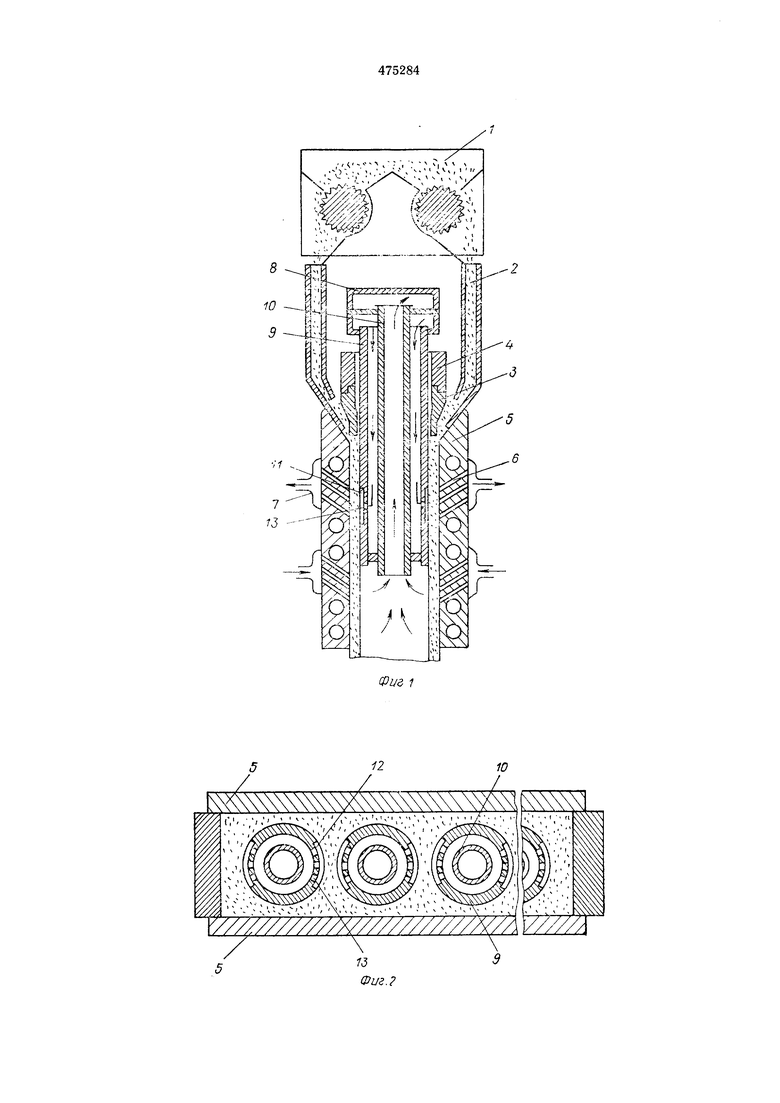
ется по отверстиям 6, осуществляя интенсивный прогрев формируемой илиты изнутри.
Снабжение наружных труб 9 камерами, выполненными в виде радиально ограниченных проточек 12, позволяет направлять фильтруемый поток теплоносителя в точки формируемой илиты, максимально удаленные от новерхностер нагрева, что. особенно важно при интенсификации процесса прессования многопустотных плит.
Рациональное расположение древесных частиц в многопустотных плитах зкструзионного прессования, положительный напор внутри и вакуум на поверхностях формируемой плиты, создаваемый через отверстия 6 и ра спределители 7, которыми снабжены нагревательные плиты 5, способствуют гпггенснвной фильтрации газового теилоносителя через массу плиты с интеисивной отдачей тепла формируемой из пресс-массы плите, а также удаление иара, выделяющегося из пресс-массы, через полости внутренних труб 10, обеспечивая тем самым подсушку плиты :io принятия ею равиовеспой влажности.
Процесс интснснЕности теплопередачи и иодсушки плиты может регулироваться за счет изменения параметров теплоносителя, иаиример темиературы или напора.
Использование предлагаемого устройства позволит повысить начальную влажность древесных частиц, что обеспечит экоиомию эиер)ии при их , а кроме того, с иомошью измеиения параметров теплоносителя, например температуры, возможно регулирование конечной влажности плит, что особенно важно для формоустойчивости на их основе изделий. Для предупреждения пересушивания многопустотной плиты, в случае остановки пресса, подачу теплоносителя в коллектор 8 отключают. Для этого в Системе подвода теплоносителя предусматривают запорную аипаратуру,Иаиример вентили.
