Предметом изобретения является штамп для одноударной высадки головок болтов и т. п. деталей с большим объемом головок, т. е. таких деталей, заготовки которых имеют высаживаемый участок, превышаюш,ий ее диаметр более чем в 1,5 раза.
Особенность описываемого штампа заключается в том, что для предотврашения изгиба высаживаемого участка заготовки и смеш,ения головки детали, матрица штампа выполнена подвижной и подпружиненной для перемещения ее при высадке головки под воздействием упоров, устроенных в верхней половине штампа.
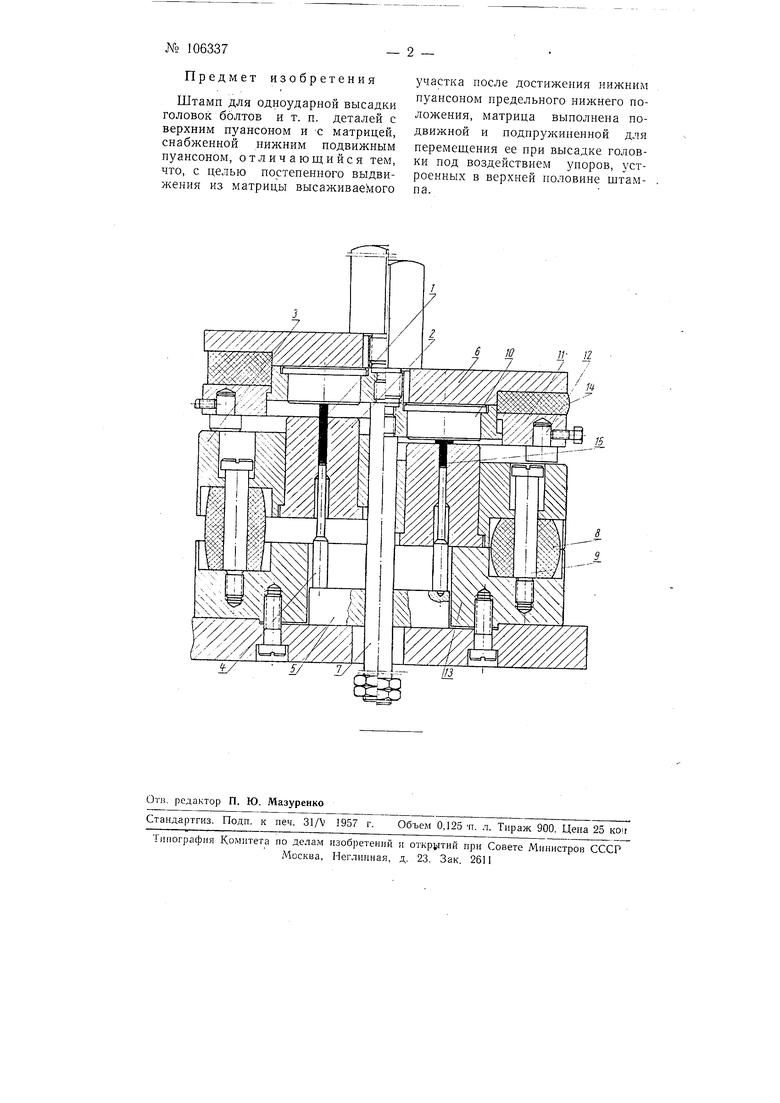
На чертеже изображен четырехместный штамп в разрезе, причем на левой части он показан перед высадкой детали, а на правой - но окончании высадки.
Заготовки / вставляют в отверстия матриц 2, находящихся в матрицедержателе 3 и застопоренных от осевого перемещения болтами. Заготовки опираются на нижние нуанссны-выталкиватели 4, в свою
очередь опирающиеся на крестовину 5, соединенную с верхней плитой штампа 6 (пуансонодержателем) посредством тяги 7.
В исходном (крайнем верхнем) положении матрицедержатель 3 находится .под действием четырех резиновых буферов 8 и удерживается винтами 9.
При ходе ползуна пресса вниз пуансонодержатель 6 с верхним пуансоном W и плита 11 с упорами 12 опускаются, причем упоры 12 нажимают на матрицедержатель 3, сжимая буферы 8, вследствие чего матрицедержатель также опускается, а высаживаемый участок заготовок постепенно выдвигается из матрицы.
Как только матрицедержатель ляжет на опорную плиту 13, резиновые буферы 14 начинают сжиматься и верхние пуансоны 10 высаживают головку детали.
Удаление готовой детали 15 осуществляется при обратном ходе ползуна пресса пуансонами-выталкивателями 4.
№ 106337
Предмет изобретения
Штамп для одноударной высадки головок болтов и т. п. деталей с верхним пуансоном и -с матрицей, снабженной нижним подвижным пуансоном, отличающийся тем, что, с целью постепенного выдвижения из матрицы высаживаемого
участка после достижения нижним пуансоном предельного нижнего положения, матрица выполнена подвижной и подпружиненной для перемещения ее при высадке головки под воздействием упоров, устроенных в верхней половине штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки головок на стержнях | 1958 |
|
SU125726A1 |
| Устройство для полного выталкивания из матриц заготовок при штамповке на прессах | 1956 |
|
SU107102A1 |
| Штамп для горячей штамповки | 1955 |
|
SU102539A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Ковочный штамп для точной штамповки с автоматической обрубкой облоя | 1958 |
|
SU123027A1 |
| Способ изготовления ступенчатыхдЕТАлЕй | 1979 |
|
SU821014A1 |
| Штамп для высадки головок наСТЕРжНяХ | 1979 |
|
SU837533A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |