Известные способы иротягыванпя тел вращения при помощи многорезцовой протяжки, перемещаемой по касательной от)1осптелы10 обрабатываемого врап ающегося изделия, имеют значительные недостатки, вследствие чего не нолучили распространения. Недостатки заключаются в том, что при нодаче протяжки павстречу изделию угол резания получается больше чем 90°, т. е. врозанне резца в изделие пропсходит при отрицательном переднем угле даже при небольшое; глубине рсза.ия и достаточном переднем угле резца. В случае обработкн фасонных тел вращения, когда для получения правильного профиля применяют тангенциальные резцы - угол резаиия еи;е больше увеличивается, и процесс резания происходит при увеличившемся отрицательном угле, что, помимо ухудшения условий резания, понижает стойкость резцов.
Для устранения указанного 1(логтат ;:. согласно оиисываемому способу, протял:кс сообщают двпжепие в нанравлени:-: вращения изделия для повышения стойкости резцов, в результате чего нроцесс резания происходит как с ноло;кител; Быми, так и с отрицательными передними углами.
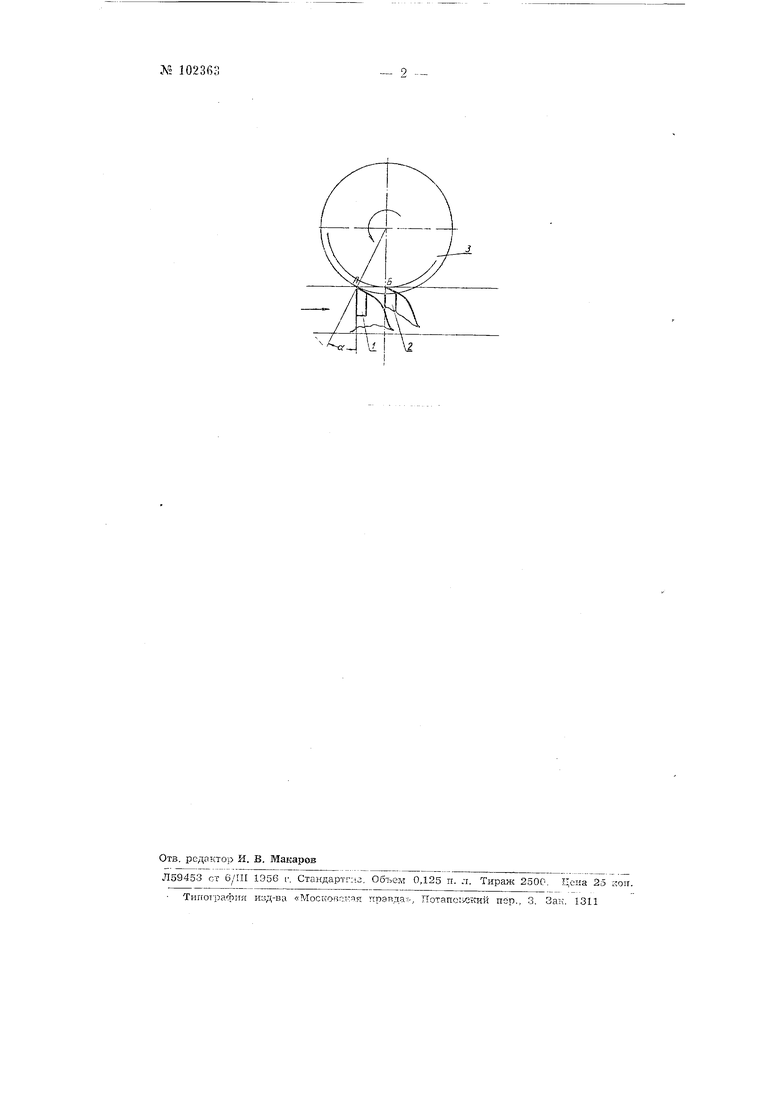
На чертел;е схематически Иоображено взаимное поло;кеиие обрабатываемого излелия п протяжки.
Протяжку с тангенциальными резцами (1) и (2) подают по касательной относительно обрабатываемого изделия (3) в папрар.лении враще шя его.
При врезании резца (1) во врагдающееся изделие в точке (А) угол резаиия, т. е. угол между передней гранью резца и касательной будет меньше чем jO°. а передний угол «я остается полож11тель:1ы г. В нолоа екии (Б) Y-С.ЩЛ (2) угол резаиия будет равиым 9(Т. Ярн далы:ойи ем движенни протяжки iieзец (2) отходит от обрабатываемого 1гзделня. Таким образом, весь ироцесс резания происходит при иоложительном переднем угле
и улучигенпых условиях реза ИНН.
И р е
и 3 о о р е т е и и я
Способ протягивания тел врпи1,еипя нри номощи многорезцовой протмжкн, перемещаемой по касательной от {оснтольно вращающегося обрабатываемого изделия, п т л и ч а ю щ п и с я тем, что, с цельь; новьпиенгя стойкости резцов. HIM, яжку перемещают в направлении вг ииепия ибрабатываемсго изделия. в результат:. -кто процесс резания происходит как с положительными, так п с отрицатгмьными иерелнпми углами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения внутренних поверхностей | 1961 |
|
SU149287A1 |
| Способ обработки резанием многорезцовым вращающимся инструментом | 1989 |
|
SU1726138A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Тангенциальный многолезвийный резец | 1946 |
|
SU68939A1 |
| ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2592649C2 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| Способ обработки резанием | 1989 |
|
SU1703258A1 |
| Способ установки многорезцового блока | 1981 |
|
SU1009611A1 |
| СПОСОБ СНЯТИЯ ПРИПУСКА ПРИ ОБРАБОТКЕ ТЕЛ ВРАЩЕНИЯ | 1966 |
|
SU184580A1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |