(54) АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ПРУЖИНСЖАТИЯ | 1972 |
|
SU328320A1 |
| Устройство для контроля и сортировки уплотнительных колец | 1986 |
|
SU1359008A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Станок для армирования металлическими кольцами бумажных патронов прядильных и крутильных машин | 1959 |
|
SU130340A1 |
| Устройство для сборки веретенных подшипников | 1954 |
|
SU105112A1 |
| Контрольно-сортировочное устройство | 1979 |
|
SU848099A1 |
| Способ сборки радиальных шариковых подшипников с углом заполнения шарами более 180 @ и устройство для его осуществления | 1978 |
|
SU1135933A1 |
| Устройство для армирования металлическими кольцами основных бумажных патронов | 1957 |
|
SU113703A1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |

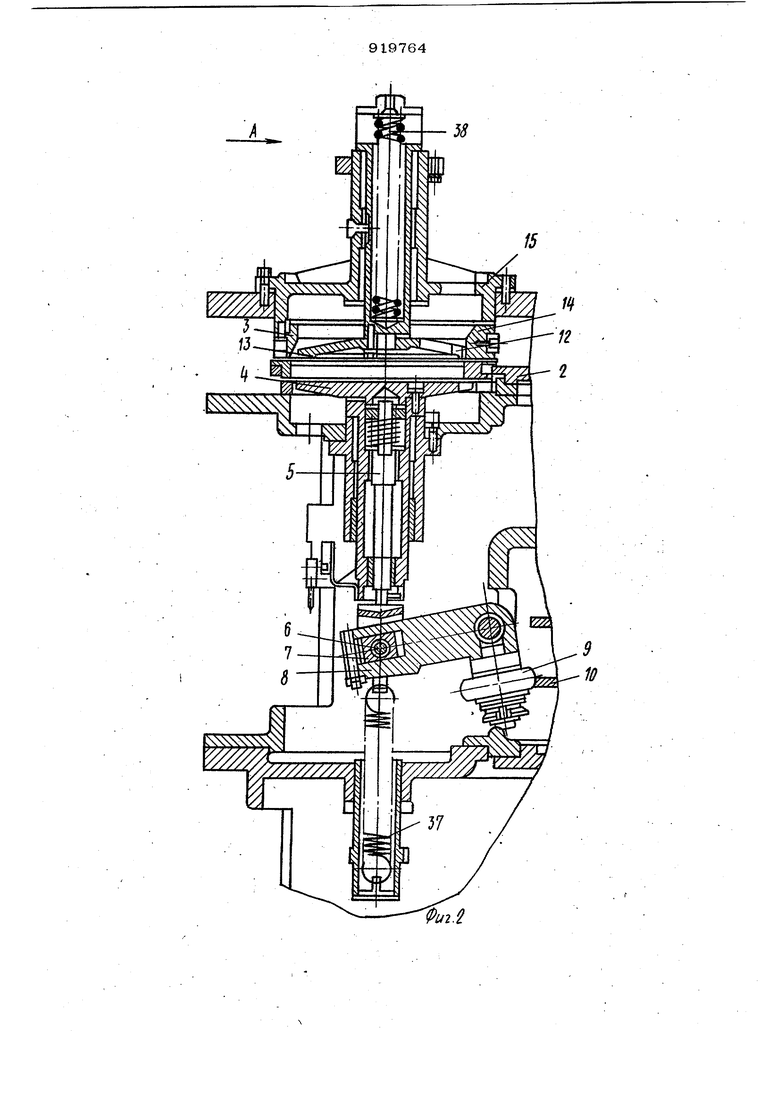
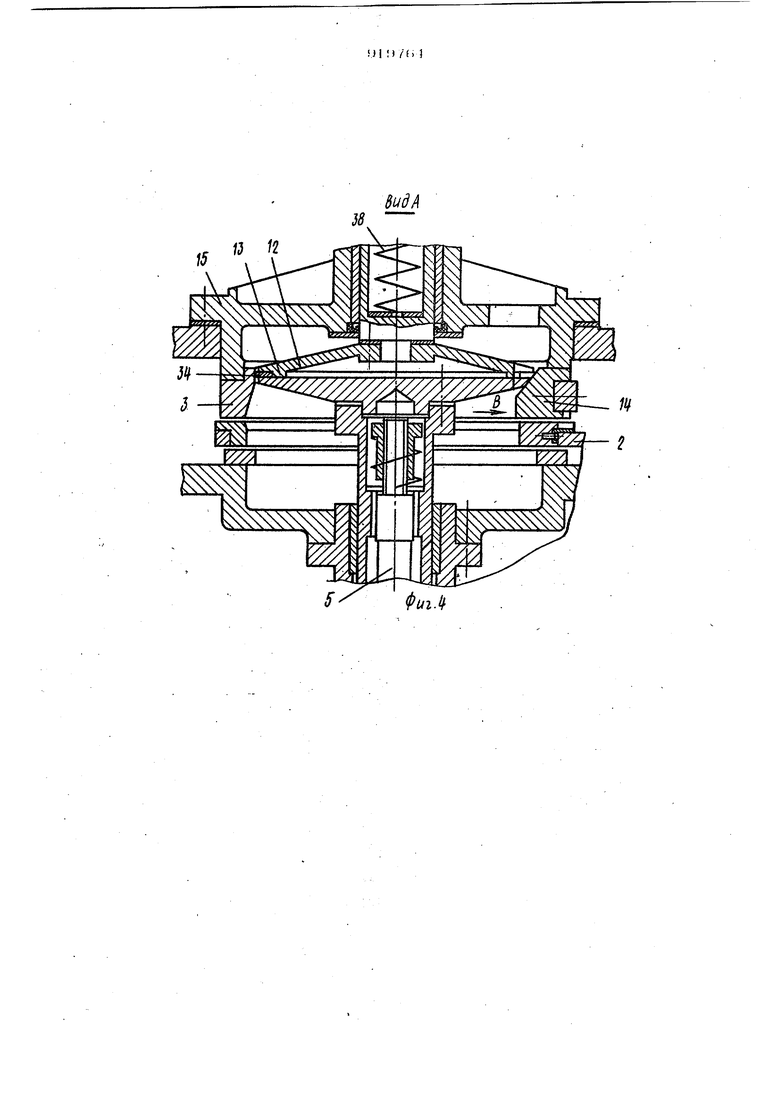
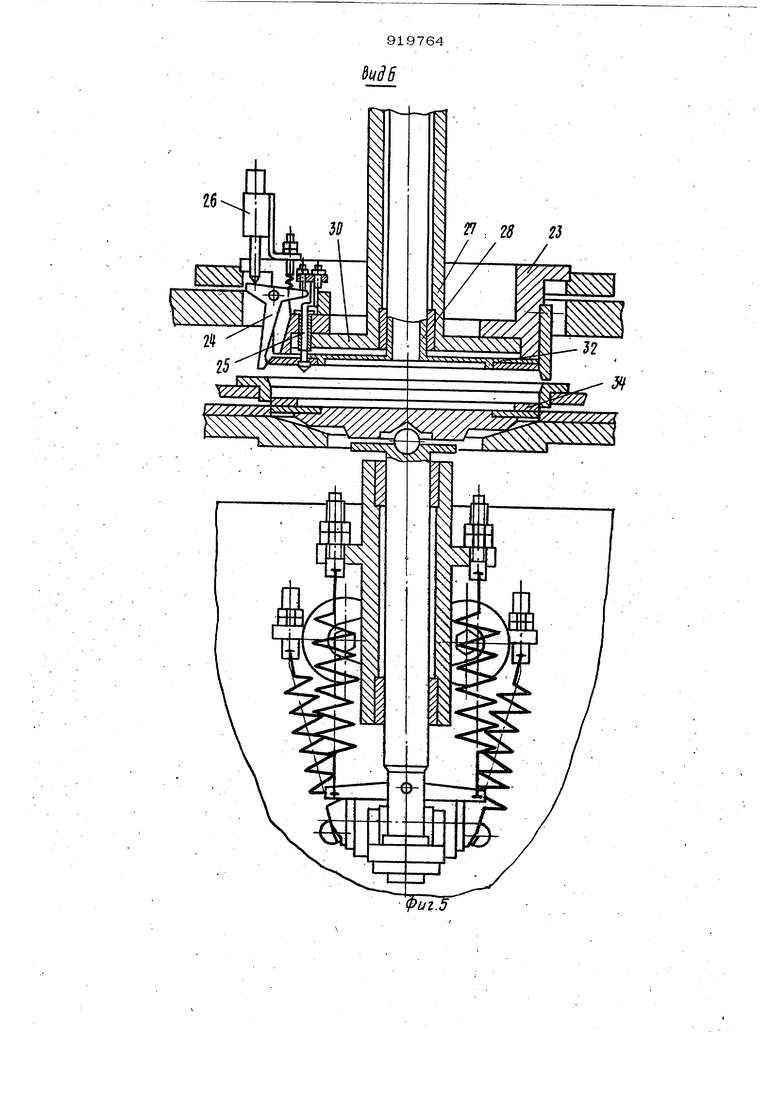
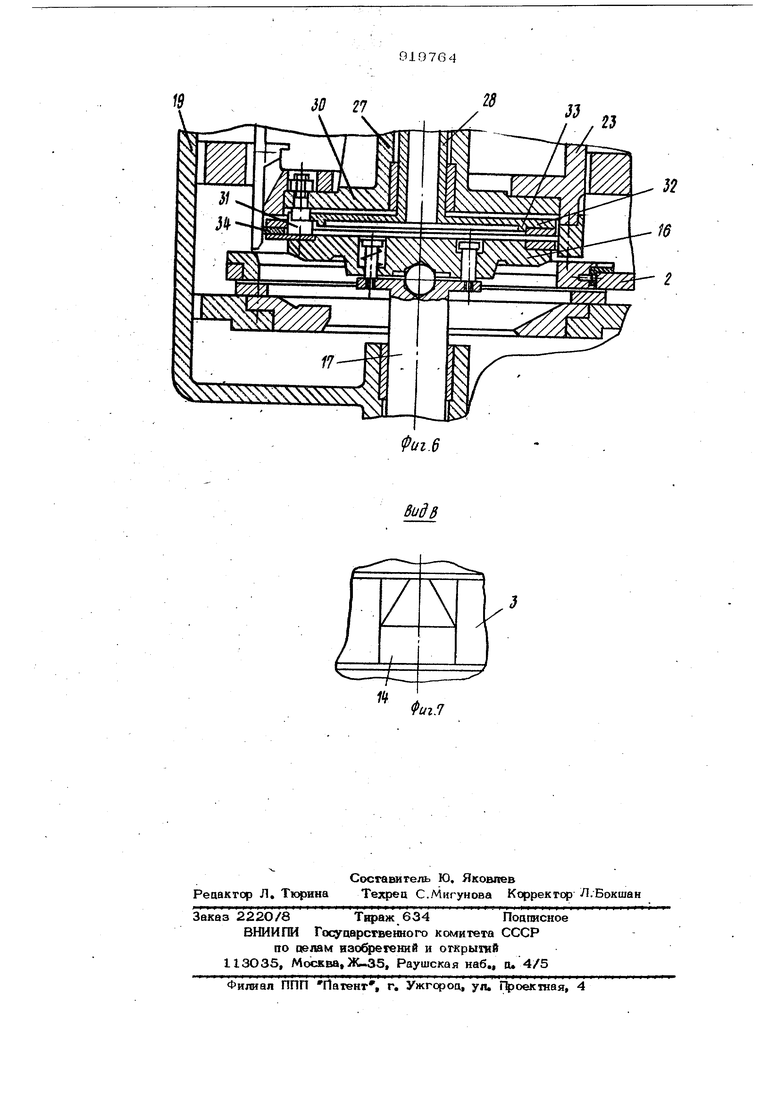
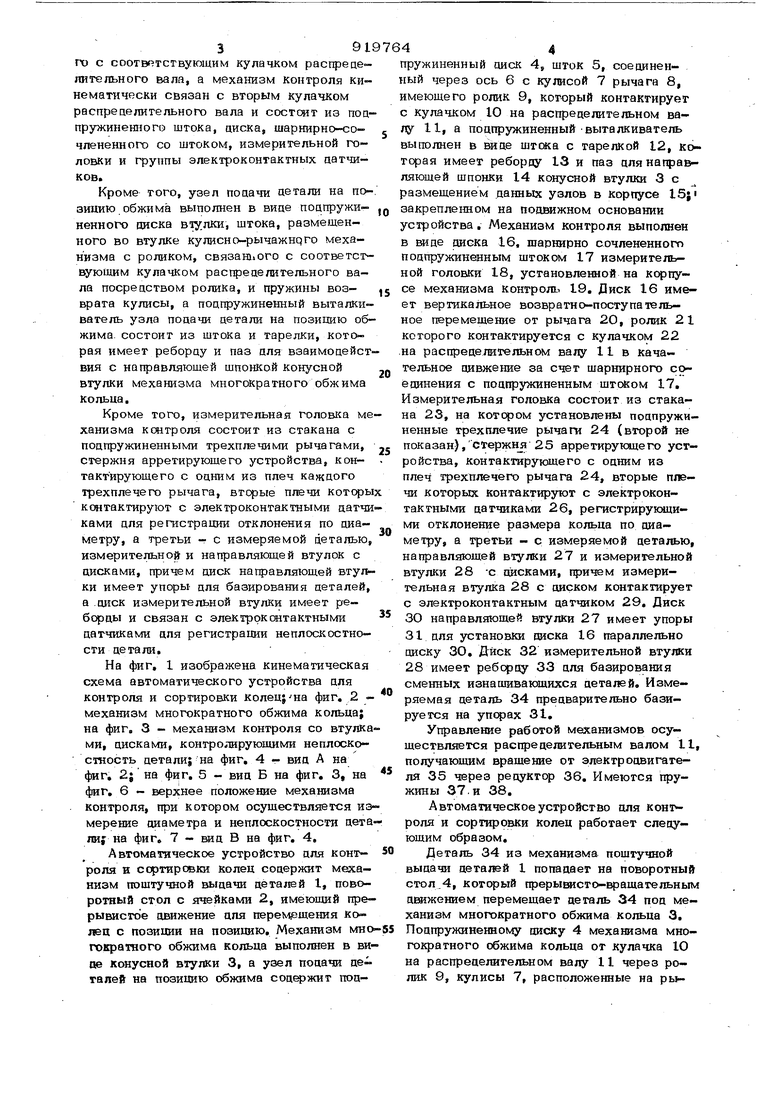
- Изобрегение огносигся к измерительной технике, а именно к автоматачееКим устройствам цля контроля однотипных деталей, например упорных колец. Известен автомат для контроля деталей типа колец, содержаишй механизм по штучной выдачи деталей и механизм конт роля, в котором контролируемая деталь базируется на внутреннюю фаску по поверхности конусной оправки и к торну поджимается подпружиненным шарнирным поо пятником, закрепленным на подъемнике, при этом механизм контроля имеет измерительные рыча ги и Злектроконтактные датчики 1.. Недостатком известного технического решения являются ограниченные технологические возможности. Известно также устройство для кон1 роля и сортировки колеи, содержащее смонтированные на основвний механизм поштучной выдачи деталей, поворотныйстол, механизм контроля, механизм сер- и приводной распределительный вал с двумя кулачками 2J. Недостаток известного устройства состоит в том, что оно осуществляет контроль поршневых колец по сумме длин.