(54) ЭКСТРУЗИОННЫЙ ПРЕСС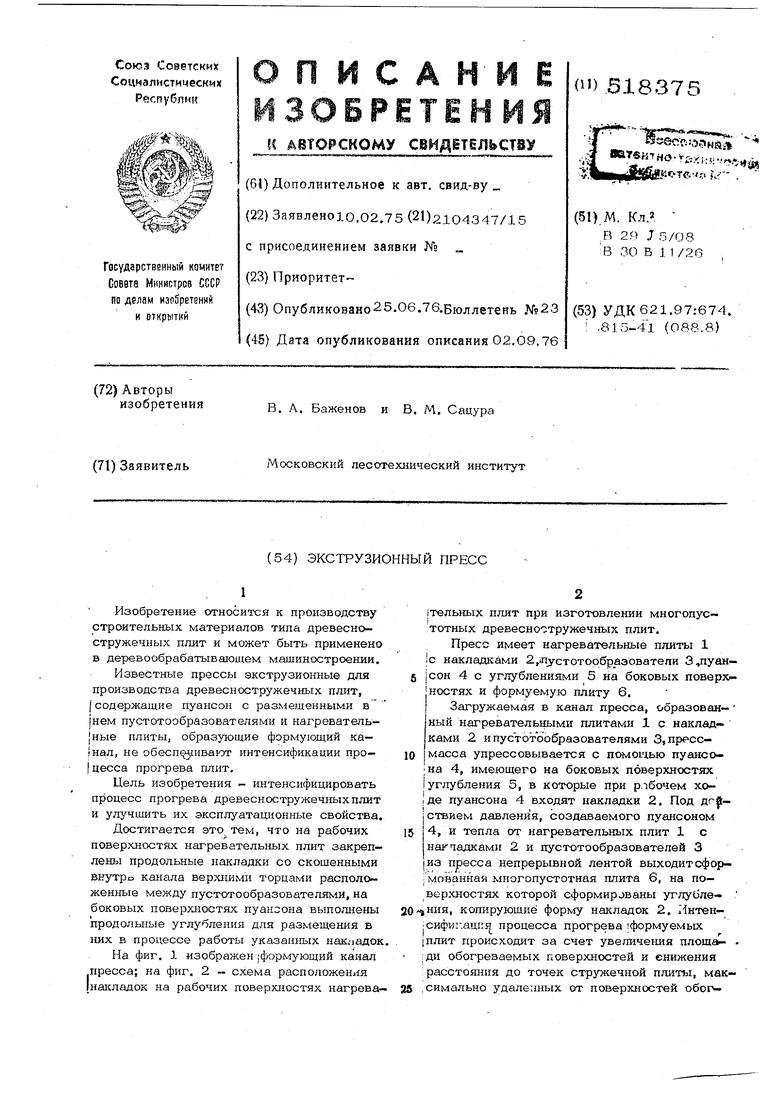

| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионный пресс для изготовления многопустотных древесностружечных плит | 1986 |
|
SU1445969A1 |
| ПРЕСС ЭКСТРУЗИОННЫЙ | 1972 |
|
SU421535A1 |
| Пресс экструзионный для изготовления древесностружечных плит | 1982 |
|
SU1070026A1 |
| Экструзионный пресс для изготовления многопустотных плит | 1981 |
|
SU1021631A1 |
| ПРЕСС ЭКСТРУЗИОННЫЙ | 1973 |
|
SU376267A1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Экструзионный пресс | 1982 |
|
SU1096129A1 |
| Пуансон к экструзионному прессу | 1976 |
|
SU636103A1 |
| Экструзионный пресс | 1981 |
|
SU1006272A1 |
| Экструзионный пресс | 1973 |
|
SU443785A1 |
Изобретение относится к производству строительных материалов типа древесностружечных плит и может быть применено в деревообрабатывающем м.ашиностроении.
Известные прессы экструзионные для производства древесностружечных плит, j содержащие пуансон с размещенными в |нем пустотообразователями и нагреватель}ные плиты, образующие формующий ка|нал, не обесп ивают интенсификации проj цесса прогрева плит.
Цель изобретения - интенсифицировать процесс прогрева древесностружечных плит и улучшить их эксплуатащ онные свойства.
Достигается это, тем, что на рабочих noBepxHOCTSJX нагревательных плит закрюп- лены продольные накладки со скошенными внутро канала верхними торцами располо жен1Пз1е между пустотообразователями, на боковых поверхностях пуансона выполнены продольные углубления для размещения в них в процессе работы указанных накладок
На фиг. 1 изображен |формующий канал пресса; на фиг, 2 - схема расположения шшсладок на рабочих поверхностях нагрева-
|тельных плит при изготовлении многопус- :тотных древесно тружечных плит.
Пресс имеет нагревательные плиты 1 |с накладками 2,Пзгстотор;браэоватепи 3,пуанI сон 4 с углублениями 5 на боковых поверхностях и формуемую плиту 6.
Загружаемая в канал пресса, образован- ный нагревательными плитами 1 с накладками 2 ипустотообразователями 3, пресс-
масса упрессовывается с помощью пуанс{ на 4, имеющего на боковых поверхностях углубления 5, в которые при рлбочем хо|де пуансона 4 входят накладки 2, Под ствием давления, создаваемого пуансоном
4, и тепла от нагревательных плит 1 с нагпадками 2 и пустотообразователей 3 из пресса непрерывной лентой выходитсфор;гушванная многопустотная плита 6, на по верхностях которой сформированы углублеНИН, копирующие форму накладок 2. Интен- |Сифиг.ац1: процесса прогрева формуемых {ПЛИТ происходит за счет увеличе1ШЯ плоша- . ;ДИ обогреваемых поверхностей и снижения : расстояния до точек стружечной плиты, мак,симально удаленных от поверхностей обог рева. Строительные конструкции, например П панели для стандартного домостроения из многопустотных плит с углублениями на поверхностях, после их -облицовки древесноволокнистой плитой имеют повышенньш теп-. и звукоизоляционные свойства.,
Ф-ормула изобретения
Экструзионный пресс для производства древесностружечных плит, содержащий сон с размещенными р нем пустогообразо ;
вателями и нагревательные плиты, образую- щие формующий i канал, о т л и ч а юш и И с я тем, что, с целью интенсифика- I цин процесса прогрева древесностружечных плит и улучшения их эксплуатационных . свойств, на рабочих поверхностях нагрева- i тельных плит закрехшены продольные накладки со скошенными внутрь канал%верхними торцами, расположешгые между пустотообразователями, а на боковых поверх- : ностях пуансона выполнены продольные уг-i лублення для размещения в нлх в процессе работы указанных накладок.
ф{/2. 1
