Изобретение относится к экструзио ньюл прессам для изготовления многопустотных древесностружечных плит и может быть применено в деревообрабатывающем машиностроении. Известен экструэионный пресс для изготовления многопустот ных плит включаюцщй механизм дозирования пресс-массы, направляющие устройст:ва, нагревательные плиты, коллектор с цилиндрическими пустотообразователями, дистанционные планки, пуансон и привод Cl. Однако конструкция известного пресса не обеспечивает высокой прочности плит при растяжении и сжатии перпендикулярно пласти. Цель изобретения - повышение проч ности многопустотных плит при растяжении и сжатии перпендикулярно пласти,. Поставленная цель достигается тем что цилиндрические пустотообразователи имеют продольные фаски, выполненные на диаметрально противоположных поверхностях со стороны образования перемычек плиты. . На фиг. 1 изображен экструзионный пресс, продольный разрез; на фиг. 2 экструзионный пресс, поперечный разрез . Пресс содержит дозирующий механиз 1, боковые направляющие 2, нагревательные плиты 3, дистанционные планки 4, Пуансон 5, коллектор б с пусто тообразователями 7, снабженными внут рениими .трубами 8. Пустотообразователи 7 имеют продольное фаски 9, выполненные на диаметрально противоположных поверхностях со сто|эоны обра зования перемычек плиты. Пресс работает следующим образом. Пресс-массу дозирующим механизмом 1 подают по боковым направляющим 2 в формирующий канал, образованный нагревательными плитами 3, дистан- ционными планками 4 и пустотообраэователями 7. Под действием давления, создаваемого пуансоном 5, и тепла от нагревательных плит 3 и от наружных поверхностей пустотообразо-. вателей 7 из канала пресса непрерывной лентой выходит сформированная древесностружечная плита. Пустотообразователи прогреваются теплоносителем, поступающим через коллектор б в пространство между пустото- образователями 7 и внутренними трубами 8. Выполнение пустотообразова - телей 7 с продольными фасками 9 обеспечивает формирование более утолщенных