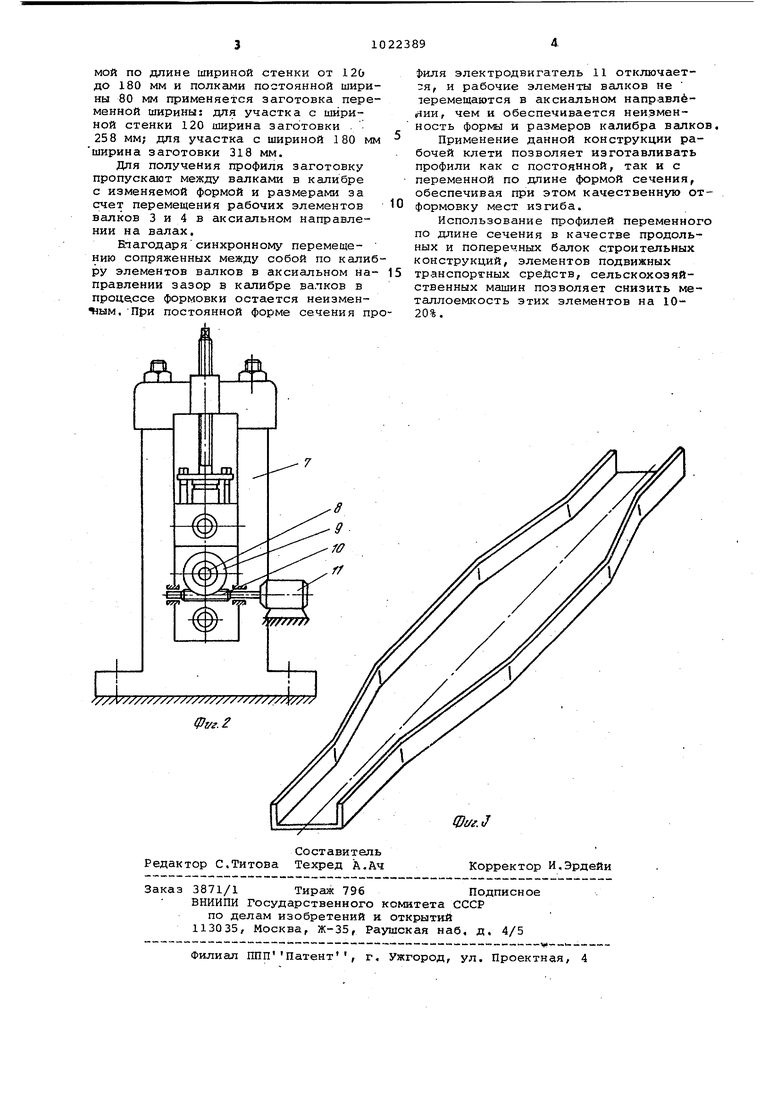
Изобретение относится к обработке металлов давлением, а более конкретно к оборудованию, применяемому при производстве гнутых профилей проката, и может быть использовано в рабо чих клетях профилегибочных станов. При .изготовлении гнутых профилей проката методом постепенной подгибки заготовки по переходам в ряде слу чаев необходимо изготавливать профил переменного по длине сечения, в то , время как известные конструкции профилегибочного оборудования не позволяют изменять размеры и форму калибра валков непосредственно в процессе подгибки заготовки в клети и, следовательно, изготавливать профили с переменной шириной стенки. Известна конструкция рабочей клет профилегибочного стана, содержащая станину и рабочие валки и снабженная парой неприводных валков, расположен ных перед рабочими валками, паргшлел но им. В каждой рабочей клети стана известной конструкции форма и размеры поперечного сечения профиля постоянны и определяются размерами калибра , ij . Профили переменной формы, сечения на стане с рабочими клетями известной конструкции изготавливать не представляется возможным. L Известна также конструкция профит легибочного стана, содержащая ряд .пар валков, один из каждой пары кото рых подпружинен, благодаря чему оказывается возможным профилировать заготовки с переменной толщиной и из различных материалов, при этом все пары рабочих валков приводятся-во вращение единой системой привода 2 . Известная конструкция позволяет изгО тавливать профили с переменными по длине механическими свойствами заготовки, однако в связи с постоянными размерами калибра по ширине не позволяет изготавливать профили переменного сечения. Наиболее близким техническим реше нием к предлагаемому является клеть грофилегибочного стана для изготовjfpHHH профилей с переменным по длине сечением, содержащая сопряженные по калибру рабочие формирующие эле«йенты, установленные на валах, жестко связанные между собой и имеющие . возможность аксиального перемещения Наличие группового привода для аксиального перемещения плит у противопоставленного устройства не обес печивает получение профилей с различ ными углами наклона полос по длине, а требует изготовления целого набора ходовых винтов с разным шагом. Если готовый профиль должен иметь еще и прямолинейные участки, в которых пол ки параллельны оси профилирования, -то такой профиль на противопоставлен ном устройстве получить вообще нельзя| так как ходовой винт должен иметь участки без нарез1 и для возможности остановки, в заданном положении плит, несущих ролики. А это невозможно обеспечить потому, что должна была бы существ.овать принципиально новая кинематическая пара в системе винт.гайка, где бы гайка, жестко соединенная с плитой, сойдя с винтовой нарезки, могла бы скользить или опираться на цилиндрическую часть винта. Целью изобретения является обеспечение возможности получения профилей с различными углами наклона полок по длине, а также с участками, в которых полки параллельны оси профилирования. С этой целью каждая пара сопряженных формующих элементов снабжена индивидуальным приводом аксиального перемещения, а валы, на которых установлены эти элементы, выполнены приводными, На фиг. 1 схематически изображена предлагаемая рабочая клеть; на фиг. 2 - то же, вид сбоку; на фиг. 3 швеллер с переменной шириной станки. На шлицевых верхнем 1 и нижнем 2 валах рабочей клети установлены подвижные на валу рабочие дисковые элементы верхнего 3 и нижнего 4 валков. Элементы 3 и 4 соединены между собой поводком 5, который устанавливается в соответствующие проточки дисковых элементов. Для предупреждения прогиба стенки профиля на нижнем валу установлен неподвижно рабочий элемент б, который одновременно служит направляющим элементом для подвижных элементов 4. Валки устанавливаются в стсшинах 7, Спаренные с помощью поводков 5 элементы валков 3 и 4 соединены винтом 8 с червячным колесом 9 которое, в свою очередь, соединено с червячным валом Ю и электродвигателем 11, Конфигурация дисковых элементов валков 3, 4 и б соответствует заданной форме профиля в рассматриваемом переходе. Перемещение подвижных элементов валков на валах и изменение--форлфл кали4р-а--производи тся по заданной программе и осуществляется электродвигателем с учетом перемещения заготовки--в- стане. Жесткое соединение сопряженных по калибру элементов 3 верхнего валка с, элементами 4 нижнего валка обеспечивается поводком 5, который по скользящей посадке крепится в проточке на верхнем валке и плотно охватывает в предусмотренной для него проточке элементы 4 нижнего валка. Такое крепление обеспечивает свободное вращение элементов и синхронное их перемещение на валах. Например, в валках рабочей клети предлагаемой конструкции при изготовлении швеллера толщиной 5 мм из стали Ст. 3с периодически изменяе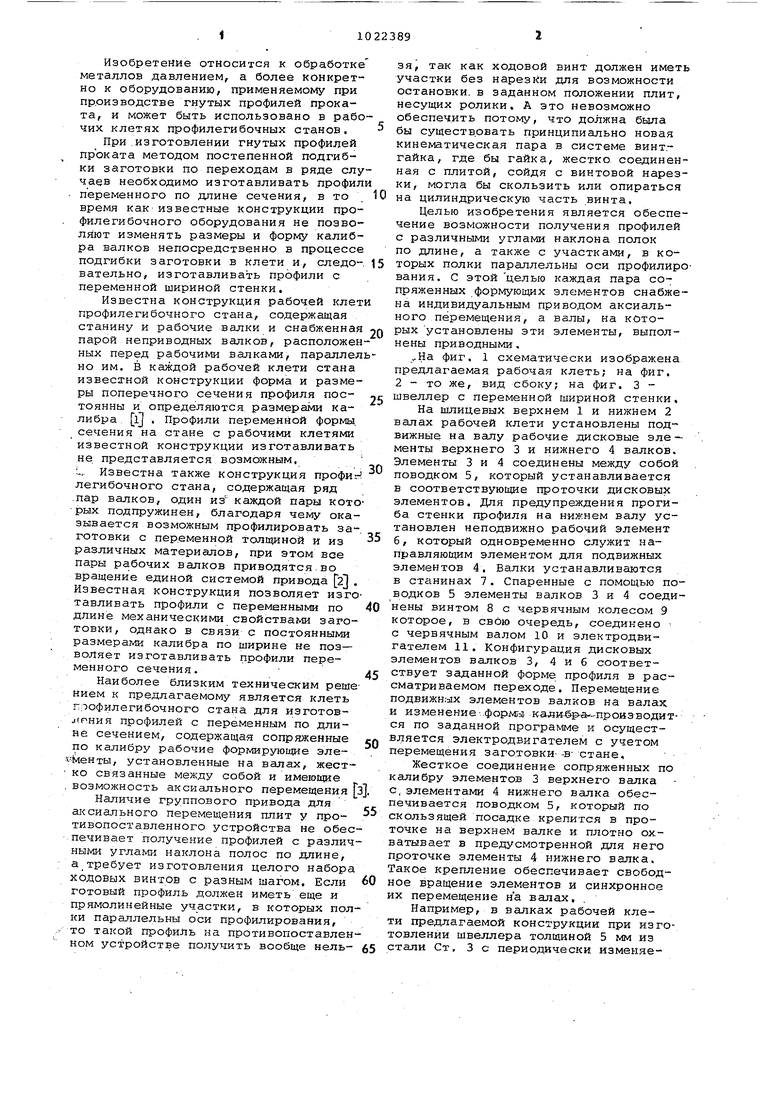
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| Инструмент профилегибочного стана | 1980 |
|
SU912333A1 |
| Инструмент профилегибочного стана | 1987 |
|
SU1480921A2 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| Профилегибочный стан | 1990 |
|
SU1736657A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Валок профилегибочного стана | 1980 |
|
SU969365A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2157286C1 |
| Способ изготовления гнутых профилей проката | 1987 |
|
SU1454540A1 |
РАБОЧАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА для изготовления профилей с переменным по длине сечением, содержащая попарно сопряженные по калибру рабочие формующие элементы, установленные на валах, жестко связанные между собой и имеющие возможность аксиального перемещения, отличающаяся тем, что, с целью обеспечения возможности получения профилей с различными углами наклона полок по длине, а тгисже с участ ками, в которых полки параллельны оси профилирования, каждая пара сопряженных формующих элементов снабжена индивидуальным приводом аксиального перемещения, а валы, иа кото- ; рых установлены эти элементы,выпол(Л нены приводными.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1973 |
|
SU453217A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