за- зфов, поэтому необходимо трехкратное обжатие и последуюйгай контроль по неплоскостности изделия Цель изобретения - расширение технологических возможностей устройства. Поставленная цель достигается за счет того, что автомазгическое устройство для контроля и ссртировки колец, содержащее смонтированные на основа сии механизм поштучной выдачи деталей, поворотный стол, механизм контроля, механизм сортировки 0 1ФИВОДНОЙ распределительный вал с двумя кулатами, имеет м.еханизм многократного обжима кольца, состоящий из кдаусной втулки с направляющей шпоякой, подпружиненного выталкивателя и узла подачи детали на позицию обжима, разviemeHHoro соосно с подпружиненным BI талкивателем и кинемати юскй связанно го с соответствующим кулачком растфецелительного вала, а механизм контроля кинематически связан с вторым кулачком распределительного вала и состоит из поп- пружиненнопэ штока, циска, шаркирно-сочлененного со штоком, измерительной головки и группы электроконгактных цатчиков. Кроме того, узел поаачи детали на позицию обжима выполнен в вице поцпружиненного циска вгулки, штока, размещенного во втулке кулисно-рычажндго механизма с роликом, связашлого с соответствующим кулачком распрецелительного вала посредством ролика, и пружины возврата кулисы, а поцпружиненный выталкиватель узла подачи детали на позицию обжима, состоит из штока и тарелки, которая имеет реборцу и паз для взаимодейст вия с направляющей шпонкой конусной втулки механизма многократного обжима Кольца, Кроме того, измерительная голов1га ме ханизма контроля состоит из стакана с подпружиненными трехплечими рычагами, стержня арретирующего устройства, контактирующего с одним из плеч каждого трехплечего рычага, вторые плечи которы контактируют с электроконтактными датчи ками для регистрашш отклонения по диаметру, а третьи - с измеряемой деталью, измерительной и направляющей втулок с дисками, причем диск направляющей втул ки имеет упоры- цля базирования деталей, а .