ю
со
1С
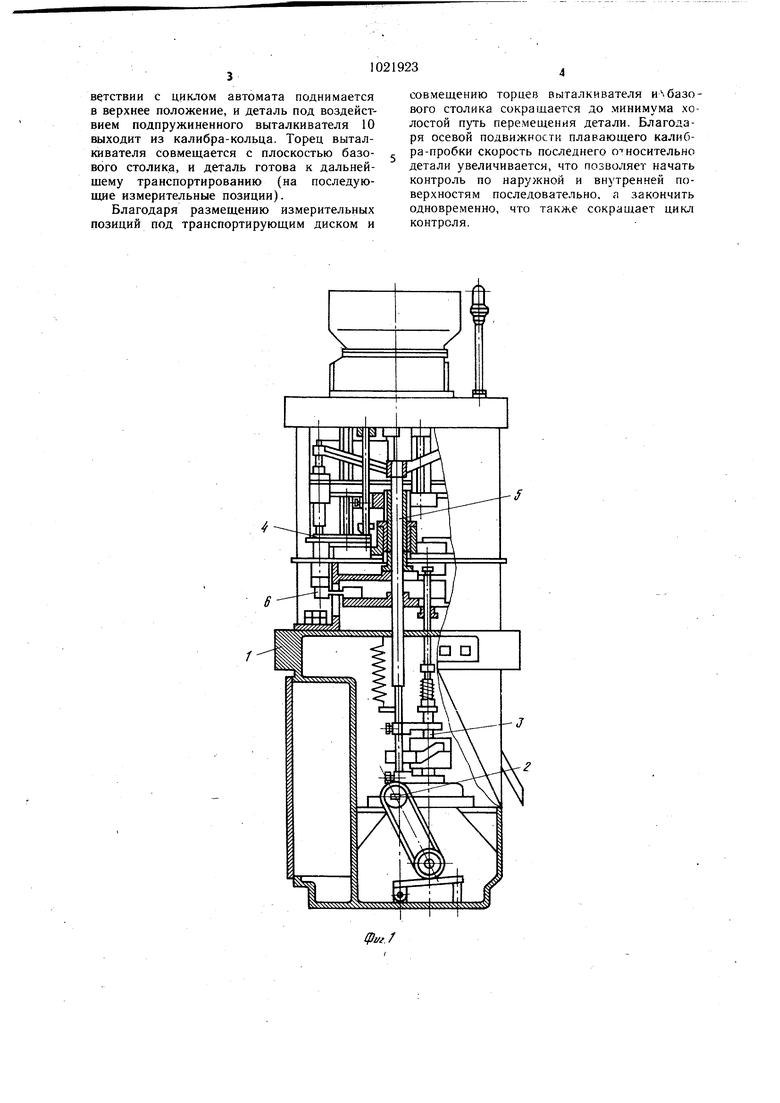
со Изобретение относится к измерительной технике, а именно к средствам массового контроля размерных параметров (контрольно-зимерительным автоматам). Известны устройства для измерения деталей типа втулок и стаканов, содержащие основание, привод с распределительным валом, транспортирующий диск, подвижные в осевом направлении базовые столики и соосно расположенные по разные стороны от транспортирующего диска калибрьг. кольцо и пробку I. Однако таким устройством присуща недостаточно высокая производительность, что объясняется тем, что один из калибров для вхождения в деталь должен делать большой ход, равный сумме ходов детали и величины вхождения калибра. Наиболее близким к изобретению является автомат для контроля деталей типа втулок и стаканов, содержащий основание, привод с распределительным валом, транспортирующий диск, измерительные позиции с базовыми столиками, калибрами: кольцом и плавающей пробкой, расположенными соосно и размещенными по одну сторону от транспортирующего диска, подпружиненным в осево.м направлении выталкивателем, размещенным со стороны калибров, и толкателем, связанным с приводом и размещенным с противоположной стороны калибров. Транспортирующий диск размещен под измерительными позициями, а плавающий калибр-пробка связан с основанием с помощью дву.кстепенного шарнира и неподвижен в осевом направлении 2. Однако известное устройство также имеет недостаточную производительность вследствие того, что при контроле затрачивается дополнительное время на подведении толкателем детали-к каЛибрам и на последовательное введение калибров. В известном устройстве скорость введения обоих калибров одинакова и определяется скоростью двиЛСения толкателя. Цель изобретения - повышение производительности автомата. Эта цель достигается тем, что в автомате для контроля деталей типа втулок и стаканов, содержащем основание, привод с распределительным валом, транспортирующий диск, измерительные позиции с базовыми столиками, калибрами: кольцом плавающей пробкой, , расположенными соосно и раз.мещенными по одну сторону от транспортирующего диска, подпружиненным в осевом направлении выталкивателe:vI. размещенным со стороны калибров, и толкателем, связанным с приводом и размещенным с противоположной стороны калибров, торец выталкивателя совмещен с торцем базового столика, а плавающий калибр-пробка установлен осеподвижно и связан с приводом. На фиг. 1 изображен предлагаемый автомат для контроля деталей типа втулок и стаканов, общий вид; на фиг. 2 - конструкция измерительной позиции. Автомат содержит основание (станину) 1, привод 2, распределительный вал 3, транспортирующий диск 4, штангу 5 толкателей и поводки 6 плавающих калибров (сами калибры измерительных позиций на фиг. 1 не показаны). В состав измерительных позиций (фиг. 2) ВХОДЯТ базовый столик 7, неподвижно закрепленный на основании и расположенный снизу от транспортирующего диска 4, внутренняя поверхность базового столика является калибромкольцом 8 и снабжена заходной фаской 9, подпружиненный выталкиватель 10, расположенный так, что в свободном (без контролируемой детали) положении его торец 11 лежит в одной плоскости с торцем базового столика 7, плавающий калибр-пробка 12, соединенный с поводком 6 (фиг. 1) сферическим щарниром 13, толкатель 14, связанный со штангой через пружину 15 и взаимодействующий с датчиком 16. Автомат работает следующим образом. Из питателя (не показан) заготовки поступают в гнезда транспортирующего дис который, периодически поворачицаясь, перемещает заготовки к измерительным позициям. В процессе перемещения заготовки скользят своими торцами по базовым столикам 7 и устанавливаются против выталкивателя 10. Размещение торцев. 