Изобретение относится к области сварки пластмасс, а именно к способам стыковой сварки ультразвуком деталей из термопластичных полимерных материалов.
Цель изобретения - повышение прочности сварного соединения за счет интенсивного перемешивания расплава.
На чертеже изображена схема, иллюст- рируюш,ая предлагаемый способ.
Способ стыковой ультразвуковой сварки деталей из полимерных материалов заключается в следуюш.ем.
Сваривают детали I и 2 встык. Деталь 1 укладывают в опору 3 и опирают на упор 4, затем к ней на расстоянии FI от места сварки подводят волновод 5 для ввода тангенциальных ультразвуковых колебаний. Деталь 2 устанавливают в опору 6 на расстоянии 2 от места ввода нормальных ультразвуковых колебаний. Через волновод 7 к свариваемым деталям прикладывают статическое давление РОТ- После чего в зону соединения одновременно вводят нормальные ультразвуковые колебания
со стороны детали 2 через волновод 7 и тангенциальные ультразвуковые колебания со стороны детали I через волновод 5, вырабатываемые ультразвуковыми генераторами (УЗГ).
При пропускании ультразвука через свариваемые детали на границе раздела соединяемых поверхностей от действия нормальных и тангенциальных колебаний возникают поперечные сдвиги вследствие наложения друг на друга продольных и поперечных волн.
Пример. Сваривают детали из различных полимерных материалов, имеющих значительные показатели коэффициента затухания амплитуды колебаний, например, дакрил, сэвилен, вилам и композит (да- крилполистирол блочный).
Фиксацию детали I осушествляют с помощью гнездовой опоры 3 и упора 4, который выполняет роль прижима детали I к волноводу 5. Ультразвуковые колебания пропускают через свариваемые детали I и 2 при помощи волноводов 5 и 7, причем со стороны детали 1 в зону соесл
сд tc
СХ)
о
1C
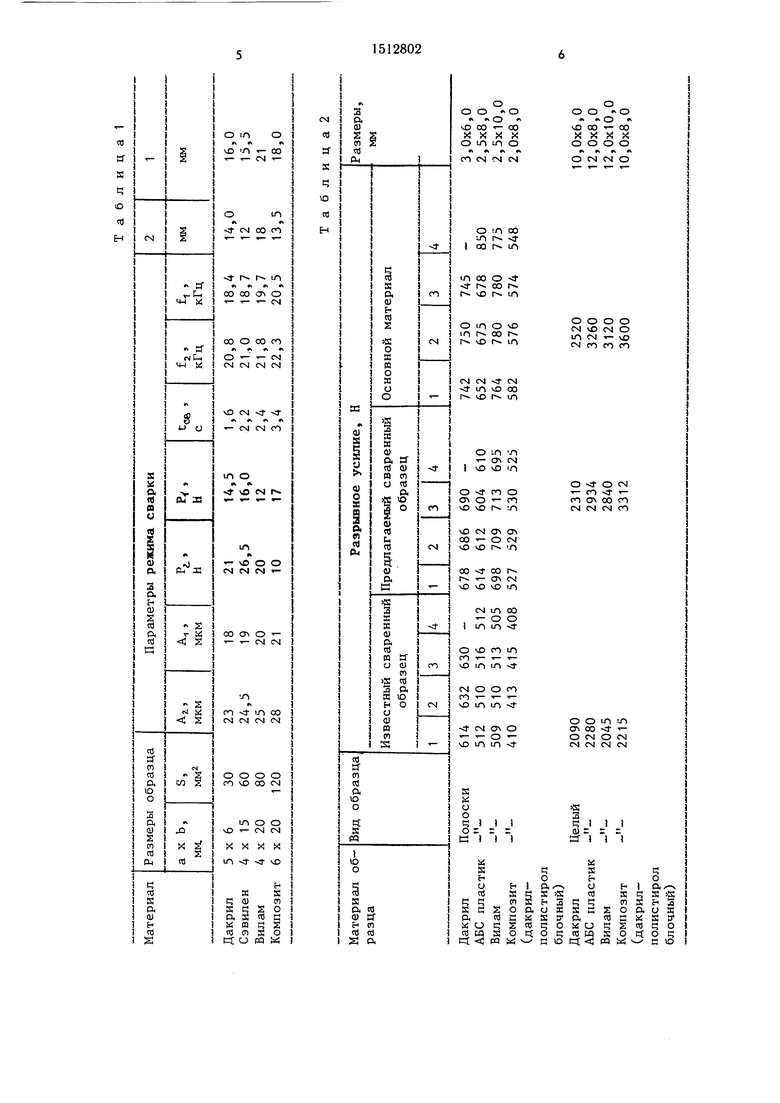
динения вводят тангенциальные ультразвуковые колебания, а со стороны детали 2 - нормальные ультразвуковые колебания. Расстояния { и 2 от волновода 5 до места сварки и от опоры 6 до места вво- да нормальных ультразвуковых колебаний (волновода 7) соответственно, а также режимы сварки устанавливают в зависимости от марки свариваемых материалов (см. таблицу 1).
Для выяснения характера распределения температур в процессе сварки по всему сварному шву проведено термографи- рование. Эксперимент проводился с использованием свето-лучевого осциллографа HI 17 и хромель-копелевых термопар 0,15 мм.
Установлено, что вследствие наложения друг на друга нормальных и тангенциальных колебаний в сварочной зоне происходит интенсивное перемешивание расплава, что обуславливает равномерное распре- деление температур по всему сварному шву.
Сваренные образцы испытывают на прочность по двум схемам.
1.Сварной образец рассекается на рав- ные полоски, каждая из которых испытывается на растяжение. Прочность всех испытанных образцов практически одинакова и составляет 96% от прочности основного материала (см. табл. 2).
2.Сварное соединение испытывается на прочность по схеме одноосного растяжения. Прочность сварных соединений составляет
92% от прочности основного материала (табл. 2).
Герметичность сварных соединений определяется следуюшим образом. Сваренный образец погружается в сосуд с водой. Через штуцер внутрь изделия закачивается с помощью компрессора воздух. Внутри изделия создается давление 2 атм. По наличию пузырьков воздуха в сосуде определяется имеет ли место утечка воздуха через сварной шов.
По традиционной схеме сварки герметичность образцов нарушается при давлении 0,8 атм внутри изделия.
В образцах, сваренных по предлагаемому способу, герметичность сохраняется при давлении внутри изделия до 2,2 атм.
Формула изобретения
Способ стыковой ультразвуковой сварки деталей из полимерных материалов, включающий сдавливание соединяемых деталей статическим давлением и ввод в зону соединения тангенциальных ультразвуковых колебаний со стороны одной из деталей, отличающийся тем, что, с целью повышения прочности сварного соединения за счет интенсивного перемешивания расплава, одновременно с вводом в зону соединения тангенциальных ультразвуковых колебаний со стороны одной из деталей осуществляют ввод ультразвуковых колебаний, нормальных к плоскости соединения, со стороны второй детали.
кузгл
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой сварки деталей из полимерных материалов | 1989 |
|
SU1682201A1 |
| Способ ультразвуковой сварки полимерных материалов | 1985 |
|
SU1321596A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2109634C1 |
| Способ ультразвуковой стыковой сварки деталей из полимерных материалов | 1988 |
|
SU1669749A1 |
| Способ стыковой сварки деталей из полимерных материалов | 1984 |
|
SU1245442A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ С УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2015 |
|
RU2616313C1 |
| Способ ультразвуковой сварки пластмассовых деталей кольцевыми швами | 1980 |
|
SU876473A1 |
| Способ герметизации отверстий в корпусных деталях пленочными диафрагмами | 1988 |
|
SU1641637A1 |
| Способ ультразвуковой сварки полимерных материалов | 1978 |
|
SU710818A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ | 2010 |
|
RU2465138C2 |

Изобретение относится к области сварки пластмасс, а именно к способам стыковой сварки ультразвуком деталей из термопластичных полимерных материалов. Цель - повышение прочности сварного соединения за счет интенсивного перемешивания расплава. Для этого в способе стыковой ультразвуковой сварки деталей из полимерных материалов одновременно с вводом в зону соединения тангенциальных ультразвуковых колебаний со стороны одной из деталей осуществляют ввод ультразвуковых колебаний, нормальных к плоскости соединения, со стороны другой детали. 1 ил.
| Способ стыковой сварки деталей из полимерных материалов | 1984 |
|
SU1245442A1 |
| Солесос | 1922 |
|
SU29A1 |
| Волков С | |||
| С | |||
| и др | |||
| Сварка пластмасс ультразвуком | |||
| М.: Химия, 1986, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
