V
W 9 ////M7/.
НН $IS; tiNiiN
S
О э
«/
/
СП
00
со
ФVf.f
Изобретение относится к ультразвуковой сварке деталей, преимущественно малых толщин и сечений, и может быть использовано в производстве изделий электронной и приборостроительной промышпенностей, например, при изготовлении вакуумных катодолюминесцентных индикаторов.
Известен способ соединения деталей из разнородных материалов с использованием ультразвуковой сварки, заключающийся в том, что. свариваемые детали укладывают друг на друга и производят сварку С t .,
Недостаток этого способа заключается в том, что многие сочетания материалов не свариваются ультразвуком друг с другом непосредственно, хотя такое соединение является необходимым для ряда изделий.
Целью изобретения является расширение технологических возможностей путем обеспечения соединения деталей из материалов непосредственно не свариваемых друг с другом.
Пост.авленная цель достигается тем, что согласно способу соединения деталей из разнородных материалов с использованием ультразвуковой сварки, заключающемуся в том, что свариваемые детали укладывают друг на друга и производят сварку, перед сваркой в верхней, детали на участке ее соединения, с нижней выполняк т сквозные отверстия и располагают аа ней в этой зоне материал, сваривакицийся ультразвуковой сваркой с материалом нижней детали. , , На фиг.1йано схематическое изображение вааимЯого положения соединяёмых деталей до сварки/ на фиг.2 схематическое изображение деталей катодолюминесцентного индикатора , соединенных предлагаемым способом
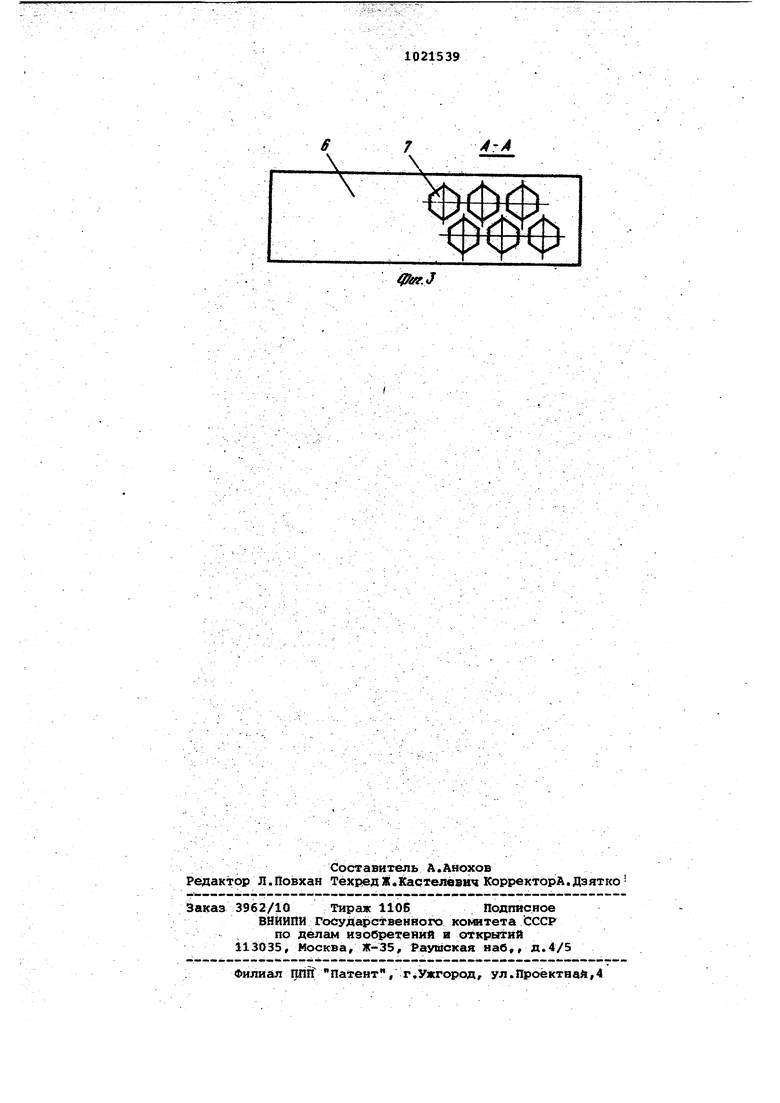
(пример исполнения / на фиг.З сечение А-Л на фиг.2.
Способ осуществляют следующим образом.
Деталь 1 с предварительно сделанными сквозными отверстиями 2 кладут на вторую соединяемую деталь 3, затем закрывают отверстия в .зоне соединения материалом 4, свариваемым ультразвуком с материалом детали 3, и располагают над зоной соединения сварочный инструмент 5.
Во время сварки под действием ультразвуковых колебаний часть материала 4 проникает через сквозные отверстия 2 детали 1, имеющиеся в зоне соединения, и сваривается с материалом второй соединяемой деталк 3. По окончании действия ультразвуковьис колебаний деталь 1 оказывается надежно соединенной со второй соединяемой деталью 3.
Количество сквозных отверстий в соединяемых деталях, диаметр и форма их определяются в каждом конкретном случае конструктивными и технологическими требованиями.
Прим е р. При изготовлении катодолюминесцентного индикатора никелевую сетку 6, имекадую шестигранные отверстия 7, располагают на напыленном слое алюминия 8 стеклянной платы 9, затем в зоне соединения накладывают на сетку б алюминиевую проволоку 10 и произволят ультразвуковую сварку.
В результате действия ультразву;ковых колебаний материал алюминиевой проволоки 10, заполнив отверстия 7, ; соединяется со слоем алюминия 8, обеспечив тем са№1м надежное соединение сетки с контактной площадкой. Эффект по сравнению с прототипом, принятым в качестве базового объекта, заключается в возможности соединять практик чески любые разнородные материалы.
/ / // // // у.
9
// // f/ / .5
г
V
4-А
Л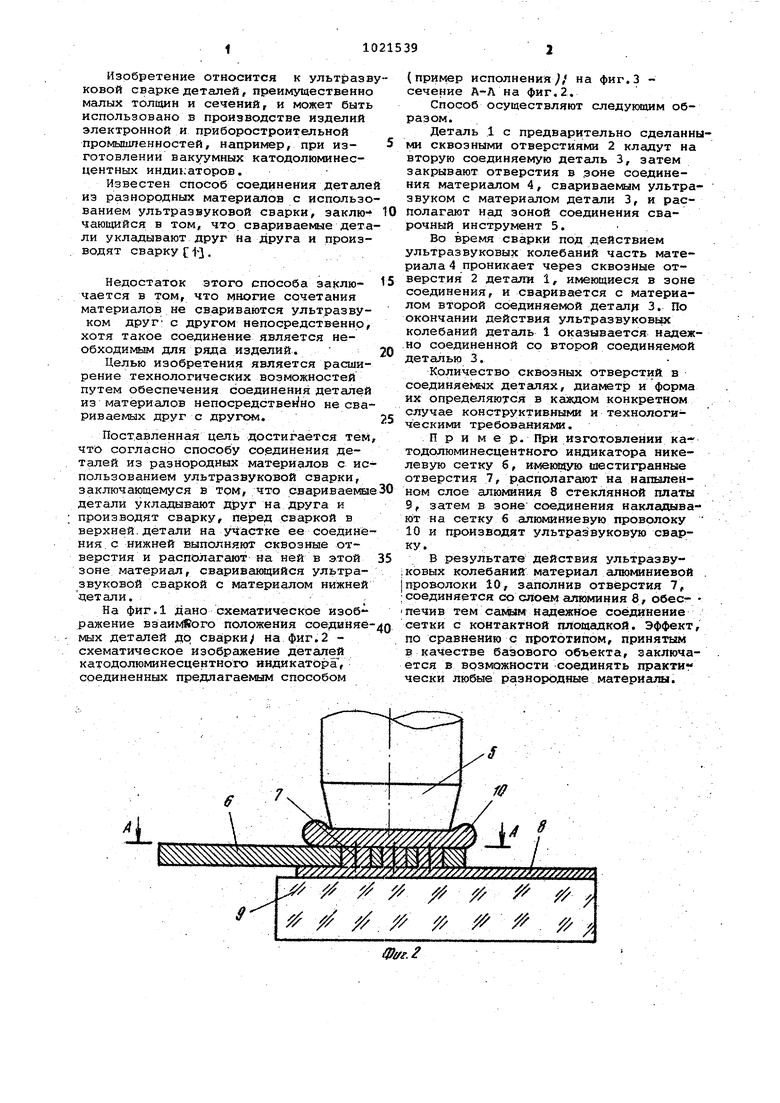
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ АНИЗОТРОПНОГО ПИРОЛИТИЧЕСКОГО ГРАФИТА С ДЕТАЛЯМИ ИЗ МОЛИБДЕНА МЕТОДОМ ЛАЗЕРНОГО ЗАКЛЁПЫВАНИЯ | 2024 |
|