диск измерительной втулки имеет реборцы и связан с злектрркснтактными датчиками для регистрации неплоскостности детали. На фиг, 1 изображена кинематическая схема автоматического устройства для контроля и сортировки колец;на фиг, 2 - механизм многократного обжима кольца; на фиг. 3 - механизм контроля со втулка ми, дисками, контролирующими неплоскостность детали; на фиг, 4 - вид А на фиг, 2; на фиг, 5 - вид Б на фиг, 3, на фиг, 6 - верхнее положение механизма контроля, при котором осуществляется из мерение диаметра и неплоскостности дета лиу на фиг. 7 - Kia В на фиг, 4. Автоматическое устройство для конт- роля и сортировки колец содержит механизм поштучной выдачи деталей 1, поворотный стол с ячейками 2, имеющий прерывистое движение для перекрещения ко- лед с позиции на позицию. Механизм мио
гократного обжима кольца выполнен в виое конусной втулки 3, а узел подачи деталей на позицию обжима содержит подгократного обжима кольца от кулачка 10 на распределительном валу 11 через ролик 9, кулисы 7, расположенные на рыпружиненный диск 4, шток 5, соединенный через ось 6 с кулисой 7 рычага 8, имеющего ролик 9, который контактирует с кулачком 10 на распределительном вапу 11, а подпружиненныйВыталкиватель выполнен в виде штока с тарелкой 12, которая имеет реборру 13 и паз для направляющей шпонки 14 конусной втулки 3 с размещением данных узлов в корпусе 15; закрепленном на подвижном основании устройства. Механизм контроля выполнен в шде диска 16, шарнирно сочлененного подпружиненным штоком 17 измерительной головки 18, установленной на корпусе механизма контроль 19, Диск 16 имеет вертикальное возвратно-поступательное перемещение от рычага 2О, ролик 21 которого контактируетея с кулачком 22 .