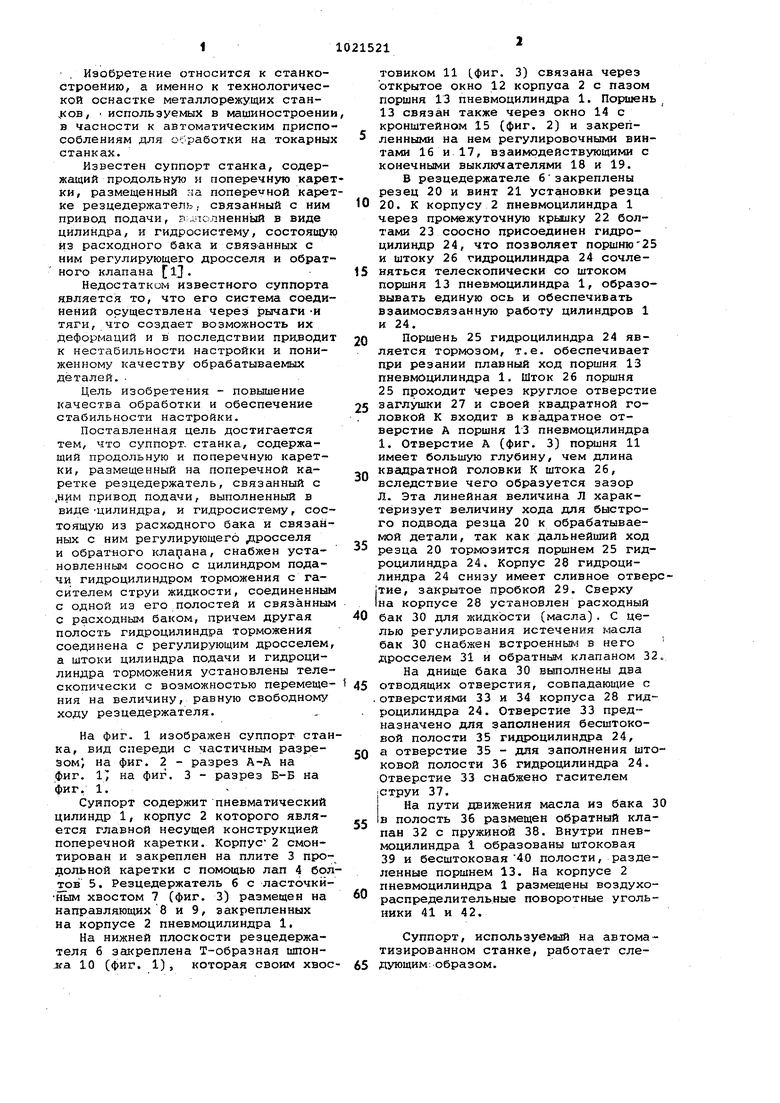
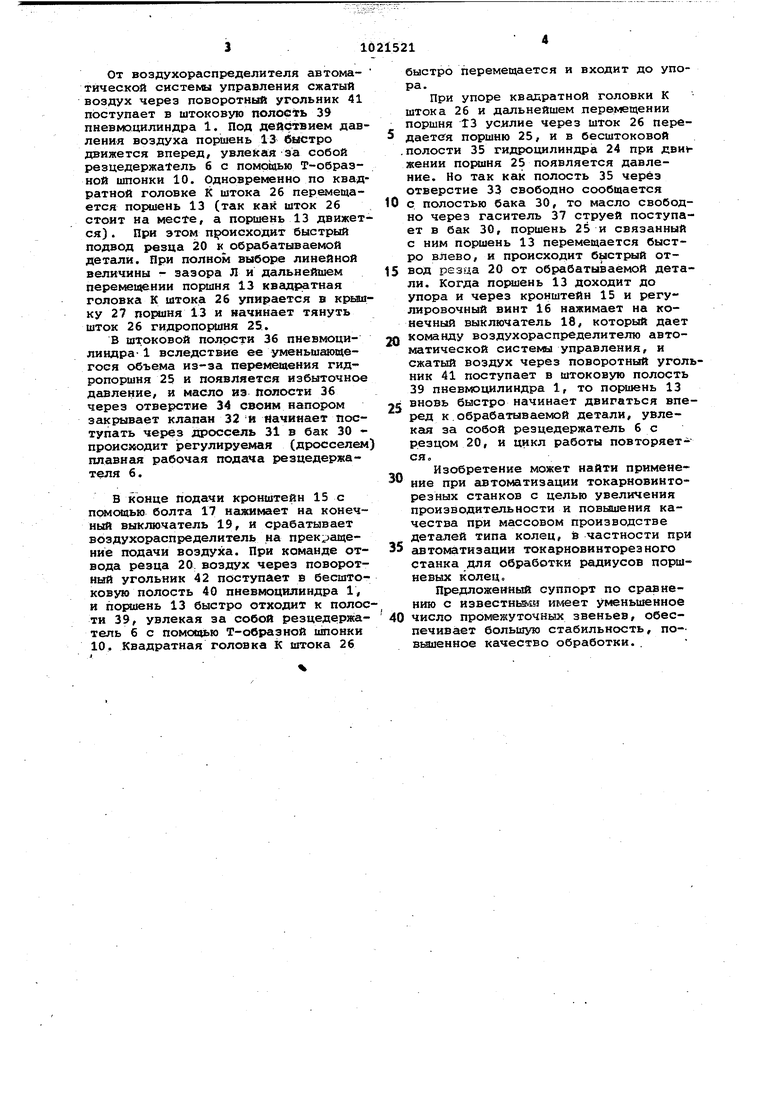
, Изобретение относится к станкостроению, а именно к технологической оснастке металлорежущих стан,ков, используемых в машиностроени в Часности к автоматическим приспо соблениям для обработки на токарны станках. Известен суппорт станка, содержащий продольную и поперечную каре ки, размещенный на поперечной каре ке резцедержатель,, связанный с ним привод подачи, э .;полненный в виде цилиндра, и гидросистему, состоящу из расходного бака и связ-анных с ним регулирующего дросселя и обрат ного клапана ij. Недостатком известного суппорта является то, что его система соеди нений осуществлена через рычаги-и тяги, что создает возможность их деформаций и в последствии приводи к нестабильности настройки и пониженному качеству обрабатываемых деталей.. Цель изобретения - повышение качества обработки и обеспечение стабильности настройки. Поставленная цель достигается тем, что суппорт, станка, содержащий продольную и поперечную каретки, размещенный на поперечной каретке резцедержатель, связанный с ,ним привод подачи, выполненный в видеЦилиндра, и гидросистему, сос тоящую из расходного бака и связан ных с ним регулирующего хросселя и обратного кла11ана, снабжен установленным соосно с цилиндром подачи гидроцилиндром торможения с гасителем струи жидкости, соединенньЗ с одной из его полостей и связанным с расходным баком, причем другая полость гидроцилиндра торможения соединена с регулирующим дросселем а штоки цилиндра подачи и гидроцилиндра торможения установлены теле скопически с возможностью перемеще ния на величину, равную свободному ходу резцедержателя. На фиг. 1 изображен суппорт стан ка, вид спереди с частичным разрезом, на фиг. 2 - разрез А-А на фиг. 17 на фиг. 3 - разрез Б-Б на фиг. 1.Суипорт содержит пневматический цилиндр 1, корпус 2 которого является главной несущей конструкцией поперечной каретки. Корпус 2 смонтирован и закреплен на плите 3 продольной каретки с помощью лап 4 бол тов 5. Резцедержатель б с ласточкйным хвостом 7 (фиг. 3) размещен на направляющих 8 и 9, закрепленных на корпусе 2 пневмоцилиндра 1. На нижней плоскости резцедержателя б закреплена Т-образная шпонjra 10 (фиг. 1) , которая своим хвос тоником 11 (фиг. 3) связана через открытое окно 12 корпуса 2 с пазом поршня 13 пневмоцилиндра 1. Поршень 13 связан также через окно 14 с кронштейном 15 (фиг. 2) и закрепленными на нем регулировочными винтами 16 и 17, взаимодействующими с конечными выключателями 18 и 19. В резцедержателе бзакреплены резец 20 и винт 21 установки резца 20. К корпусу 2 пневмоцилиндра 1 через промежуточную крышку 22 болтами 23 соосно присоединен гидроцилиндр 24, что позволяет поршню25 и штоку 26 гидроцилиндра 24 сочленяться телескопически со штоком поршня 13 пневмоцилиндра 1, образовывать единую ось и обеспечивать взаимосвязанную работу цилиндров 1 и 24. Поршень 25 гидроцилиндра 24 является тормозом, т.е. обеспечивает при резании плавный ход поршня 13 пневмоцилиндра 1. Шток 26 поршня 25 проходит через круглое отверстие заглушки 27 и своей квадратной головкой К входит в квадратное отверстие А поршня 13 пневмоцилиндра 1. Отверстие А (фиг. 3) поршаня 11 имеет большую глубину, чем длина квадратной головки К штока 26, вследствие чего образуется зазор Л. Эта линейная величина Л характеризует величину хода для быстрого подвода резца 20 к обрабатываемой детали, так как дальнейший ход резца 20 тормозится поршнем 25 гидроцилиндра 24. Корпус 28 гидроцилиндра 24 снизу имеет сливное отверсТие, закрытое пробкой 29. Сверху на корпусе 28 установлен расходный бак 30 для жидкости (масла). С целью регулирования истечения масла бак 30 снабжен встроенным в него дросселем 31 и обратным клапаном 32 На днище бака 30 выполнены два отводящих отверстия, совпадающие с отверстиями 33 и 34 корпуса 28 гидроцилиндра 24. Отверстие 33 предназначено для заполнения бесштоковой полости 35 гидроцилиндра 24, а отверстие 35 - дня заполнения штоковой полости 36 гидроцилиндра 24, Отверстие 33 снабжено гасителем Струи 37. На пути движения масла из бака 30 в полость 36 размещен обратный клапан 32 с пружиной 38. Внутри пневмоцилиндра 1 образованы штоковая 39 и бесштоковая40 полости, разделенные поршнем 13. На корпусе 2 пневмоцилиндра 1 размещены воздухораспределительные поворотные угольники 41 и 42. Суппорт, используекий на автоматизированном станке, работает следующим: образом.
