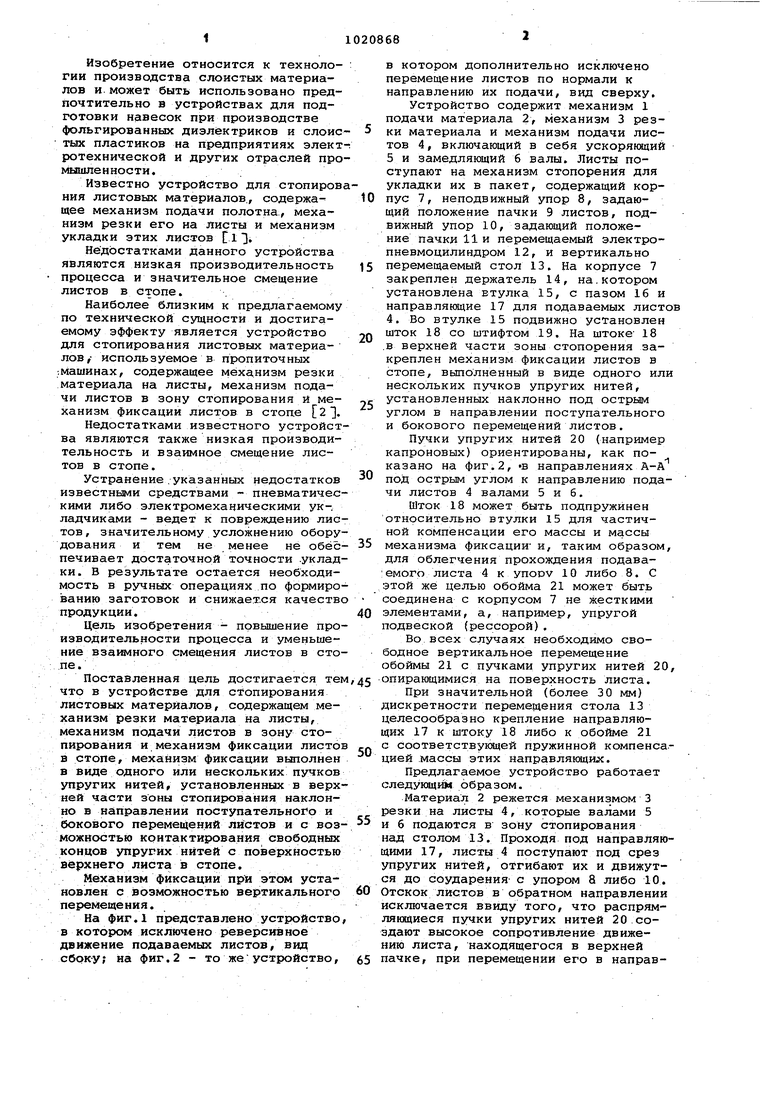
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки стопы листовых заготовок | 1979 |
|
SU789189A1 |
| Устройство для отделения от стопы листовых заготовок и подачи их в зону обработки | 1983 |
|
SU1087232A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Устройство для подачи листа в зону обработки | 1985 |
|
SU1357108A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство для подачи листового материала в зону обработки | 1988 |
|
SU1669619A1 |
| Устройство для отделения верхнего листа от стопы | 1980 |
|
SU884807A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Автоматический комплекс для резки листового проката | 1981 |
|
SU984733A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
1. УСТРОЙСТВО ДЛЯ СТОПИРОВАНИЯ ЛИСТОИК МАТЕРИАЛОВ, содержащее механизм резки материала на листы, .механизм подачи листов в зону стопирования и механизм фиксации листов в стопе, о тл. ича.юще е с я тем, что,с целью повышения производительности процесса и уменьшения взаимного смещения листов в стопе, механизм фиксации выполнен в виде одного или нескольких П5чков упругих нитей, установленных в верхней части зоны стопирования наклонно в направлении поступательного и бокового перемещений листов с возможностью контактирования свободных концов упругих нитей с поверхностыб верхнего листа в стопе. О) 2. Устройство по П.1, отличающееся тем, что механизм фиксации установлен с возможностью вертикального перемещения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Н , 156/523, опублик | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шалун Г.Б | |||
| и Суржёнко Е.М | |||
| Слоистые пластики | |||
| Химия , 1978, С4124-1-27 (прототип). | |||
