Изобретение относится к обрабо е металлов давлением, в частности к средствам механизации и автоматизации листош- тамповочного производства, и может быть использовано для отделения листовых заготовок от стопы и их подзчи к гильотинным ножницам.
Цель изобретений - повышзние производительности.
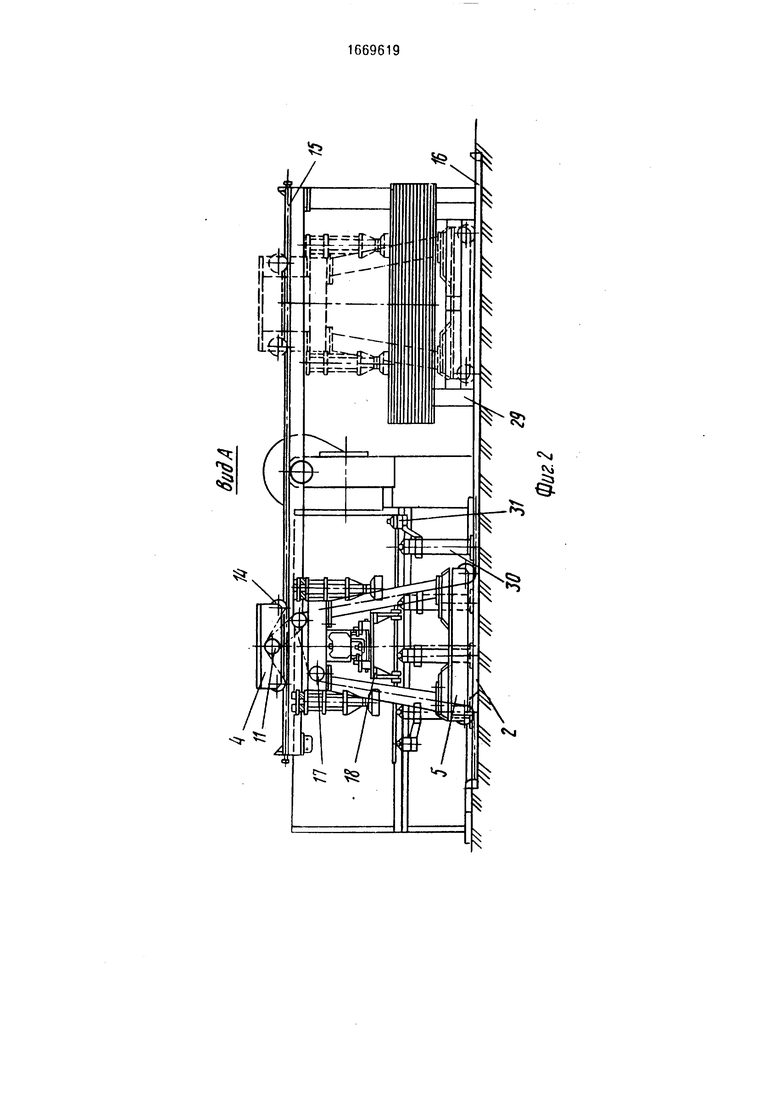
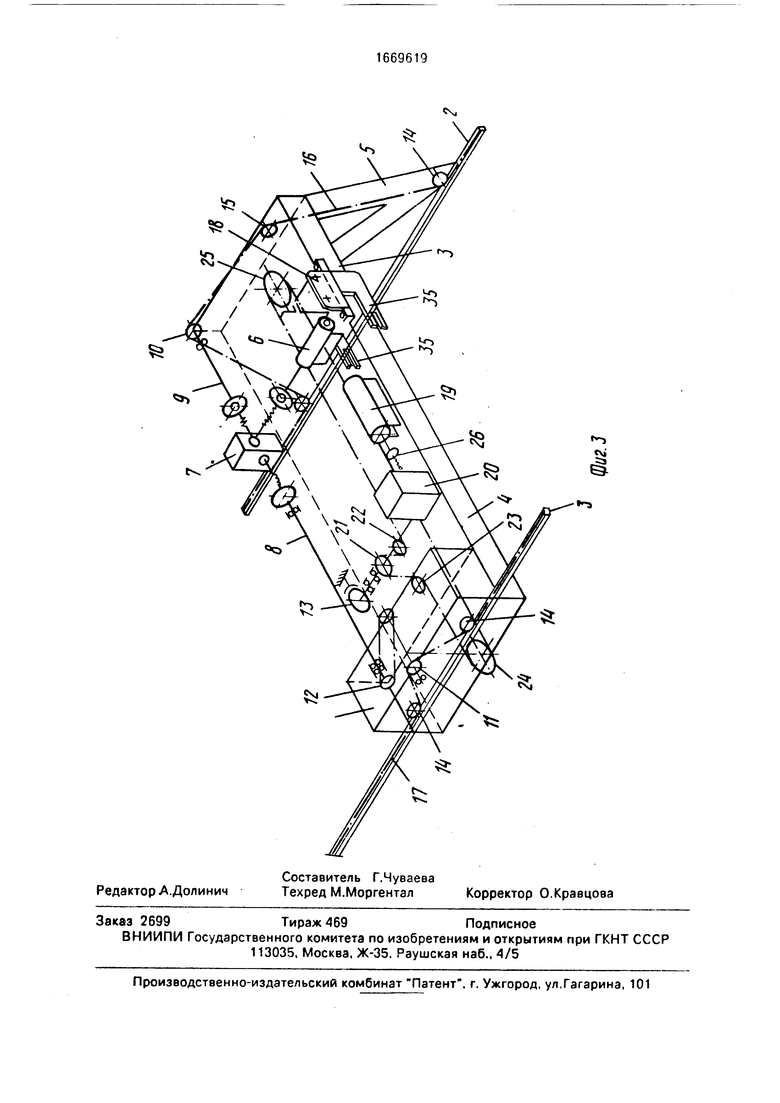
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на ф/., 1; на фиг,
3- кинематическая схема основных узлов.
Устройство для подачи листового материала в зону обработки содержит гильотинные ножницы 1 с фронтальной поверхностью, направляющие 2 и 3, одна из которых смонтирована на фундаменте, а другая 3 - на фронтальной поверхности гильотинных ножниц 1, раму, выполненную в виде основания 4, расположенного над расположенной на ножницах направляющей 3, и опоры 5, смонтированной на фундаменте направляющей 2, На основании
4рамы расположен привод перемещения рамы, состоящий из электродвигателя 6, редуктора 7 с двумя выходными валами 8 и 9, связанными с приводными звездочками 10, 11, расположенными на установленных над направляющими концах рамы неприводныхзвездочек 12-15, часть из которых смонтирована на ходовых колесах рамы, а также двух охватывающих звездочки цепей 16, 17, жестко связанных своими концами с соответствующими направляющими.
Устройство снабжено средством для подачи материала в зону реза в виде подающей каретки 18, смонтированной на раме средства для перемещения материала привод которой расположен на основании 4 рамы, состоит из электродвигателя 19, редуктора 20, на выходном валу которого установлена приводная звездочка 21, непривсдных звездочек 22-25 и цепи 26, охватывающей звездочки.
К боковым сторонам основания 4 рамы прикреплены пневматические цилиндры 27 подъема и опускания листов с электромагнитами или присосками 28, закрепленными на них штоками. Для укладки стоп листового материала имеется приемный стол 29, а для укладки отдельных листов на линии подачи - вертикальные стойки 30, на некоторых из них установлены боковые упоры 31.
На передней части основания 4 рамы установлен привод узла периодической
0 фиксации и расфиксации рамы относительно гильотинных ножниц, состоящий из пневмоцилиндра 3 с захватом 33, взаимодействующим с планками 34, жестко установленными на гильотинных ножницах.
5 Подающая каретка 18 жестко соединена с цепью 26 и снабжена захватами 35, захватывающими материал под воздействием пневмоцилиндров 36.
Устройство работает следующим обра0 зом.
В исходном положении рама устройства подачи находится у ножниц на позиции подачи материала. Исходная пачка листов размещается на приемном столе 29.
5 Электромагниты или пневмоприсоски 28 под воздействием пневмоцилиндров 27 приподняты вверх, а подающая каретка 18 отведена в крайнее правое положение. По команде оператора включается электро0 двигатель 6 привода перемещения рамы, вращение которого через редуктор 7, валы 8, 9, звездочки 12, 13 передается на приводные звездочки 10, 11, взаимодействующие с цепями 16,17,что приводит к
5 поступательному перемещению рамы с позиции подачи на позицию захвата листов. На этой позиции происходит опускание электромагнитов или пневмоприсосок 28 до их соприкосновения с верхним листом исход0 ной пачки. После включения электромагнитов 28 производится подъем верхнего листа под воздействием цилиндров 27 и включением электродвигателя 6 рама с листом перемещается на исходную позицию,
5 после чего под воздействием пневмоцилиндров 27 лист опускается на вертикальные стойки 30, затем рама перемещается на заданное расстояние вправо до момента соприкосновения листа с боковыми упорами 31. Таким образом, осуществляется ориентация листа по боковой кромке, после чего для обеспечения необходимой точности отрезаемых от листового материала заготовок под воздействием пневмоцилиндра 32 посредством захвата 33 и планок 34 происходит жесткая фиксация рамы. Затем по команде оператора или систем управления включается электродвигатель 19, который через редуктор 20, приводную звездочку 21 промежуточные звездочки 22-25 и цепь 26 передает движение подающей каретке 18 с установленными на ней захватами 35, которые под воздействием пневмоцилиндра 36 захватывают лист. После захвата листа электромагниты 28 обесточиваются и производится их подъем пневмоцилиндрами 27. По команде систем управления производится подача листового материала, в зону резки гильотинных ножниц, где производится его порезка на заданные размеры. Технологический остаток удаляется из захватов 35 после их раскрытия, после чего каретка 18 возвращается в исходное положение. Далее цикл повторяется. Формула изобретения 1. Устройство для подачи листового материала в зону обработки, содержащее гильотинные ножницы, смонтированные на фундаменте, средство для перемещения материала с приемного стола в зону подачи в виде двух направляющих, смонтированной на них приводной рамы с ходовыми колесами для взаимодействия с направляющими и с захватными элементами , а также средство для подачи материала в зону реза в виде подающей каретки, смонтированной с возможностью возвратно-поступательного перемещения перпендикулярно плоскости реза гильотинных
ножниц, отличающееся тем, что, с целью повышения производительности. одна из направляющих смонтирована на фронтальной поверхности ножниц в верхней ее части, а другая - на фундаменте.
при этом рама выполнена в виде основания, размещенного над расположенной на ножницах направляющей, и опоры, смонтированной на расположенной над установленной на фундаменте направляющей стороне рамы, направляющие размещены параллельно плоскости реза, а средство для подачи материала в зону реза смонтировано на раме средства для перемещения материала с приемного стола в
зону подачи.
2.Устройство поп. 1,отличающее- с я тем, что привод перемещения рамы выполнен в виде смонтированных на ней электродвигателя, редуктора с двумя выходными валами, связанными с приводными звездочками, расположенными на установленных над направляющими концах рамы, неприводных звездочек, часть из которых смонтирована на ходовых колесах рамы, а
также двух охватывающих звездочки цепей, жестко связанных своими концами с соответствующими направляющими рамы.
3.Устройство по п. 1,отличающее- с я тем, что оно снабжено узлом периодической фиксации и расфиксации рамы относительно гильотинных ножниц.