11 выталкивателей в плоскости базового столика позволяет легко выполнить эту транспортную операцию. Затем от распределительного вала 3 получает движение штанга 5 толкателей, которая передает движение толкателям 14, а последние вводят контролируемую деталь в калибр-кольцо 8. Вхождению детали способствует выполненная в калибре-кольце заходная фаска 9. После того, как деталь проходит заходную фаску, начинается встречное движение плаваюЩ го калибра-пробки 12. Движение передается от распределительного вала 3 через поводки 6. Процесс контроля заканчивается, когда деталь полностью входит в калибр-кольцо, а плавающий калибр-пробка входит в деталь на полную глубину (фиг. 2). Толкатель 14, воздействуя на датчик 16, подает сигнал о годности детали. В случае наличия отклонений у наружной либо внутревн й поверхностей, деталь не входит полностью в калибр-кольцо (либо поднимается плавающим калибром-пробкой), и сигнал с датчика не поступает. В этом случает сжимается пружина 15 толкателя. После окончания контроля толкатель 14 в соответствии с циклом автомата поднимается в верхнее положение, и деталь под воздействием подпружиненного выталкивателя 10 выходит из калибра-кольца. Торец выталкивателя совмещается с плоскостью базового столика, и деталь готова к дальнейшему транспортированию (на последующие измерительные позиции).
Благодаря размещению измерительных позиций под транспортирующим диском и
совмещению торцев выталкивателя ибазового столика сокращается до минимума холостой путь перемещения детали. Благодаря осевой подвижности плавающего калибра-пробки скорость последнего относительно детали увеличивается, что позволяет начать контроль по наружной и внутренней поверхностям последовательно, а закончить одновременно, что также сокращает цикл контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки вкладышей подшипников скольжения | 1988 |
|
SU1664416A1 |
| Автомат контроля гнезд штепсельных резъемов | 1989 |
|
SU1674981A1 |
| Автомат для контроля наружной резьбы с помощью калибра | 1985 |
|
SU1312369A1 |
| Контрольно-измерительный автомат для колец карданных подшипников | 1976 |
|
SU748121A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| Автоматическое устройство для контроля и сортировки колец | 1979 |
|
SU919764A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| РОТАЦИОННЫЙ МНОГОПОЗИЦИОННЫЙ КОНТРОЛЬНЫЙ АВТОМАТ ДЛЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1961 |
|
SU150639A1 |
| Измерительно-сортировочный автомат | 1960 |
|
SU142442A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
АВТОМАТ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ ТИПА ВТУЛОК И СТАКАНОВ, содержащий основание, привод с распределительным валом, транспортирующий диск, измерительные позиции с базовыми столиками, калибрами: кольцом и плавающей пробкой, расположенными соосно и размещенными по одну сторону от транспорти)ующего диска, подпружиненным в осевом направлении выталкивателем, размещенным со. стороны калибров, и толкателем, связанным с приводом и размещенным с противоположной стороны калибров, отличающийся тем, что, с целью повышения производительности, торец выталкивателя совмещен с торцем базового столика, а плавающий калибр-пробка установлен осеподвижно и связан с приводом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Контрольно-измерительный автомат для колец карданных подшипников | 1976 |
|
SU748121A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Коченов М | |||
| И и др | |||
| Контрольно-измерительные автоматы и приборы для автоматических линий | |||
| М | |||
| «Машиностроение, 1965, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
