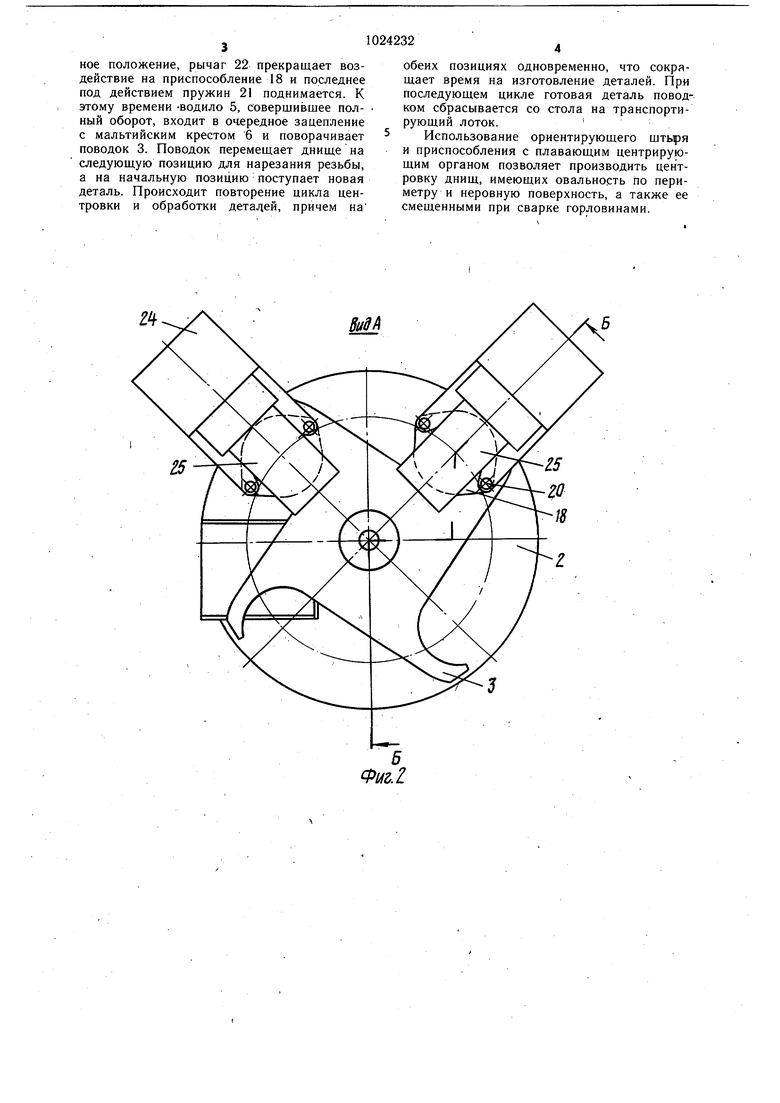
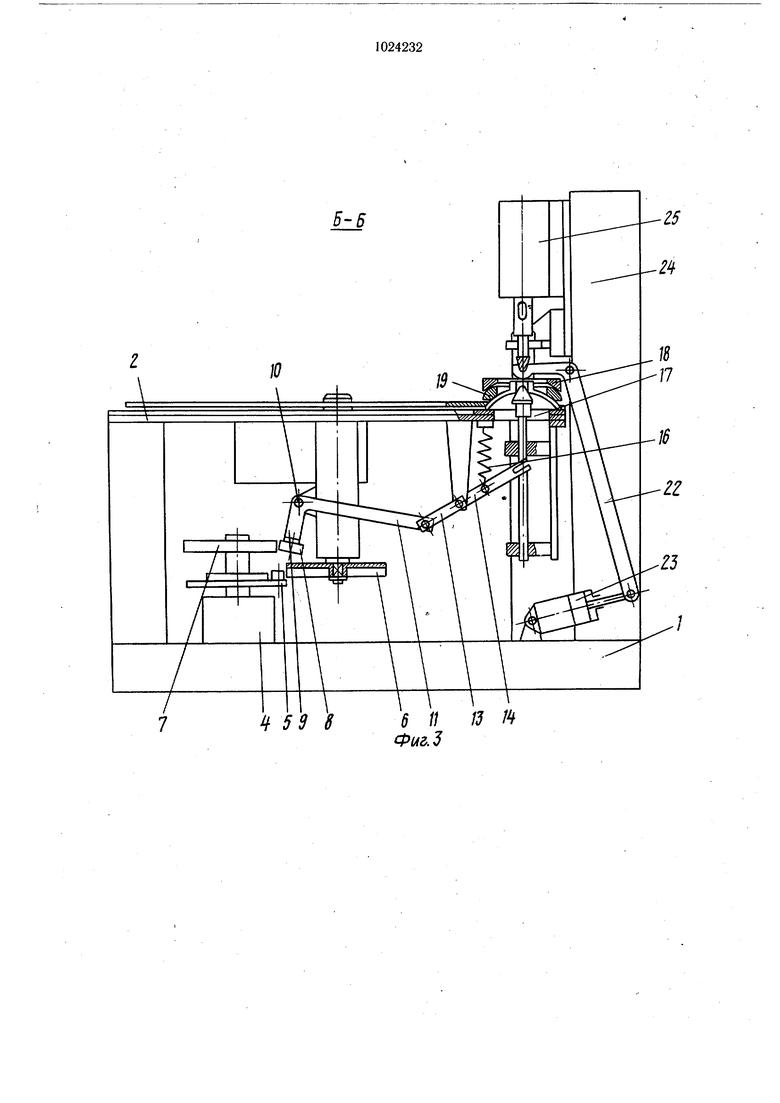
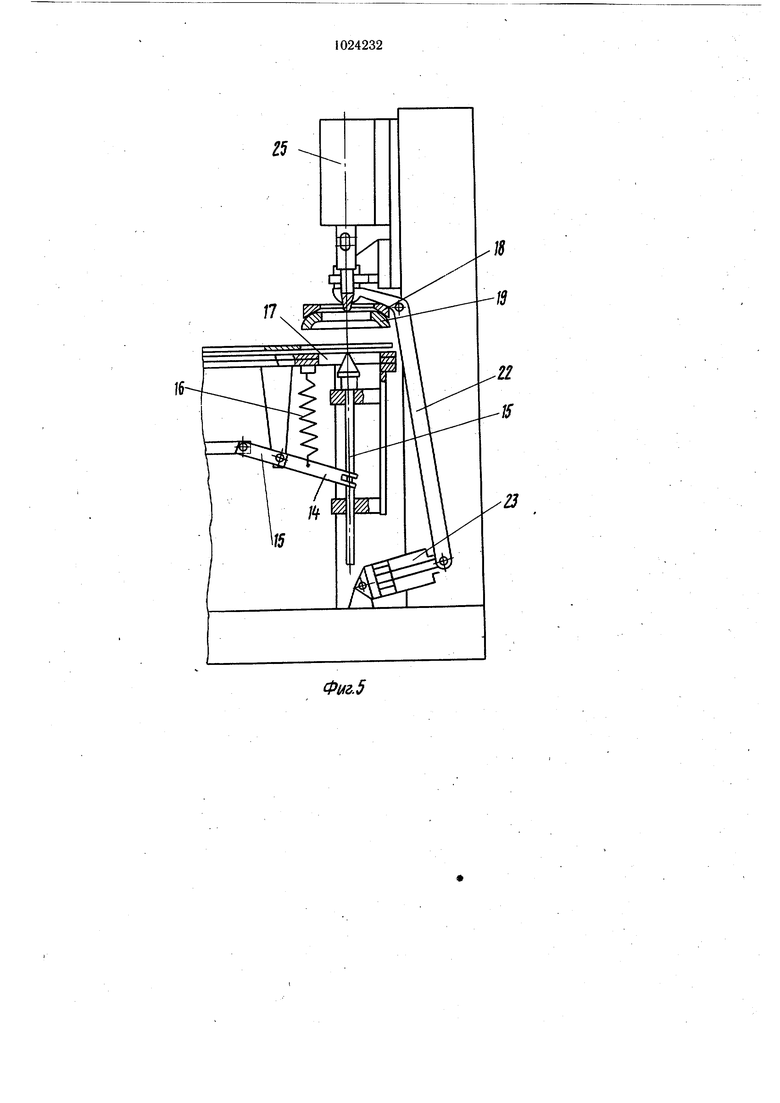
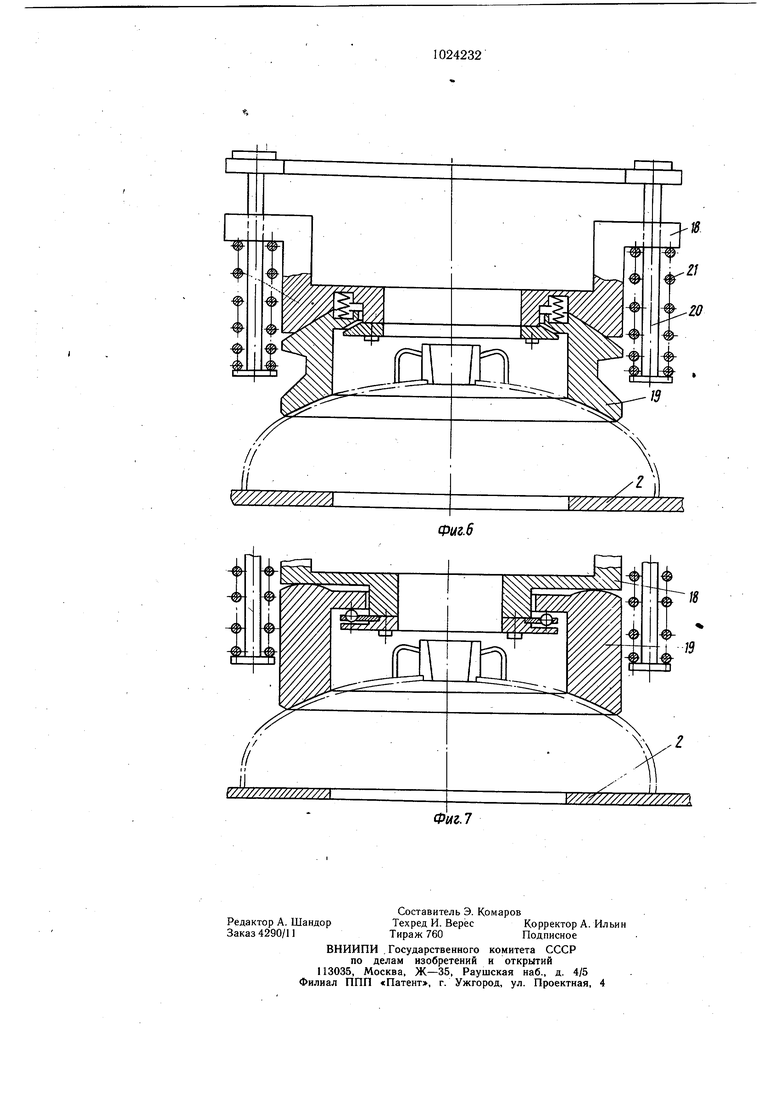
Изобретение относится к металлорежущему оборудованию, в частности к сверлильным станкам, и может быть использовано при сверлении и обработке отверстий в деталях с криволинейной поверхностью. Известен многопозиционный станок, содержащий поворотный стол, инструментальные головки со шпинделями и зажимные устройства 1. Недостатком известного станка является невозможность установки и зажима днищ баллонов с горловиной. Цель изобретения - повышение точности установки и зажима днищ баллонов с горловинами. Цель достигается тем, что в многопозиционном станке, содержащем поворотный стол, инструментальные головки со шпинделями и зажимные устройства, каждое зажимное устройство выполнено в виде ориентирующего щтыря с конической головкой и центрирующего приспособления, установленных соосно шпинделю инструментальной головки оппозитно поверхности поворотного стола с возможностью церемещения навстречу друг другу, при этом в столе выполнены отверстия под ориентирующие щтырй. На фиг. 1 изображен станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вертикальный разрез части станка при опущенном щтыре,- на фиг. 6 и 7 - фиксирующее приспособление (два варианта крепления). Многопозиционный станок для обработки