на распределительном валу 11 в качательное аивже1ше за счет шарнирного соединения с подпружиненным штоКом 17, Измерительная головка состоит из стакана 23, на котором установлены подпружиненные трехплечие рычаги 24 (второй не пок а за н), с тержн 2 5 арре тиру кяце го устройства, контактирующего с одним из плеч 1рехплечего рычага 24, вторые плечи которых контактируют с электроконтактными датчиками 26, регистрирукадими отклонение размера кольца по диаметру, а третьи - с измеряемой деталью, направляющей втулки 27 и измерительной втулки 28 -с дисками, причем измерительная втулка 28 с диском контактирует с электроконтактным датчиком 29. Диск 30направляющей втулки 27 имеет упоры 31для установки диска 16 параллельно диску 30, Диск 32 измерительной втулки 28 имеет реборду 33 для базирования сменных изнашивающихся деталей. Измеряемая деталь 34 предварительно базируется на упфах 31, Управление работой механизмов осуществляется распределительным валом 11, получающим вращение от электродвигателя 35 через редуктор 36, Имеются пружины 37.и 38, Автоматическое устройство для контроля и сортировки колец работает следующим образом. Деталь 34 из механизма поштучной выдачи деталей 1 попадает на поворотный стол,4, который прерывисто-вращательным движением перемещает деталь 34 под механизм многократного обжима кольца 3. Подпружиненному диску 4 механизма мночаге 8, сообщается трехкратный подьем за один цикл при неподвижном поворотном столе 2, При поцьеме поцпружиненного диска 4 механизма многократного обжима кольца расположенная на его поверхности деталь 34 (разрезанное кольцо) подводится к конусной вгулке 3. Пи дальнейшем движе нии диск 4, упираясь в ребфцу 13 тарелки 12 подпружиненного выталкивателя поднимает тарелку 12 до расчетного уровня, при этом деталь 34, перемещаясь по конической поверхности конусной втулки 3, сжимается в радиальном направлен НИИ. При опускании подпружиненного диска 4 