Известен ковочный штамп, включающий нижнюю плиту с закрепленными на ней ковочной и обрубной матрицами, деформирующий металл пуансон и расположенный в гнезде нижней плиты выталкиватель.
Описываемый ковочный щтамп позволяет получить точную щтамповку и осуществляет автоматическую обрубку облоя.
Это достигается тем, что обрубная матрица выполнена со щелями для выхода избыточного металла, а выталкиватель штампа снабжен накладкой (обрубным пуансоном) для съема облоя при обратном ходе ползуна пресса.
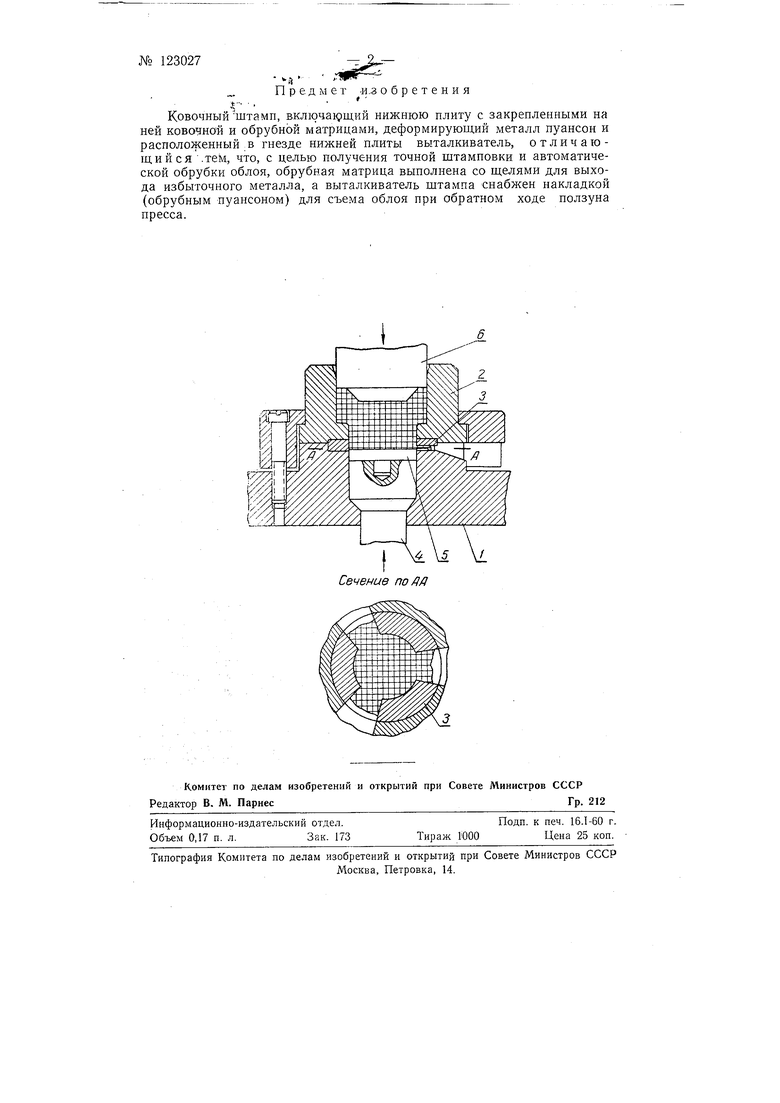
На чертеже изображен ковочный штамп и сечение по АА.
На нижней плите / штампа закреплена матрица 2, в выточку нижнего торца которой запрессована обрубная матрица 3 из теплостойкой стали или из твердого сплава. В гнезде плиты / помещен выталкиватель
4с накладкой (обрубным пуансоном) 5. В полость матрицы 2 с небольшим зазором входит пуансон 6. Обрубная матрица 5 имеет на своей тордовой -поверхности несколько пазов, образующих щели для выхода излишнего металла из матрицы.
Нри верхнем положении ползуна пресса нагретая стальная (и.ли холодая из мягкого цветного металла) заготовка помещается в полость матрицы, и ползун включается в рабочий ход. Пуансон деформирует заготовку, придавая ей форму полости матрицы, а избыток металла вытекает в щели обрубной матрицы.
При обратном ходе ползуна пресса выталкиватель 4, перемещаемый вверх, удаляет штамповку из матрицы, а накладка (обрубной пуансон)
5обрубает образовавшийся при штамповке облой. Обрубленные куски облоя выталкиваются из щелей при штамповке следующей поковки вытекаюшим в облой металлом.
Предмет -изобретения
КовочныйШтамп, включа19щий нижнюю плиту с закрепленными на ней ковочной и обрубной матрицами, деформирующий металл пуансон и расположенный .в гнезде нижней нлнты выталкиватель, отличающийся .тем, что, с целью получения точной штамповки и автоматической обрубки облоя, обрубная матрица выполнена со щелями для выхода избыточного металла, а выталкиватель щтампа снабжен накладкой (обрубным пуансоном) для съема облоя при обратном ходе ползуна пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для одноударной высадки головок болтов | 1955 |
|
SU106337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| Устройство для полного выталкивания из матриц заготовок при штамповке на прессах | 1956 |
|
SU107102A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Штамп для горячей штамповки | 1955 |
|
SU102539A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1988 |
|
SU1678491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Штамп для штамповки деталей | 1987 |
|
SU1503964A1 |