отверстий включает станину 1, на которой размещены горизонтальный неподвижный стол 2 с установленным на нем поворотным поводком (поворотным столом) 3. Привод 4 поводка 3 включает водило 5 и мальтийский крест 6, на одном валу с которым установлен поводок 3. На одном (приводном)- валу с водилом 6 установлен кулачок 7, с которым контактирует ролик Г-образного поворотного рычага 9, вращаемого вокруг оси 10 и имеющего два передающих плеча 11. Каждое из последних посредством рычагов 12, имеющих разнесенные вдоль оси вращения плечи 13 и 14, связано с вертикальными штырями 15. Плечи 14 подпружинены относительно стола 2 пружинами 16 и связаны с ориентирующими штырями 15 по кулисному принципу. Штыри установлены под столом 2 и имеют возможность вертикального перемещения вверх. В зоне штырей стол имеет отверстия 17. Соосио щтырям 15 над столом 2 расположены центрирующие приспособления 18, несущие на себе фиксирующие органы 19, которые соединены с приспособлением 18 подвижно с возможностью самоустанавливаемости при прижатии днища к столу 2. Приспособления 18 установлены на направляющих 20 с пружинами 21, предназ; наченными для перемещения их в верхнее положение. Приспособление 18 с фиксирующим органом 19 и ориентирующими щтырями 15 образует зажимное устройство, ориентирующее обрабатываемую деталь в необходимом положении. Каждое приспособление 18 имеет привод, состоящий