RU2841566C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ С УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2015 |
|
RU2616313C1 |
| Способ диффузионной сварки корундовой керамики с немагнитной сталью | 2023 |
|
RU2813034C1 |
| Способ стыковой ультразвуковой сварки деталей из полимерных материалов | 1987 |
|
SU1512802A1 |
| Способ сварки материалов в ультразвуковых полях и устройство, его реализующее | 2022 |
|
RU2789411C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2014 |
|
RU2573462C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КОРПУСА ЭЛЕКТРОННОГО ПРИБОРА | 2002 |
|
RU2233568C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ С НЕМЕТАЛЛАМИ МЕТОДОМ ЭЛЕКТРИЧЕСКИ ВЗРЫВАЕМЫХ ПРОСЛОЕВ В ВАКУУМЕ | 2012 |
|
RU2516204C2 |
| КОНТАКТНЫЕ СОЕДИНИТЕЛЬНЫЕ ВЫВОДЫ ДЛЯ ЭЛЕКТРОДОВ НА ОСНОВЕ ЛИТИЯ | 2012 |
|
RU2598647C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2109634C1 |
СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ с исполь3OBcRiHeM ультразвуковой сварки, заключающийся в том, что свариваемые детали укладывают друг на друга и производят сварку, о т л и.ч а ющ и и с я тем, что, с целью расширения технологических возможностей . путем обеспечения соединения деталей из материалов непосредственно не сваривaei«ix друг с другом перед сваркой в верхней детали на участке ее соединения с нижней выполняют сквозные отверстия и располагают на ней в этой зоне материал, сваривающийся ультразвуковой сваркой с материалом нижней детали.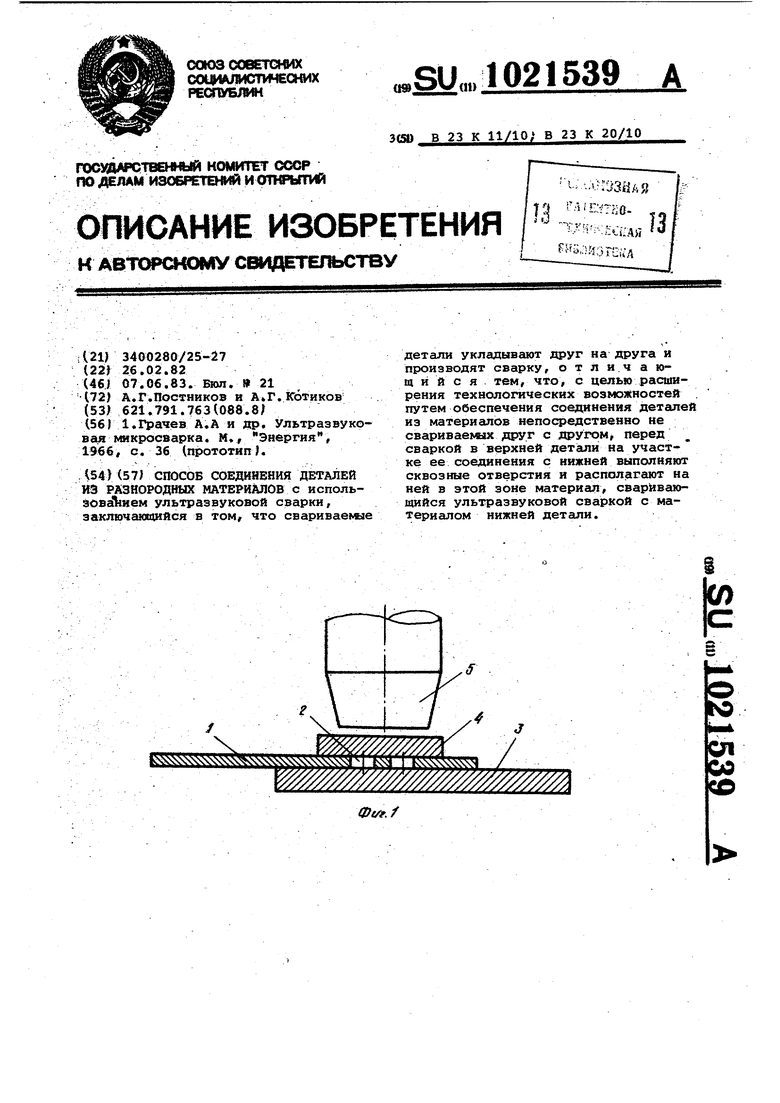
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ультразвуковая микросварка | |||
| м., Энергия, 196€, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
