1 8
(Л
N5
Фиг.1
Изобретение относится к конвейерному транспорту, а именно к соединениям концов конвейерных лент.
Известно соединение концов -конвейерной ленты в виде зубчатого стыка, в котором осуществляется скос соединяемых ступеней под необходимым углом без увеличения принятой правилами длины стыка 1. Недостатками такой конструкции соединения являются большая трудоемкость при подготовке концов ленты к соединению и вероятное подрезание нижележащих прокладок, что снижает прочность стыка.
Наиболее близким к изобретению является соединение концов конвейерной ленты, в котором концы конвейерной ленты подготовлены в форме зубчатых элементов с симметрично расположенными по бокам BbicTyj пами и впадинами, соединены между собой вулканизацией, прошиты кордовой нитью, и закрыты сверху и снизу накладками из ткани и резины 2.
Недостатком данного соединения является то, что вследствие симметричного расположения выступов и впадин концов ленты прочность соединения составляет 33-50% прочности ленты.
Цель изобретения - повышение прочности соединения.
Указанная цель достигается тем, что в соединении концов конвейерной ленты, включающем соединенные вулканизацией зубчатые элементы с расположенными по бокам выступами и впадинами и размещенные сверху и снизу зубчатых элементов накладки, выступы на боках каждого зубчатого элемента расположены со смещением относительно друг друга.
На фиг. 1 изображено соединение концов конвейерной ленты; на фиг. 2 - вид А на фиг. 1.
Соединение концов 1 и 2 конвейерной ленты шириной В содержит зубья 3 и 4 длиной L, имеющие выступы 5, и впадины 6, противолежащие из которых расположены относительно друг друга со смещением
S, равным 0,5-1,0 расстояния между смежными впадинами 6 и 7 по высоте, накладки 8 и 9, расположенные сверху и снизу конвейерной ленты.
Подготовка и изготовление стыка производится следующим образом.
Концы стыкуемой ленты разрезают на зубья, противолежащие впадины которых смещены относительно друг друга на величину, равную 0,5-1,0 расстояния между смежными впадинами по высоте. Длина зубьев может быть принята равной длине ступенчатого стыкового соединения для данного типа ленты. Количество выступов с одной стороны каждого зуба может быть равно 4-5, расстояние между смежными выступами и смещение противоположных выступов определяется в зависимости от длины зуба и количества выступов. Концы стыкуемой ленты разрезаются на зубья таким образом, чтобы в соединении зубья одного 0 конца ленты находились между зубьями другого.
Срезанные поверхности зубьев предварительно промазываются клеем. Сверху и снизу конвейерной ленты на длине соединения расположены накладки, соединенные с лентой слоем клея или вулканизации.
Увеличение прочности стыкового соединения достигается за счет более равномерного распределения напряжений по длине соединения, которое обеспечивается наличием смещения соответствующих противолежащих выступов и впадин зубьев одного и другого концов ленты.
Величину смещения соответствующих противолежащих выступов не рекомендуется брать меньше 0,5 расстояния между смеж5 ными выступами по высоте, так как она несущественно влияет на равномерность распределения напряжений по длине соединения и на его прочность.
Применение изобретения позволяет повысить прочность стыкового соединения конве0 йерных лент, что увеличивает срок его службы в эксплуатации, а также надежность конвейерного эксплуатирующегося транспорта.
