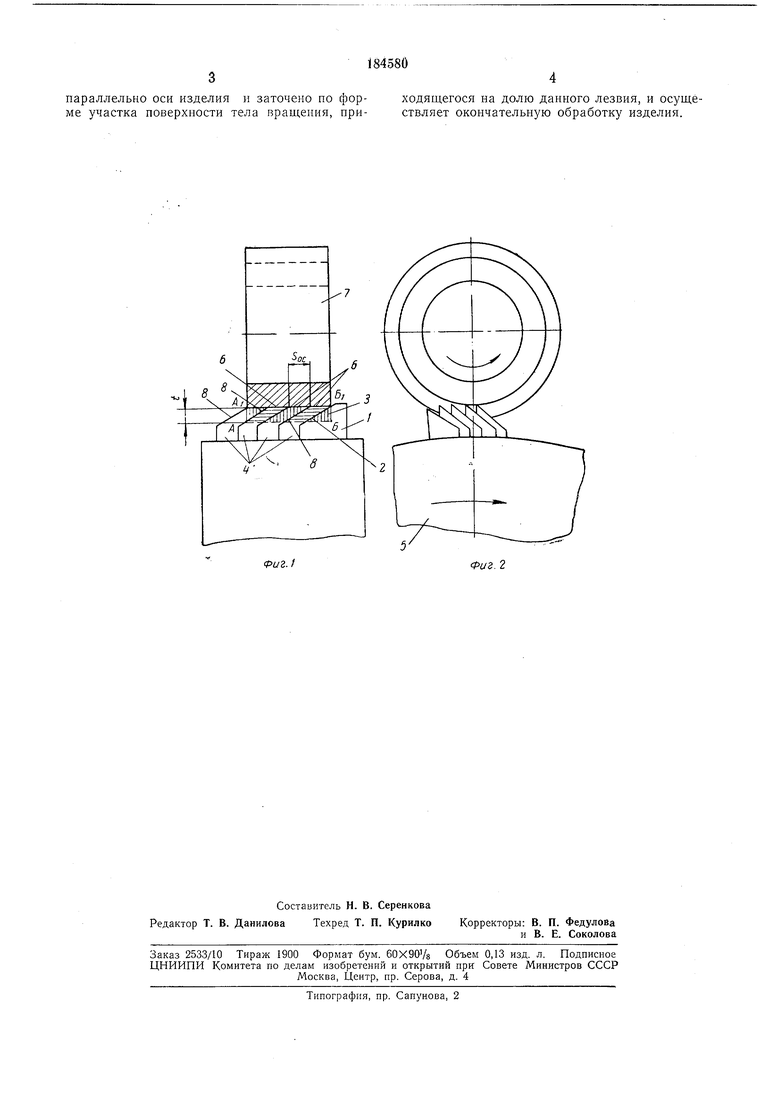
Известны способы снятия припуска при обработке тел вращения в условиях попутного точения. Особенностью предлагаемого способа является то, что снятие припуска осуществляют резцом, подаваемым в радиальном и тангенциальном направлениях на изделие и снабженным двумя режущими лезвиями, одно из которых расположено под углом к оси изделия и вводится постепенно в рабочий контакт с ним на участке обработки по корке, а второе - параллельно оси изделия и заточено по форме участка поверхности тела вращения, приходящегося на долю данного лезвия, и осуществляет окончательную обработку изделия. Такой способ снятия припуска при обработке тел вращения в условиях попутного точения обеспечивает увеличение производительности и повышение качества поверхности. На фиг. 1 иозбражепа схема резания по предложенному способу; на фиг. 2 - то же, вид сбоку. Вначале процесса резания согласно предлагаемому способу правый резец / (фиг. 1) своей режущей кромкой 2 снимает часть припуска 3, вступая в контакт с коркой АБ постепенно отдельными участками, что значительно повыщает стойкость резца. Остальные резцы 4, установленные па одной глубине t и смещенные по ширине резцовой головки 5 (фиг. 2) па величину осевой подачи Sg, образуют размерную поверхность А Б режущей кромкой , заточенной по форме участка поверхности тела вращения и осуществляющей окончательную обработку изделия 7. При этом у резцов 4 по корке работает режущая кромка 8, расположенная под углом к оси изделия. Режущая кромка 5 не влияет на точность и чистоту