перемычек в многопустотной плите. . Предлагаемая конструкция пресса обеспечивает повышение прочности плит при растяжении и сжатии перпендикулярно пласти приблизительно на 20-30%, так как для многопустотных плит толщиной, например, 100 мм величина перемычек увеличивается до 12-13 мм (при наличии фасок глубиной 1-1,5 мм). Величина перемычек многопустотных плит, .полученных на njpeccax известной конструкции, составляет 10 мм. .Экономический зффект при выполнении на пустотообра.зователях фасок глубиной 1,5 мм iсоставляет 165 тыс. руб. на годовую 1программу выпуска плит в 65 тыс. м.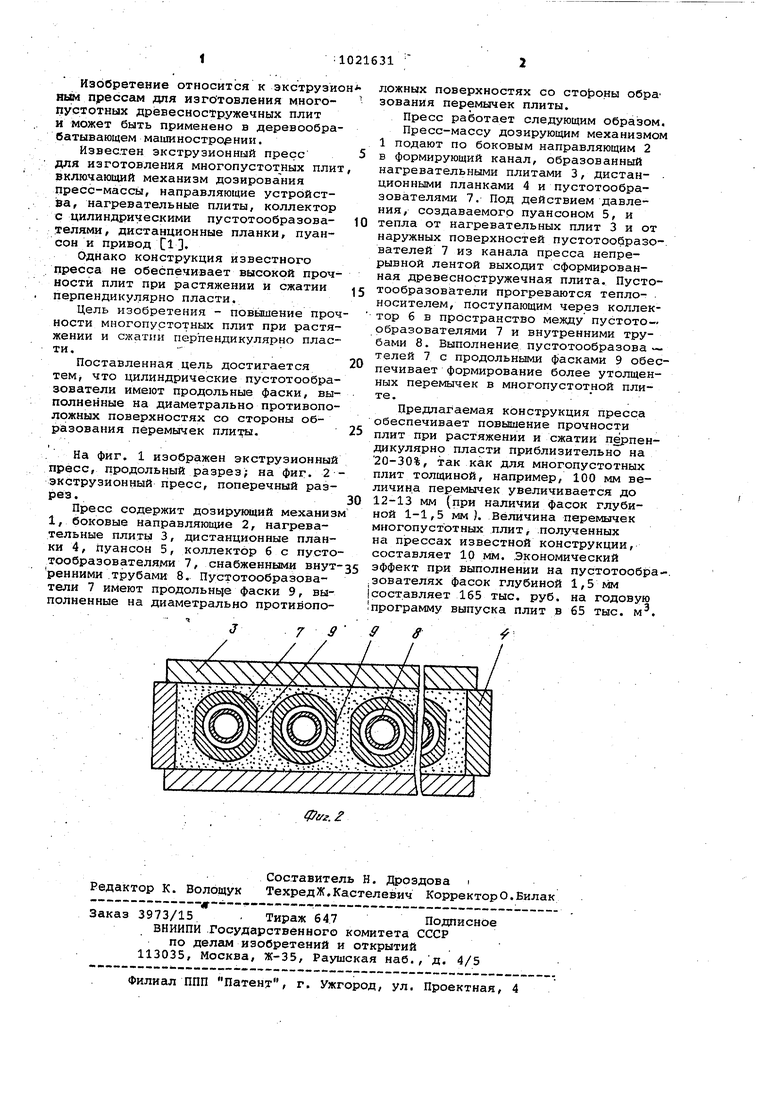
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионный пресс для изготовления многопустотных древесностружечных плит | 1986 |
|
SU1445969A1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| ПРЕСС ЭКСТРУЗИОННЫЙ | 1972 |
|
SU421535A1 |
| Пресс экструзионный для изготовления древесностружечных плит | 1982 |
|
SU1070026A1 |
| Коллектор к экструзионному прессу | 1975 |
|
SU518372A1 |
| Экструзионный пресс | 1982 |
|
SU1096129A1 |
| Экструзионный пресс | 1981 |
|
SU1006272A1 |
| Экструзионный пресс | 1979 |
|
SU793809A1 |
| Экструзионный пресс | 1973 |
|
SU443785A1 |
| Экструзионный пресс | 1975 |
|
SU518375A1 |
ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ .МНОГОПУСТОТНЫХ плит, соBCEC0B3 -j5 I ц ,5.. . i ьи т:Ш(, I .J держащий механизм дозирования прессмассы, направляющие устройства, нагревательные -плиты, коллектор с цилиндрическими пустотообраэователями, дистанционные планки, пуансон и привод, отличающийся тем, что, с целью повышения прочности многопустотных плит при растяжении и сжатии перпендикулярно пласти, цилиндрические пустотообразователи имеют продольные фаски, выполненные на диаметрально противоположных поверхностях со стороны образования перемычек плит. (Л 1чЭ ф 00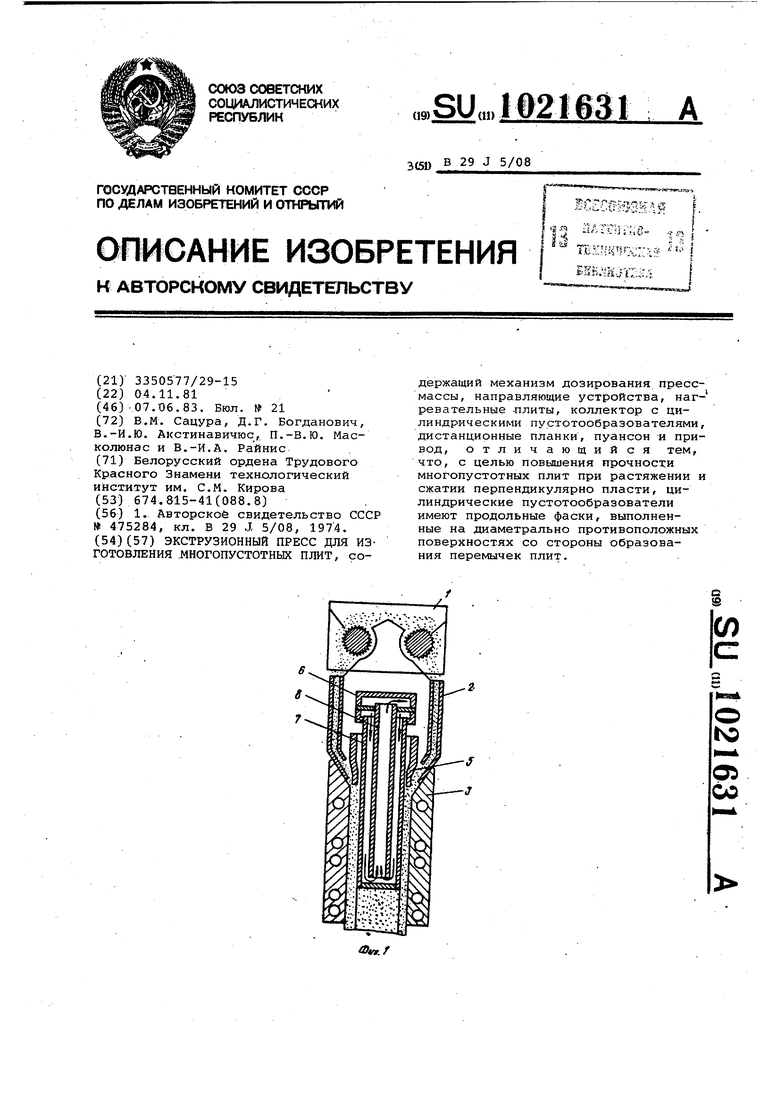
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс экстрзионный | 1974 |
|
SU475284A1 |
| Солесос | 1922 |
|
SU29A1 |