из рычага 22 и пневмоцилиндра 23. Над каждым приспособлением 18 на стойках 24 установлены инструментальные головки 25. Головки установлены так, что их шпиндели с инструментом 26 соосны со штырями 15. В первой головке установлен инструмент для чистовой обработки отверстия в горловине дниша, а во второй - метчик. Станок работает следующим образом. Транспортирующим механизмом (не показан) днище подается на стол 2, где захватывается поводком 3, перемещающим его на позицию обработки, где оно (в момент прекращения вращения поводка) размещается над отверстием 17 ,в центрирующем приспособлении. В это время кулачок 7, вращающийся вместе с водилом 5 постоянно, контактирует с роликом 8 своим участком с меньшим радиусом и передающие плечи 11 Г-образного рычага 9опускаются, а рычаг 12 под действием пружины 16-плечом 14 поднимает вверх щтырь 15, который проходит через отверстие 17 и своей конической головкой входит в горловину днища (черновое отверстие в горловине обрабатывается до сварки ее с днищем), приподнимая и одновременно ориентируя его. Днище под воздействием силы тяжести насаживается на головку штыря 15, причем за счет сползания по ее конусной поверхности горловина центрируется соосно с инструментом 26. При этом возможное установочное отклонение оси горловины от оси инструмента ликвидируется. Включается пневмОцилиндр 23 и рычагом 22 приспособления 18 прижимается к днищу, охватывая его фиксирующим органом 19. При отклонениях в форме днища, таких, как овальность по периметру или искривление поверхности по образующей-выпуклости или вогнутости, фиксирующий орган 19 самоустанавливается по фактической поверхности днища, а приспособление 18 прижимает его сверху. При этом обеспечивается достаточная надежность фиксации днища на позиции обработки. По заверщении центрирования кулачок 7, воздействуя на ролик 8 участком с больщим радиусом, отжимает ролик 8 и производит поднятие плеч, 11, которые, через рычаги 12, вызывают опускание щтырей 15 ниже стола 2. После этого опускается инструмент 26 и производится чистовая обработка отверстия. Затем инструмент отводится и щток пневмоцилиндра 23 возвращается в первоначальное положение, рычаг 22 прекращает воздействие на приспособление 18 и последнее под действием пружин 21 поднимается. К этому времени -водило 5, совершившее полный оборот, входит в очередное зацепление с мальтийским крестом 6 и поворачивает поводок 3. Поводок перемеш,ает дниш.ена следуюш.ую позицию для нарезания резьбы, а на начальную позицию поступает новая деталь. Происходит повторение цикла центровки и обработки деталей, причем на
обеих позициях одновременно, что сокращает время на изготовление деталей. При последующем цикле готовая деталь поводком сбрасывается со стола на транспортирующий лоток.
Использование ориентирующего штьря и приспособления с плавающим центрирующим органом позволяет производить центровку днищ, имеющих овальность по периметру и неровную поверхность, а также ее смещенными при сварке горловинами.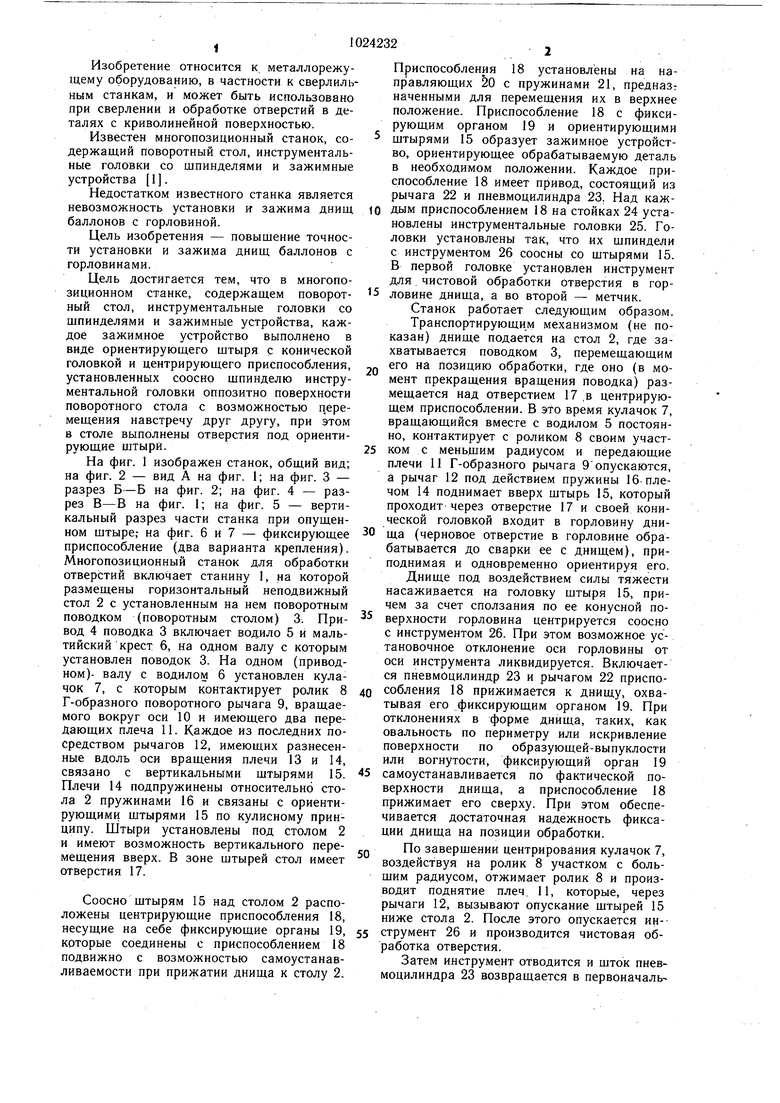
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |
| Многопозиционный станок | 1985 |
|
SU1263498A1 |
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
| МНОГОПОЗИЦИОННЫЙ АГРЕГАТНЫЙ СТАНОК | 1987 |
|
RU2022759C1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Автомат для нарезания резьбы метчиком | 1977 |
|
SU689796A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК С КРУГЛЫМ ДЕЛИТЕЛЬНЫМ СТОЛОМ | 1994 |
|
RU2108221C1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
МНОГОПОЗИЦИОННЫЙ СТАНОК, содержащий поворотный стол, инструментальные головки со шпинделями и зажимные устройства, отличающийся тем, что, с целью повышения точности обработки дниш,а баллонов с горловиной, каждое зажимное устройство выполнено в виде ориентирующего штыря с конической головкой и центрирующего приспособления, установленных соосно шпинделю инструментальной головки оппозитно поверхности поворотного стола с возможностью перемещения навстречу друг другу, при этом в столе выполнены отверстия под ориентирующие штыри.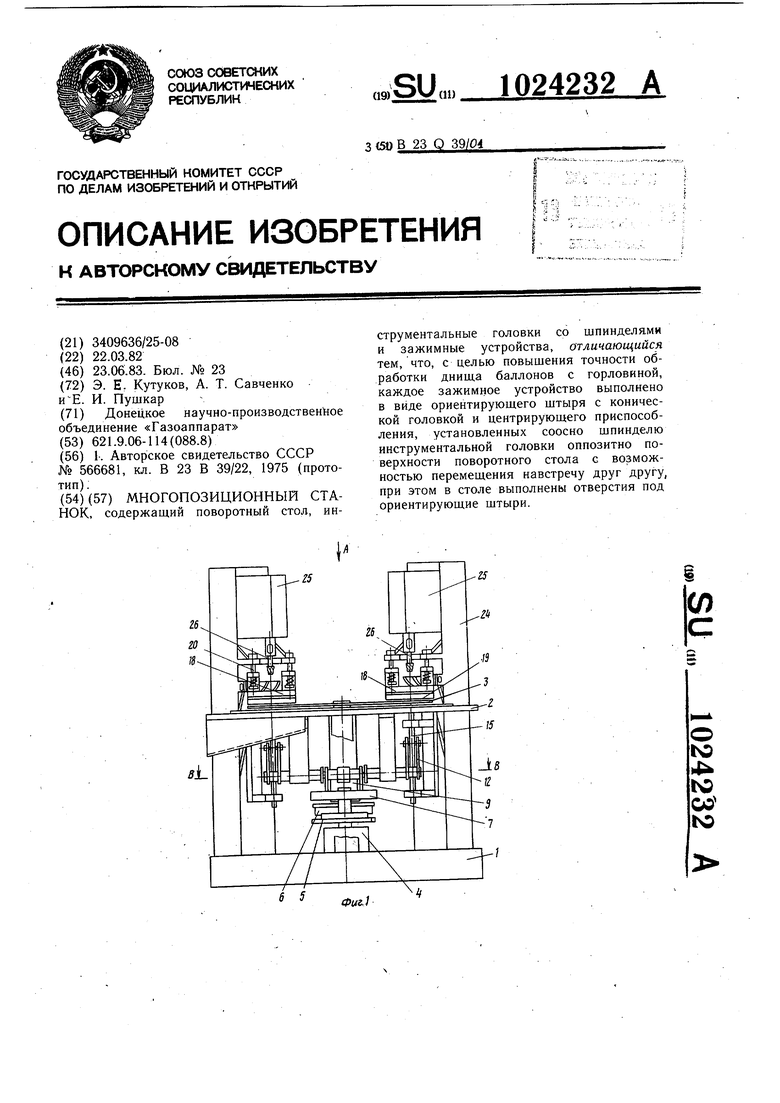
if 59 86 11 0 Фиг. J /
в-в
/5
Фиг.
Е5
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многошпиндельный сверлильный автомат | 1976 |
|
SU566681A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