Предмет изобретения
1. Пресс экструзионный для производства многопустотных древесностружечных плит, включающий механизм дозирования прессмассы, направляющее устройство, нагревательные плиты, коллектор с пустотообразователями в виде двух трубопроводов различного диаметра, установленных соосно, полость между которыми служит для подачи теплоносителя, отличающийся тем, что, с целью интенсификации процесса прогрева плит и повышения производительности пресса, рабочие поверхности пустотообразователей выполнены с проточками, которые соединены сквозными отверстиями с внутренней полостью пустотообразователей.
2. Пресс по п. 1, о т л и ч а ю ш и и с я тем, что проточки выполнены кольцевыми.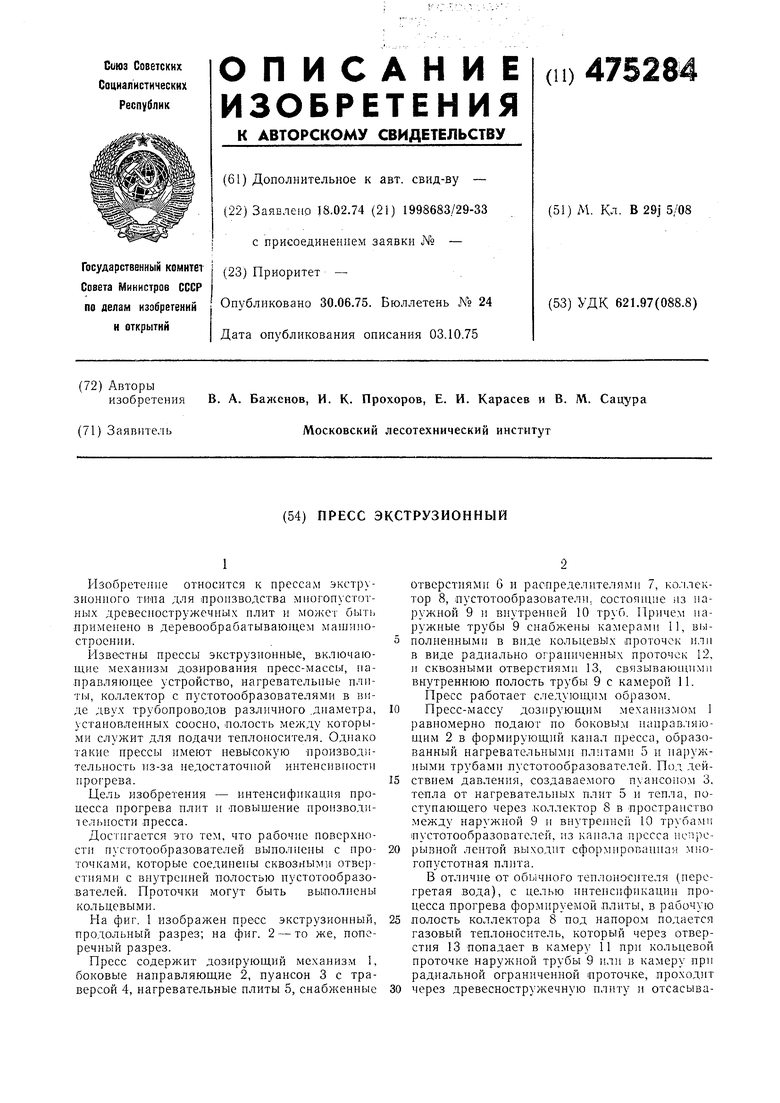
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭКСТРУЗИОННЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2010 |
|
RU2422268C1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Экструзионный пресс | 1981 |
|
SU1006272A1 |
| Устройство для изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1371924A1 |
| Многосекционный пресс для изготовления многопустотных панелей из волокнистых масс | 1990 |
|
SU1778001A1 |
| Установка для изготовления многопустотных древесно-стружечных плит | 1984 |
|
SU1242376A1 |
| Способ изготовления многопустотных плит из волокнистых масс и устройство для его осуществления | 1989 |
|
SU1659201A1 |
| Экструзионный пресс для изготовления многопустотных древесностружечных плит | 1986 |
|
SU1445969A1 |
| Экструзионный пресс для изготовления многопустотных плит | 1981 |
|
SU1021631A1 |
| Устройство для изготовления многопустотных строительных блоков из древесных отходов | 1989 |
|
SU1713811A1 |