Nj
I
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1424999A1 |
| Автоматический комплекс для резки листового проката | 1981 |
|
SU984733A1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |
| Устройство сортировки листовых заготовок | 1985 |
|
SU1418006A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Устройство для резки листового материала | 1987 |
|
SU1505684A1 |
| Установка для резки листового проката | 1985 |
|
SU1355386A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1975 |
|
SU566430A1 |
| Установка для резки листового материала | 1987 |
|
SU1433661A2 |
Изобретение относится к обработке металлов давлением, в частности к средствам механизации и автоматизации листоштамповочного производства, и может быть использовано для отделения листовых заготовок от стопы и их подачи к гильотинным ножницам. Цель изобретения - повышение производительности. Устройство содержит гильотинные ножницы 1, средство для перемещения материала с приемного стола 29 в зону подачи, приводную раму в виде основания 4 и опоры 5, средство для подачи материала в зону реза, направляющие, одна из которых смонтирована на ножницах, а другая - на фундаменте, узел периодической фиксации и расфиксации рамы относительно гильотинных ножниц. Захваты 33 жестко фиксируют раму, а каретка 18 с установленными на ней захватами 35 подает лист в зону резки гильотинных ножниц 1. Остаток удаляется из захватов 35 после их раскрытия. 2 з.п.ф-лы, 3 ил.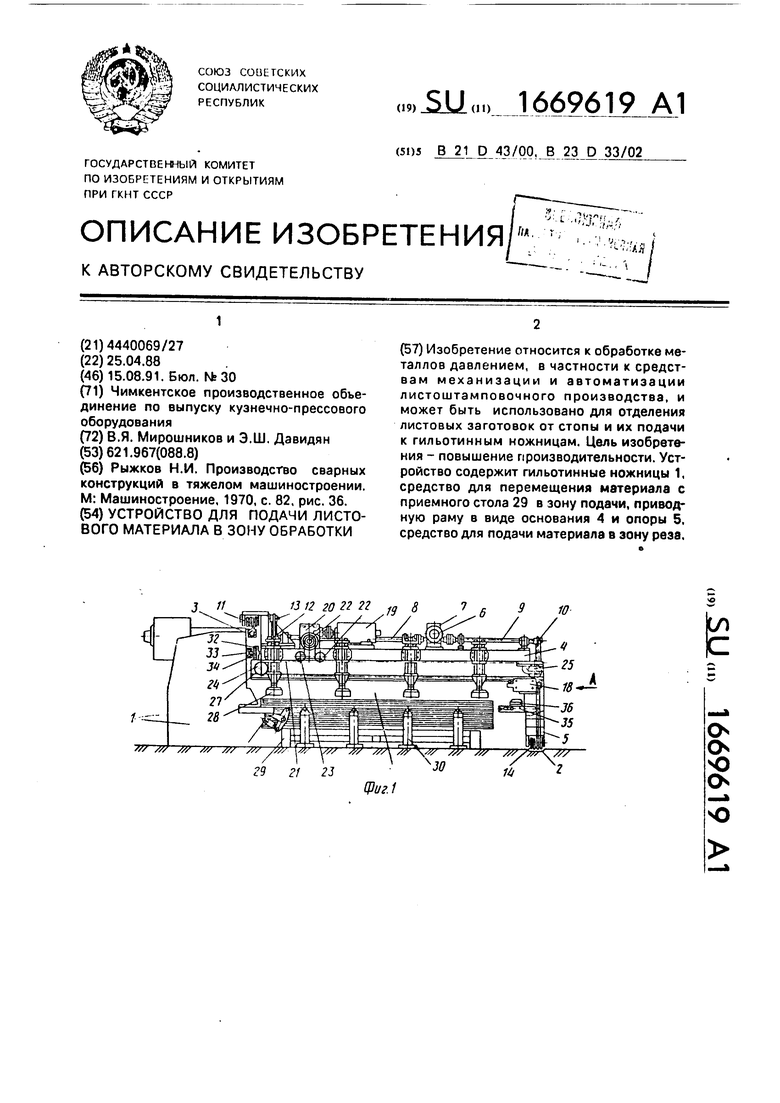
| Рыжков Н.И | |||
| Производство сварных конструкций в тяжелом машиностроении | |||
| М: Машиностроение, 1970, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
