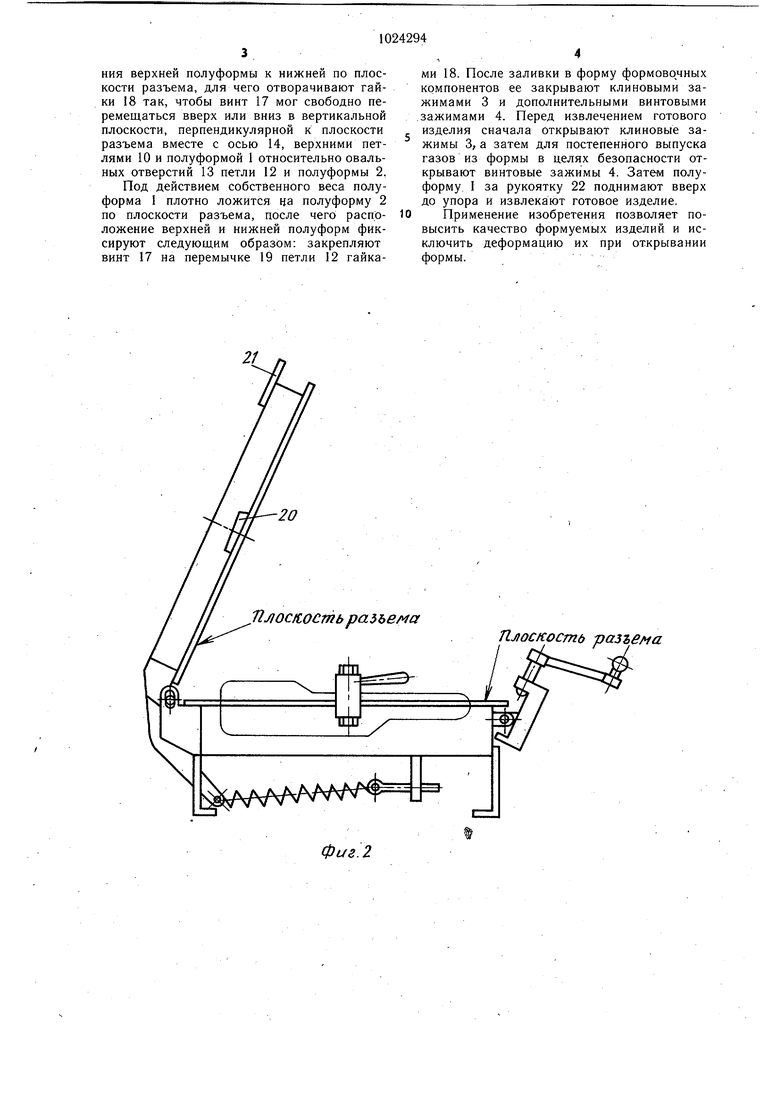
Kofimyp u dejfu 4 фиг.1 Изобретение относится к переработке пластмасс и может быть использовано в различных отраслях промышленности, в частности, в мебельной промышленности для производства мягких элементов мебели. Известна форма для изготовления полимерных изделий, в частности из пенополиуретана, содержащая разъемные полуформы и механизм запирания формы в виде шарнирно закрепленного на одной из полуформ рычага с захватным крюком 1. К недостаткам этой формы относится отсутствие точной фиксации полуформ друг относительно друга, что искажает конфигурацию изготавливаемых изделий и вызывает их деформацию при открывании формы. Наиболее близкой по технической сущности и достигаемому результату к изобретению является форма для изготовления вспененных изделий, содержащая разъемные верхнюю и нижнюю полуформы, соединенные клиновыми зажимами и дополнительными винтовыми зажимами, механизм открывания и закрывания формы в виде закрепленных на верхней полуформе и подпружиненных относительно нижней полуформы рычагов 2. К недостаткам этой формы относится то, что механизм открывания и закрывания формы не обеспечивает точной фиксации разъемных частей формы друг относительно друга и, следовательно, не обеспечивает точного совпадения контуров формующих полостей обеих полуформ. Кроме того, ось щарниров рычагов расположена ниже плоскости разъема формы, что вызывает деформацию готового изделия в первоначальный момент открывания верхней поЛуформы, так как поднимаясь, верхняя часть формы одновременно несколько смещается в сторону оси щарниров, и чем ниже ось щарниров расположена от плоскости разъема, тем это смещение больще. Целью изобретения является повышение качества формуемых изделий. Цель достигается тем, что в форме для изготовления вспененных изделий, содержащей разъемные верхнюю и нижнюю полуформь, соединенные клиновыми зажимами и дополнительными винтовыми зажимами, механизм открывания и закрывания формы в виде закрепленных на верхней полуформе и подпружиненных относительно нижней полуформы рычагов, механизм открывания и закрывания формы снабжен дополнительными узлами, каждый из которых выполнен в виде закрепленных на верхней и нижней полуформах соответственно верхних с круглыми отверстиями и нижних с овальными отверстиями петель, соединенных проходящей через них и расположенной в плоскости разъема полуформ осью, на которой щарнирно смонтирован винт с возможностью фиксации на перемычке, связывающей нижние петли, причем большая ось овальных отверстий, нижних петель направлена перпендикулярно плоскости разъема полуформ. Овальные отверстия в петлях на нижней полуформе и незафиксированный гайками винт дают возможность обеспечить плотное прилегание полуформ по плоскости разъема без смещения друг относительно друга в горизонтальной плоскости. Чтобы не нарущить такое положение полуформ в процессе формования или при открывании, винт крепится гайками на перемычке петель нижней полуформы. Расположение оси щарнирных петель в плоскости разъема полуформ способствует тому, что при открывании верхней полуформы отформованное изделие не деформируется. На фиг. 1 изображена форма для изготовления вспененных изделий в закрытом виде, общий вид; на фиг.2 - форма, в открытом виде; на фиг. 3 - то же, сверху; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 4. Форма для изготовления вспененных изделий содержит верхнюю 1 и нижнюю 2 полуформы, соединенные клиновыми зажимами 3, которые служат для быстрого запирания формы, дополнительными винтовыми зажимами 4, которые предназначены для дополнительного запирания и для предотвращения отбрасывания полуформы 1 под действием внутреннего давления в закрытой форме в начальный мцмент открывания, Механизм открывания и закрывания формы выполнен в виде закрепленных на верхней полуформе 1, подпружиненных относительно нижней полуформы 2 рычагов 5, соединенных стержнем 6, к которому крепятся пружины 7, регулируемые винтами 8. Механйзм открывания и закрывания формы снабжен дополнительными узлами 9, состоящиМИ из верхних петель 10, закрепленных на полуформе 1 и имеющих круглые отверстия 11, нижних петель 12, закрепленных на полуформе 2 и имеюцХих овальные отверстия 13, больщая ось которых расположена в вертикальной плоскости, перпендикулярной к плоскости разъема полуформ, оси Л 4 с щайбой 15 и щплинтом 16, которая расположена в плоскости разъема полуформ и проходит через овальные отверстия 13 в нижних петлях 12 и круглые отверстия 11 в верхних петлях 10. Ось 14 щарнирно соединена с винтом 17, который жестко крепится с помощью гаек 18 к перемычке 19, связывающей нижние петли 12. На верхней полуформе 1 закреплены опорные планки 20 для клиновых зажимов 3, планки 21 с прорезями для дополнительных винтовых зажимов 4 и рукоятка 22 для открывания и закрывания формы. Нижняя полуформа 2 снабжена опорами 23. Принцип работы формы следующий. Перед формованием изделия необходимо добиться плотного (беззазорного) прилегания верхней полуформы к нижней по плоскости разъема, для чего отворачивают гайки 18 так, чтобы винт 17 мог свободно перемещаться вверх или вниз в вертикальной плоскости, перпендикулярной к плоскости разъема вместе с осью 14, верхними петлями 10 и полуформой 1 относительно овальных отверстий 13 петли 12 и полуформы 2, Под действием собственного веса полуформа 1 плотно ложится на полуформу 2 по плоскости разъема, после чего расположение верхней и нижней полуформ фиксируют следующим образом: закрепляют винт 17 на перемычке 19 петли 12 гайками 18. После заливки в форму формовочных компонентов ее закрывают клиновыми зажимами 3 и дополнительными винтовыми зажимами 4. Перед извлечением готового изделия сначала открывают клиновые зажимы 3, а затем для постепенного выпуска газов из формы в целях безопасности открывают винтовые зажимы 4. Затем полуформу I за рукоятку 22 поднимают вверх до упора и извлекают готовое изделие.
Применение изобретения позволяет повысить качество формуемых изделий и исключить деформацию их при открывании формы.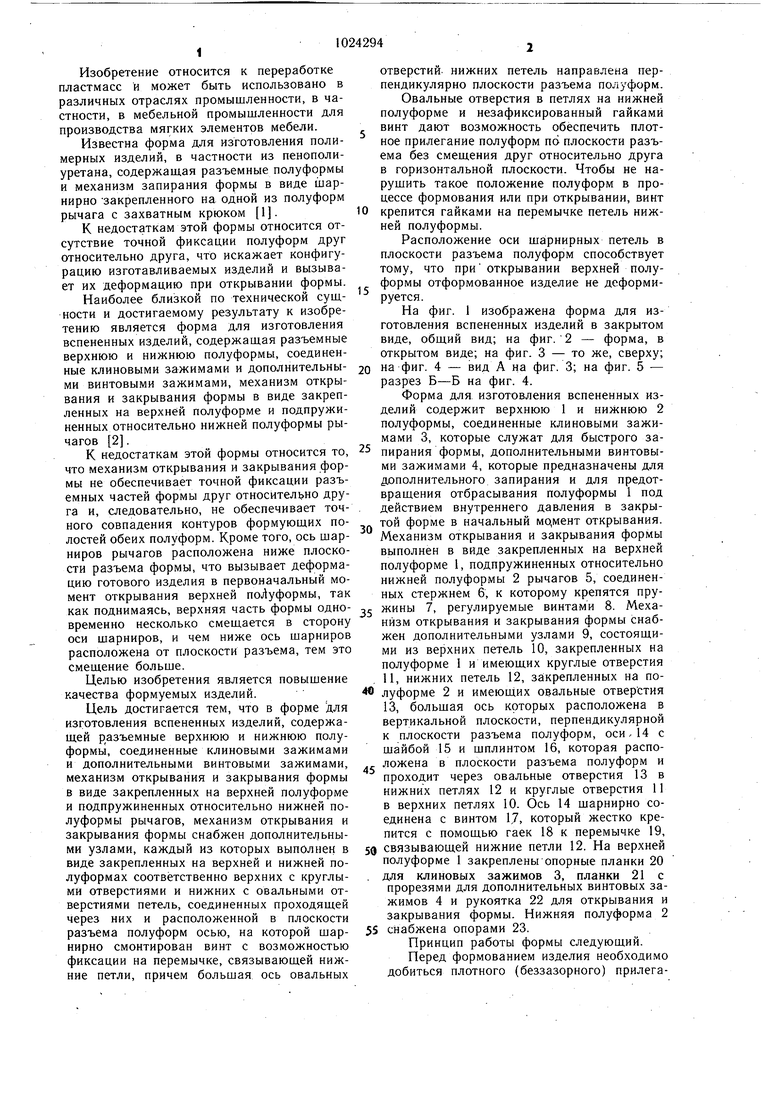
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления вспененныхиздЕлий | 1978 |
|
SU793793A1 |
| КОНТЕЙНЕР ДЛЯ ПЕРЕВОЗКИ ГРУЗОВ | 2014 |
|
RU2574800C2 |
| Форма для нанесения теплоизоляцииНА ТРубОпРОВОд | 1979 |
|
SU832235A1 |
| Устройство для формования стеклянной тары | 1978 |
|
SU963458A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173260C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2041820C1 |
| УСТРОЙСТВО ДЛЯ ВЫПЕЧКИ ПОЛЫХ ВАФЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2094993C1 |
| ДВЕРНАЯ КОНСТРУКЦИЯ, В ЧАСТНОСТИ, ДЛЯ ВЕРТОЛЕТА, СНАБЖЕННАЯ АВАРИЙНЫМ РАЗМЫКАЮЩИМ УСТРОЙСТВОМ | 2011 |
|
RU2570522C2 |
| Пресс-форма для изготовления изделий из пластмасс литьем под давлением | 1988 |
|
SU1692852A1 |
| Сдвижная передняя дверь легкового автомобиля | 2022 |
|
RU2778951C1 |


ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВСПЕНЕННЫХ ИЗДЕЛИЙ, содержащая разъемные верхнюю и нижнюю полуформы, соединенные клиновыми зажимами и дополнительными винтовыми зажимами, механизм открывания и закрывания формы в виде закрепленных на верхней полуформе и подпружиненных относительно нижней полуформы рычагов, отличающаяся тем, что, с целью повышения качества формуемых изделий, механизм открывания и закрывания формы снабжен дополнительными узлами, каждый из которых выполнен в виде закрепленных на верхней и нижней полуформах соответственно верхних с круглыми отверстиями и нижних с овальными отверстиями петель, соединенных проходящей через них и расположенной в плоскости разъема полуформ осью, на которой шарнирно смонтирован винт с возможностью фиксации на перемычке связывающей нижние петли, причем большая ось овальных отверстий нижних петель наi правлена перпендикулярно плоскости разъема полуформ. to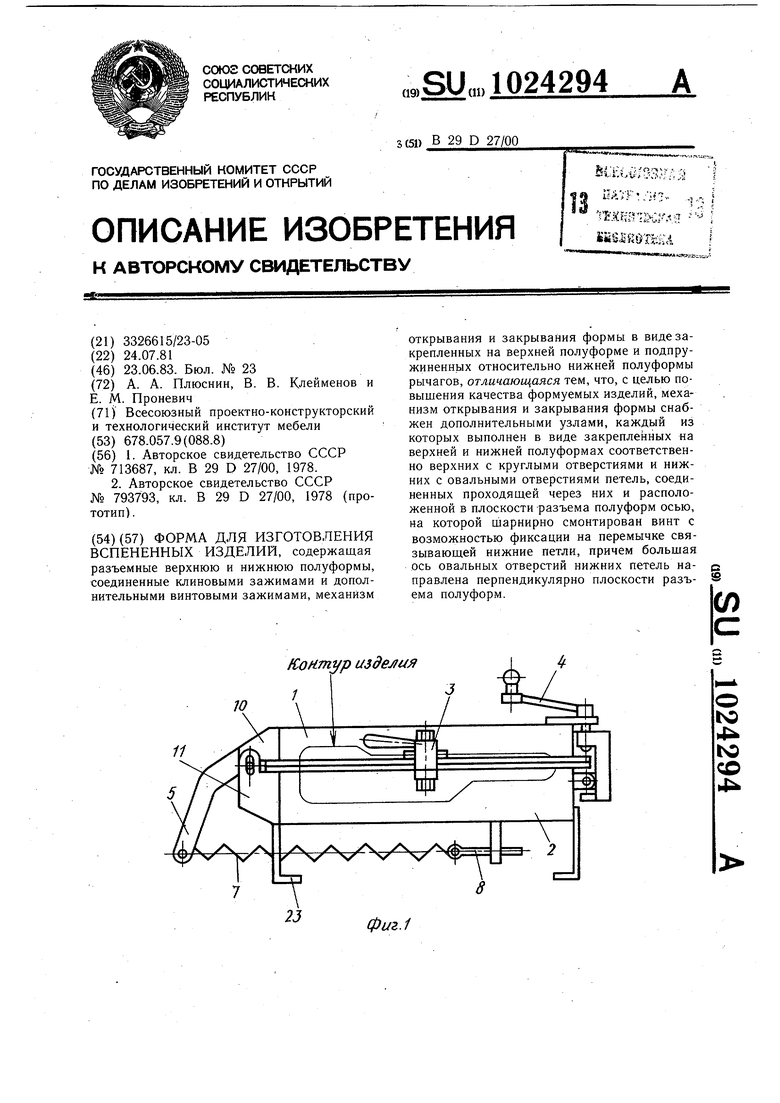
TlJiocitocmb разъема
фиг.2 Плоскость разъема
Контур изделия
10
вид А повернуло
11
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма | 1978 |
|
SU713687A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма для изготовления вспененныхиздЕлий | 1978 |
|
SU793793A1 |
| Солесос | 1922 |
|
SU29A1 |
