1 ;шсстны штампы и производстве для горячей штамповки.
Оснонпым недостатком cymecTnyionuix штампов является большая нагрузка, )11нимаемая пуансоном и матрпцей при штамповке деталей с неболыппГ; площадью поперечного сечения.
Онпсыиаемый П1тамп не имеет уиагзанных недостатков. Эти достигается прпмоне ием прикрепленной к дери;ател10 пуансона с буфера o6oiiMi,i с направля1ои(им для пуа)ич)на отверстием, служа цим также полостью. формуюп1:ей голов1;у болта HIUI сопрпкооювении обоймы с матрицей (во время рабочего хода).
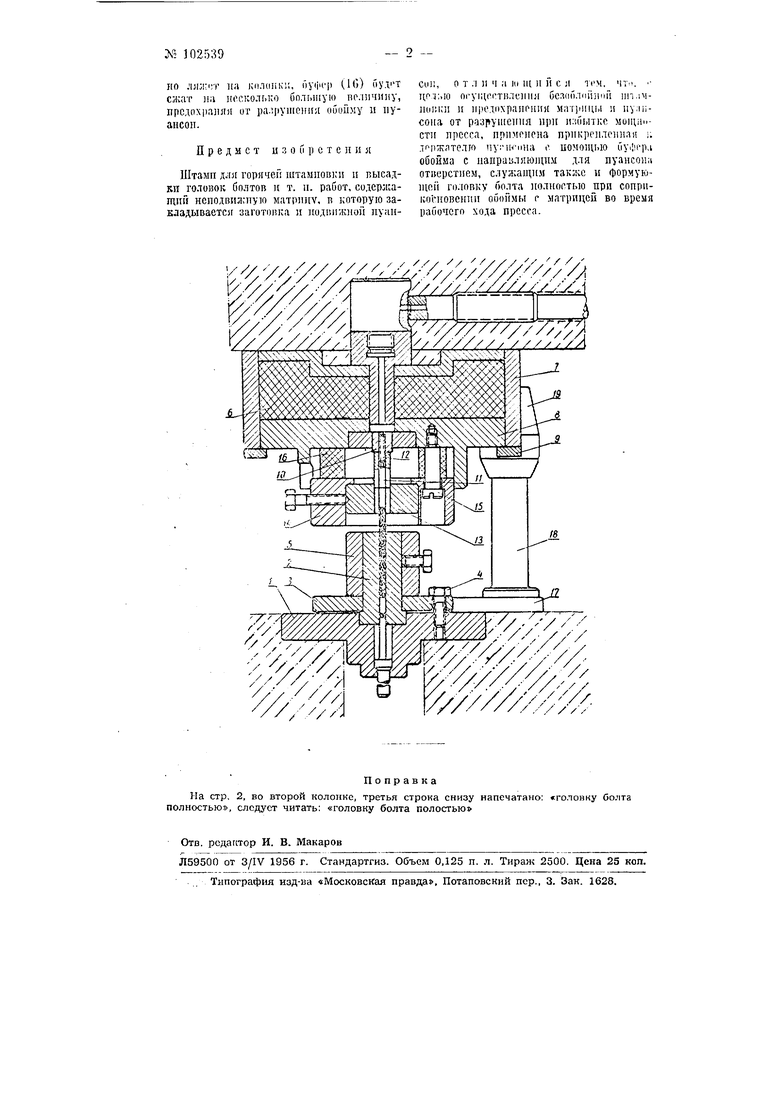
На чертеже пзображеи штамп в разрезе.
Па столе пресса, на пп;кпей плите (I) 1итампа закрепляется смепп я матрица (2) с помон.ю пр1г;кимн11го кольца (3) и бо. (4). 1а )1адета наиравлнинцаи втулка (5) дли ц(пт|)ироиаиил iiipxiicii части штампа относите.и.но iiir,i;-Hlii.
15(рхняя час/гь штампа пктопг из резинового буфера (G), заключенного в кпрпус (7), 3aK|)MTi,iii крышкой (8) с и)и.хватамп (9). 5 отш-рстпе крьпнки .чен подиятиик (10), к которому npni;peпл(п ciiPiiHbiii iiyjiHi-on (11), П1)едставля10И(ий собой глад|,у|(1 призму, С1)еди)1еппую с под1Г(т1И1;ом шии.и.кий (12). Пуансон входпт в соотмет-с/гвуюиий Формг, отверСТ1И1 обоПм () с минимальным зазором. Обойма (13) крспитси в отвс)стип плавающей обпймы (14) с ичмощмо
Т1)ех впнтов (15), дающих возможность перемещаться обойме (14) вдоль своей оси па необходимую величину.
Под действием резинового буфера (16) обойма (14) находится в нижнем крайнем положении. На прп;кимное кольцо (3) установлена подставка (17). В последнюю запрессованы две колонки (18) с навпнченнымн на них колпаками (19). 110ЛОНКН служат для поглощения из.иип)ен мнергни удара, т. с. разгружают пуансон и обойму от злии1ней нагрузки, lljioцесс высадки происходит следующим об)азом.
Б отверстие матрпцы (2) помещается заготовка с нагретым для высадки концом. Прн движенн ползуна пресса в)1из высалспваемый конец заготовки входит в отверстие обоймы (13).
Прежде чем торец пуансопа поснстг5 торца заготовки, П1)оиеходит соирикосновепис торца обонмы с торцом матрицы л плотно зам1,11,.ае.тся iiiJOivrpaiicrBo в oriiciiITint об(, пр(М1ра1ца1( сноп дниженип вниз.
При дальнейнгем двил;ении ползуна вниз сжимается буфер (16), пуансон дсформпрует нагретый конец naroToitin;, сж1гмая буфер (1G) с усилием, .t для высадки данной Д|-тали. Kai; то.-и.ки закапчивается ироцесс 1и.сад1си, ползун пресса ло;кнтся па торць колпаков (ИО колонок (JiS), погашая ii;i6,iTOK aiiepritit удара. Если в штамп будет залоп:опа заготовка с несколько увеличенным объемом, то после того, как нолзун пеподнилс
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для одноударной высадки головок болтов | 1955 |
|
SU106337A1 |
| Устройство для высадки головок на стержнях | 1958 |
|
SU125726A1 |
| Ковочный штамп для точной штамповки с автоматической обрубкой облоя | 1958 |
|
SU123027A1 |
| Устройство для полного выталкивания из матриц заготовок при штамповке на прессах | 1956 |
|
SU107102A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Штамп для глубокой вытяжки изделий | 1955 |
|
SU101136A1 |
| Штамп для однопереходной штамповки полых деталей с перемычкой | 1986 |
|
SU1449224A1 |
| Штамп для высадки стержневых заготовок | 1985 |
|
SU1269911A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