тарелка 12 возвращается в исходно положение за счет пружины 38, расположенной в штоковой части, выталкивая из конусной втулки 3 обжимаемую деталь 34 После трехкратного обжима деталь 34 поворотным столом 2 перемещается на диск 16 механизма контроля, который приводится в действие аналогично подпружиненному диску 4 механизма многократного обжима кольца, т.е. под действием кулачка 22 на распределительном валу И, контактирующего с Поликом 21 рычага 20. Диск 16, поднимаясь до упоров 31, выставляется параллельно диску 30 направляющей втулки 27 и воздействует на стержень 25 арретирующего устройства, который, освобождая подпружиненный рычаг 24, позволяет ему отклоняться до контакта с деталью 34, регистрируя да чиком 26 величину отклонения кольца детали 34 по диаметру, а деталь 34, лежащая на. поверхности диска 16 при верхнем его положении, воздействует на диск 32 измерительной втулки 28, регестрируя датчиком 29 величину вертикального перемещения последней, зависящего ог величины неплоскостности дета.ли. t Проконтролированная деталь 34 вместе с диском 16 опускается в отверстие пово ротного стола 2, который перемещает детель к механизму сфтировки, где в зависимости от сигналов датчиков 26 и 29 она попадает на лоток годных или бракованных деталей. .Такое конструктивное выполнение yci ройства позволяет производить контроль всех параметров деталей и существенно сокращает время контроля колец т,е, существенно расширяет технологические возможности устройства. Формула изобретения I. Автоматическое устройство, для контроля и сортировки колец, содержащее смонтированные на основании механизм поштучной выдачи деталей, поворотной стол, механизм контроля, механизм сортировки и приводной распределительный вал с двумя кулачками, отличакЯщ е е с я гем, что, с целью расширения технологических возможностей, оно имеет механизм многократного обжима кольца, состоящий из конусной