От воздухораспределителя автоматйческой системы управления сжатый воздух через поворотный угольник 41 поступает в штоковую полость 39 пневмоцилиндра 1. Под действием дав ления воздуха поршень 13 быстро движется вперед, увлекая за собой резцедержатель 6 с помощью Т-образной шпонки 10. Одновременно по квадратной головке К штока 26 перемещается поршень 13 (так как шток 26 стоит на месте, а поршень 13 движется) . При этом п исходит быстрый подвод резца 20 к обрабатываемой детали. При полном выборе линейной величины - зазора Л и дальнейшем переме11 ении поршня 13 квадратная головка К штока 26 упирается в крьааку 27 пориня 13 и начинает тянуть шток 26 гидропорчиня 25.
В штоковой полости 36 пневмоцилиндра- 1 вследствие ее уменьшающегося объема из-за перемещения гидропоршня 25 и появляется избыточное давление, и масло из полости 36 через отверстие 34 своим напором закрывает клапаи 32 й |$ачинает поступать через дроссель 31 в бак 30 происходит регулируемая (дросселем плавная рабочая подача резцедержателя 6.
В конце подачи кронштейн 15 с помощью болта 17 наяшмает на конечный выключатель 19, и срабатывает воздухораспределитель на прекращение подачи воздуха. При команде отвода резца 20. воздух через поворотный угольник 42 поступает в бесштоковую полость 40 пневмоцилиндра 1, и поршень 13 быстро отходит к полости 39, увлекая за собой резцедержатель 6 с помощью Т-образной итонки 10. Квадратная головка К штока 26
быстро перемещается и входит до упора.
При упоре квадратной головки К штока 26 и дальнейшем перемещении поршня 13 усилие через шток 26 передается поршню 25, и в бесштоковой полости 35 гидроцилиндра 24 при дви жении по{ниня 25 появляется давление. Но так как полость 35 через отверстие 33 свободно сообщается с полостью бака 30, то масло свободно через гаситель 37 струей поступает в бак 30, поршень 25 и связанный с ним поршень 13 перемещается быстро влево, и происходит быстрый отвод резца 20 от обрабатываемой детали. Когда поЕшень 13 доходит до упора и через кронштейн 15 и регулировочный винт 16 нажимает на конечный выключатель 18, который дает команду воздухораспределителю автоматической системы управления, и сжатый воздух через поворотный уголник 41 поступает в штоковую полость 39 пневмоцилиндра 1, то поршень 13 вновь быстро начинает двигаться вперед к обрабатываемой детали, увлекая за собой резцедержатель 6с резцом 20, и цикл работы повторяется.
Изобретение может найти применение при автоматизации токарновинторезных станков с целью увеличения производительности и повышения качества при массовом производстве деталей типа колец, в частности при автоматизации токарновинторезного станка для обработки радиусов поршневых колец.
Предложенный суппорт по сраш нению с известньаш имеет уменьшенное число промежуточных звеньев, обеспечивает большую стабильность, по-вышенное качество обработки.
3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обрезки труб | 1985 |
|
SU1287988A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| КАРЕТКА КРУПНОВА | 1972 |
|
SU332923A1 |
| Гидрокопировальный станок | 1988 |
|
SU1690949A1 |
| Копировальное устройство для обработки тел вращения непрерывной формы | 1984 |
|
SU1177139A2 |
| Устройство для автоподналадкииНСТРуМЕНТА | 1979 |
|
SU806369A1 |
| Устройство для вибрационного точения | 1981 |
|
SU982850A1 |
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Устройство для дробления стружки | 1977 |
|
SU722689A2 |
| Устройство для двустороннего нарезания резьбы | 1990 |
|
SU1710232A1 |
СУППОРТ СТАНКА, содержащий продольную и поперечную кареки, раз мещеиный на поперечной каретке резце держа-гель, связанный с ним привод подачи, выполненный в виде цилиндра, и гидросистему,, состоящую из расходого бака и связанных : ним регулирующего дросселя и обратного клапана, отличающийся тем, что, с целью повышения качества обработки и обеспечения стабильности настройки, он .снабжен установленным соосно с цилиндром подачи гидроцилиндром торможения с гасителем струи жидкости, соединенным с одной из его полостей и связанным с расходным баком, причем другая, полость гидроцилиндра торможения соединена с регулирующим дросселем, а штоки цилиндра подачи и гидроцилиндра торможения установлены телескопически с возможностью перемещения на величину, равную свободному ходу резцедержателя.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СУППОРТ ТОКАРНОГО АВТОМАТА | 0 |
|
SU395186A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