SuffA
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения конвейерных лент | 1983 |
|
SU1085848A2 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1996 |
|
RU2100202C1 |
| Способ стыкового соединения армированных зубчатых ремней с эластомерной основой из термопластичного материала | 1990 |
|
SU1795192A1 |
| СПОСОБ МЕХАНИЧЕСКОГО СОЕДИНЕНИЯ РЕЗИНОТКАНЕВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 2014 |
|
RU2608993C2 |
| БЕЗУДАРНЫЙ РЕЛЬСОВЫЙ СТЫК | 2012 |
|
RU2492285C1 |
| Способ заделки шва при стыковке листового гипсокартона | 2023 |
|
RU2800172C1 |
| Устройство для соединения концов конвейерной ленты | 2021 |
|
RU2753055C1 |
СОЕДИНЕНИЕ КОНЦОВ КОНВЕЙЕРНОЙ ЛЕНТЫ, включающее соединенные вулканизацией зубчатые элементы с расположенными по бокам выступами и впадинами и размещенные сверху и снизу зубчатых элементов накладки, отличающееся тем, что, с целью повышения прочности соединения, выступы на боках каждого зубчатого элемента расположены со смещением относительно друг друга.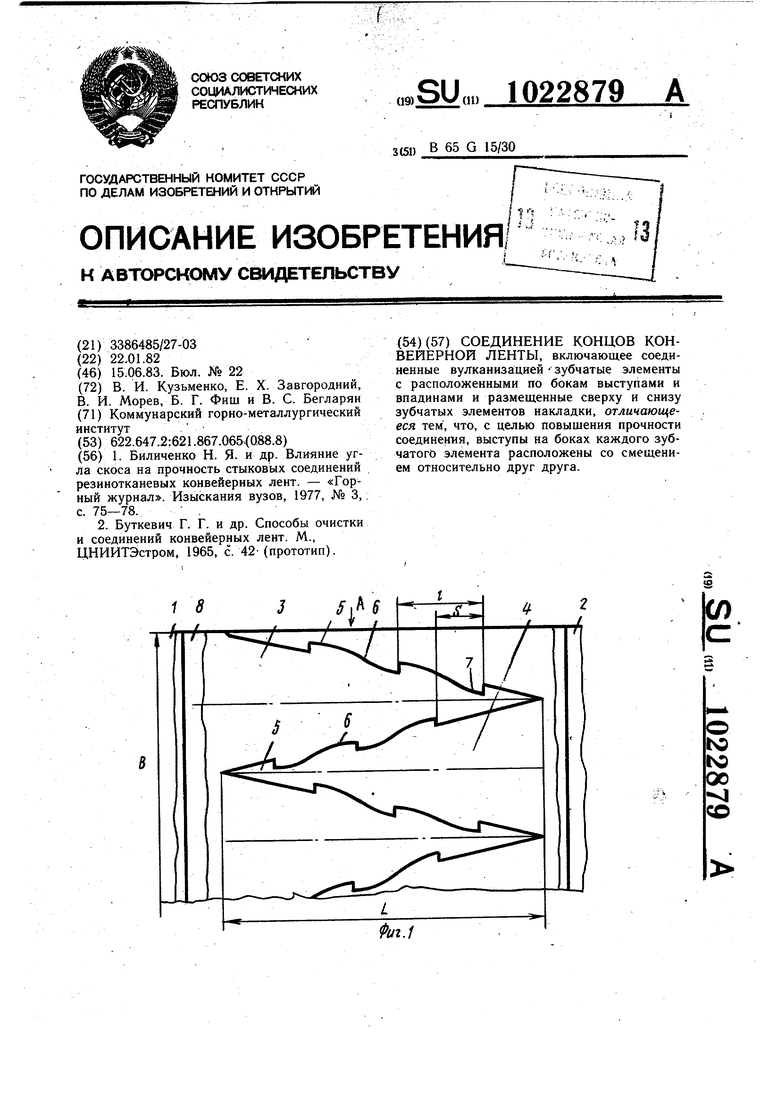
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Биличенко Н | |||
| Я | |||
| и др | |||
| Влияние угла скоса на прочность стыковых соединений резинотканевых конвейерных лент | |||
| - «Горный журнал | |||
| Изыскания вузов, 1977, № 3,, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Буткевич Г | |||
| Г | |||
| и др | |||
| Способы очистки и соединений конвейерных лент | |||
| М., ЦНИИТЭстром, 1965, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