втулки с нафавлянлцей шпонкой, подпружиненного выталкивателя и узла подачи детали на позицию обжима, размещенного соосно с подпружиненным выталкивателем и кинематически связанного с соответствующим кулачком распределительного вала, а механизм контроля кинематически связан с вторым кулачком распределительного вала и состоит из поцпружиненного щтока, диска, шарнирно-сочлененного со щтоком, измерительной головки и группы электроконтактных датчиков, 2. Устройство по п. 1, о т л и ч а ю щ е е с я тем, что узел, подачи детали на позицию обжима выполнен в виде подпружиненного диска,, втулки, штока, размещенного во втулке, кулисно-рычажного механизма с роликом, связанного с соответствующим кулачком расфеделительного вала посредством ролика, и пружин возврата кулисы, а подпружиненный выталкиватель узла подачи детали на позицию обжима состоит из штока И тарелки, которая имеет реборду и паз для взаимодействия с направляющей шпонкой конусной втулки механизма многократного обжима Кольца. 3, Устройство по п. 1, о т л и ч а ю щ е е с я тем, что измерительная головка механизма контроля состоит из стакана с подпружиненными трехплечими рычагами, стержня арретирующего устройства, контактирующего с одним из плеч каждого Трехплечего рычага, вторые плечи которых контактируют с электроконгакгными датчиками для регистрации отклонения по диаметру, а третьи - с измеряемой деталью, измерительной и направляющей втулок с дисками, причем диск направляющей втулки имеет упоры для базирования детали, а диск измерительной, втулки имеет.реборды и связан с электроконтактным датчиком для регистрации еплоскостности детали. Источники информации, принятые во внимание при экспертизе 1.Камхин Я. Б. и др. Контрольные втоматы для автоматических линий. М., Машиностроение, 1980, с 104, рис. 59, 2.Авторское сю1детельство СССР 86050, кл. В О7 5/Ю, 1947.
JJ
Фи1.1
Я
Фиг.
фиг.5
IS
15
26 Ы6
г/г.5