обработанной поверхности. Применение способа снятия припуска при обработке тел вращения в условиях понутного точения позволило, например, при обработке стали ШХ15 довести толщину снимаемого слоя / до 2-3 мм, осевую подачу SQC ДО мм, скорость резания до 220 м/мин и увеличить производительность в 2-3 раза. Предмет изобретения Способ снятия припуска при обработке тел вращения в условиях попутного точения, отличающийся тем, что, с целью увеличения производительности и повышения качества поверхности, снятие припуска осуществляют резцом, подаваемым в радиальном и тангенциальном направлениях на изделие и снабженным двумя релсущими лезвиями, одно из которых расположено под углом к оси изделия и вводится постепенно в рабочий контакт с ним на участке обработки на корке, а второе-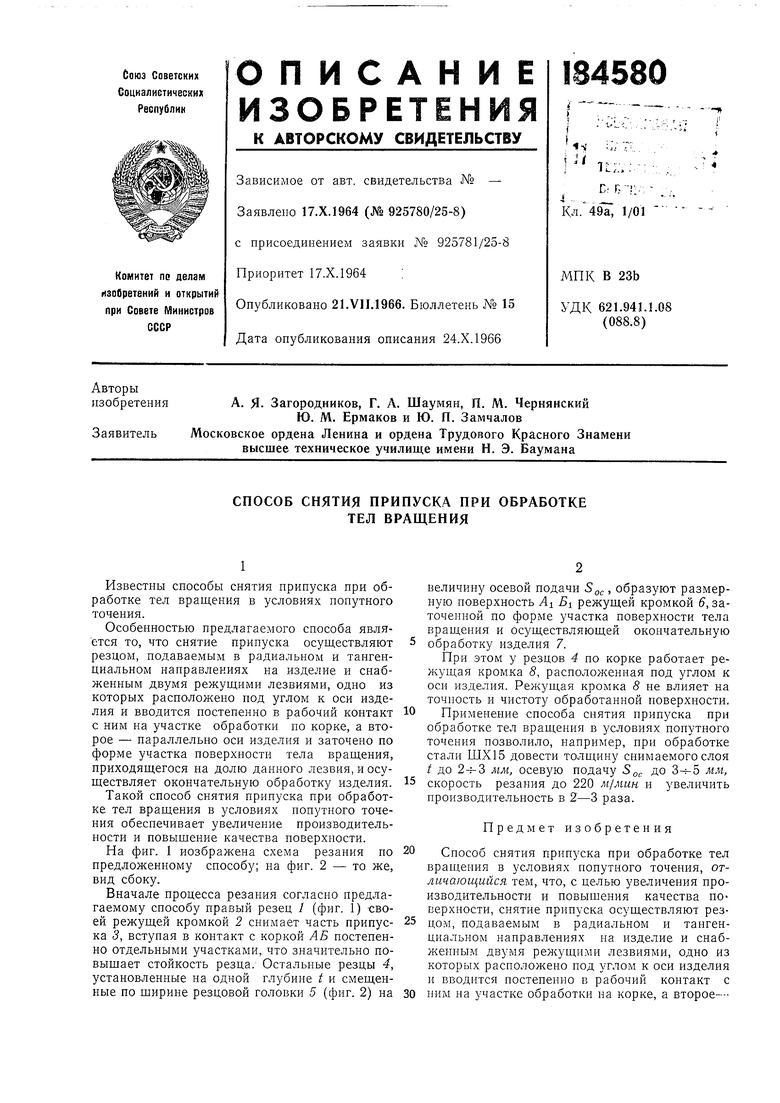
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ снятия припуска при обработке тел вращения | 1978 |
|
SU780958A1 |
| Способ тангенциального точения торцевых поверхностей тел вращения | 1983 |
|
SU1166897A1 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| Способ поштучного точения торцевых и фасонных поверхностей | 1978 |
|
SU764848A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТВСЕСОЮЗНАЯ | 1972 |
|
SU338308A1 |
| Способ получения корней стружки | 1974 |
|
SU552138A1 |
| Способ тангенциального точения тел вращения | 1984 |
|
SU1225695A1 |
| Способ механической обработки | 1986 |
|
SU1463394A1 |
| Способ тангенциального точения | 1974 |
|
SU480497A1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |