имеющих тор- штамп, общий
Изобретение относится к обработке металлов давлением, а именно к штамповой остастке для из1-отовления полых деталей с фланцем.
Цель изобретения рас1иирение технологических возможностей и повышение качества получаем 1,1х деталей новую перемычку.
На чертеже изображен вид.
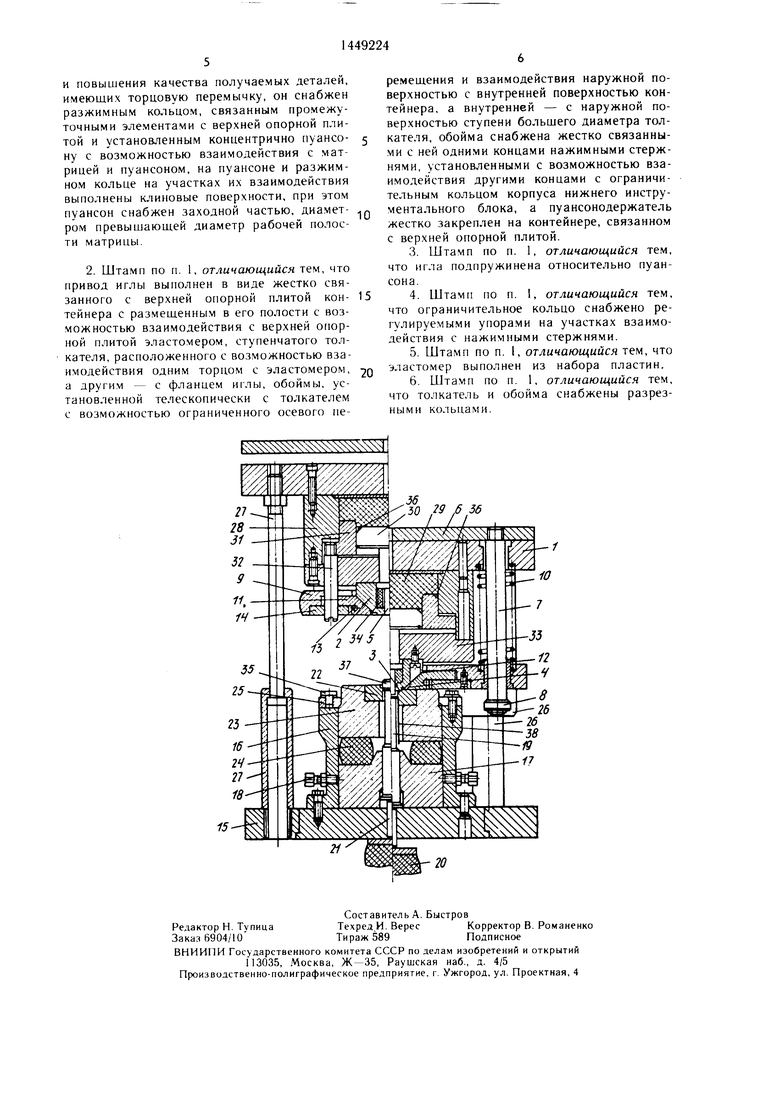
Штамп для однопереходной шта.мповки деталей содержит верхнюю опорную плиту 1, полый пуансон 2, который снабжен за- ходной часгью 3 и выполнен с клиновыми поверхностями 4, внутри которого соосно ему размешена игла о. имеющая форму стержня с фланцем. Над верхней опорной плитой 1 размещена нажимная плита 6, свя- запная с ползуном пресса, на которой жестко закреплены 11а 1равляющие стойки 7, имекь шие 1 нижней части ограничители 8 движения траверс, 9, 1еремещающейся io иа- рав.1Я1();им стойкам 7. Траверса 9 ()Д- п пжинена 1ружиной 10 сжатия, )- между лигой 1 и траверсой 9. i осевом отверстии траверсы установлено разжим 1()е кольцо 11 с клиновь ми поверх 1осгями 12. имекишгми контакт с кли- 1овыми (жерхностям 4 пуансона 2. Раз- ) 11 1 одпружи ено пружиной 1. растяжения i закре лено t траверсе от вы1 адания с омощью кольца 14.
К , часги имеется онор- 1ая 1Г), на которой жестко закре1. ().,Й И) с с двух сторон. В олости K() установле нуансонодер- жатель 17 с возможиосгью оризонтальн(14) еремеще 1ия под действием установочных 18. В одном отверстии Г уансонодер- жателя 17 контр 1уансон 19 с возможностью осево О од действием буфера 20 через налеп 21
В чмсги корпуса 16 соосно ему ус а 1овле а матрица, ная в виде вставки 22, занрессова нся1 в обойму 23, и нод 1ружиненная в осевом на- правле 1ии им : лементом 24.
Движение обоймы 23 вверх ограничено кольцом 25. жестко соединенным с верхним 16. Верхняя плита 1 штампа сцентрирована относительно нижней опорной 15 с
на1 равляю1цих 26 и имеет ограниче ; иое движение )т 1осительно нее из за наличия системы ТИ1 27.
Л еханизм нереме цения иглы вь 1олнел из соосно ,- оженнь х контейнера 28, жестко закре1 ленно1 о iia верхней счюрной плите 1, эластомера 29, разме иенного в полости контейнера 28 с возможностью взаимодействия верхним с верхней ной плитой 1, сту 1енчато о толкателя 30,
0
5
0
35
40
45
50
55
размещенного между иглой о и эластомером 29 и выполненного в виде стержня с фланцем, обоймы 31. установленной телескопически по отнон ению к толкателю 30 и возможностью ограниченного осевого перемещения, наружная поверхность которой контактирует с внутренней поверхностью контейнера 28, а внутренняя - с фланцем толкателя 30, нажимных стержней 32, уста- HOB.ieHHbix жестко на нижнем торце обоймы 31 и имек)цих возможность контактировать с ограничительным кольцом 25 нижней час- . 33, установ-тенная на 1ижнем торне контейнера 28, является пуан- сонодержателем для 1 уансона 2.
Игла 5 11од1 ружинена относительно riyaH- у ругим элеме 1то - 34. На ограничи- ()м 25 размешены ре1Л лируе- 1,е 35. Толкате. 30 и обойма 31 с абжены разрез1 ми 36.
Итам следую 1им образом.
заютовка 37 устанавливается на ко1 трнуанс(.и1 19, который в исходном положении выдвинут вверх под действием буфера 20 через алеп 21 и фиксируется но впутреннему диаметру матри 1ы 22, которая также выдвинута вверх под дей- сгвие.м :1леме 1та 24
При ходе на/кимной 1лить 6 вниз на- р11вляк) сгойки 7 также 1 ередвигаются И1из, а пружины И) сжатия, размещаясь, ередви ают вниз и траверсу 9. Разжимное кольцо 1 1, закрепле)1ое в траверсе 9, также 1ереме 1ается вниз, скользя своими клиновыми оверх к)стями 12 по клиновым гю- ()стям 4 1уансона 2 од действием ру- 13 растяже(ия.
В касания нажимной литы 6 с 1,питой 1 разжимное кольцо 11 оказывается в сомкнутом юложении. После vr( начинает двигаться вниз вся верхняя часть .
Первой к заютовке 37 нодходит разжимное 11, которое центрирует ее ()тноситель о матри 1ы. После нижнего горца разжимного кольца 11 с верхним торцом матри 1ы траверса 9 останав- .чнвается и начинается разжимание кольца в радиальном направлении действием давления. поверхностей 4 пуансона 2, которые скользят но клиновым поверхностям 12 разжимного кольца 11. После остановки траверсы 9 начинает сжиматься 1ружина 10 сжатия, а пуансон 2, 1ройдя сквозь разжи.мное кольцо 11 своей заходной частью 3, 1ачинает давить на заготовку 37. Заготовка 37 действием iy- 2 начинает О 1ускаться вниз вмесге с контрпуансоном 19, отжимая буфер 20 альцем 21 до унора нижнего контр- пуа 1сона 19 в нижнюю опорную |литу 15. После утого заготовка 37 остананливаетси.
а fiyaiicoH 2, продолжая движение BHUJ. оса живает ее в матрице, формуя палец.
До утого момента нижние торцы iiyaiiL o- на 2 и иглы 5 находились в одной плоское ти под действием упругого : лемен,а 34.
После формовки фланца, пуансон 2 рается торцом за.ходной части 3 ЕЮ внутренний уступ матрицы, опре.теляющии толщину фланца детали, и движется вместе с ней вниз, преодолевая сопротивление ун1) гого элемента 24. При занираетсч lio- лость формовки фланца, предотвращая об разование заусенца, и начинается выдавливание трубчатой части детали 38.
Усилие упругого : лемента 24, зависящее от площади опорной поверхности, должно быть больше силы трения выдавливаемого металла о стенки утатрицы ( от усилия выдавливания), г.е. чтобы 1ат1)ица перемещалась вниз под действием пуансона 2, не опережая его.
Пос.те касания пуансоном 2 матрицы вступают в контакт и |;ажимп1 1с стержни 32 с упорами 35 кольца 25. С э:о1о момента приходит в действие меха11и:)М осевого по ремещения иглы 5. Пол дейсгвием усилия, передаваемого от ползуна пресса через иа- iy, начинаем .движение передав.тиваи аластомс р
жимиые стержни вверх обойма 31,
29 из-под, своего BcpxHei o торца во внутреннюю полост:,. При згом начинает перемещаться вниз толкатель 30, выдвигая иг.ту 5 вниз, сжимая при ;:iTO V упругий :)леменг 34. Пгла 5, видБигаяси вниз относите,тьно iiva;- сона 2, вы.тавлквае мета. п, .который идет на формование трубчато част;; дс- та.ти 38. Таким образом, металл, выгесияе- мый 11уанс л ом 2 и иглой о, течет в одном направлении, поэтому в металле не обгщ- зуется внутренних |)асслоений. трещин л утижин.
Пзменяя площадь торцов (.i6oii- мы 31 и толкате.тя 30, м;)Ж)1о в широком диапазоне изменять скорость выдвижения иглы 5 из пуансона 2. Пзменяя площадь верхнего торца толкателя 30, можно менять также в широких преде, 1а. (1...100 KI;MM) удельное давление в эластомере, который в описываемых условиях ведет себя как жи.т- кость.
Процесс выдавливания детали 38 продо,т- жается до по.тучения заданных размеров, что достигается необходимым ходом ползуна пресса. При обратном ходе но.тзуна пресса нажимная плита 6 передвигается вверх. Также вверх движется и верхняя опорная плита 1 вместе с Г1уансон(.1м 2, под действием усилия пружин 10. 1ри этом вместе с пуансоном 2 движутся вверх и матрица под действием упругого элемспта 24, и к(жтрпуансон 19 под действием буфера 20 через палец 21. Матрица движется вверх до упора с)боймь 23 в ограничительных. коль5
по 2о, а пуансон 19 до yiiopa буфера 2(.i в нижний торец онорной плиты 15. ioc,ie прекращения движения контрпчансона 19 и пуансон 2 продо,тжает движеиие вве|1Х. 5
Коптриуанс.щ 19 oci анавливаегся в га ком ноложении, когда фланец дета,ти 38 выступает пад верхним торцом матрицы. При этом траверса 9 остается H,i месте, а 1Q Р азжимное кольцо II начинает сжиматься 110.1 действием 1:3, охватывая iji,танец детали 38. сжатии К1),1ьца II его к;1иновые поверхности 12 ско.Ц).(ят по клиновым поверхностям 4 пуансона 2.
При движении пуансона 2 вверх пос,е остановки дета,1и 38 игла 5 втягивается в полость пуансона 2 под действием упру 1010 эдеменга 34. В это время толкатель 30 передвигается вверх, з.анимая исходное по .тожение, а эластомер 29 принимает перво- 0 нача.1ьную фор.му.
После захвата фланца дета.ти 38 разжимным кольцом 1 1 ограничите,ть 8 движения упирается в траверсу 9 и траверса начинает ие)днимагьея вверх, изв, 1екая де- ,ц; та,ть 38 из матрицы. Когда деталь 38 полиостью выйдет из матрицы и снимется с контрпуансона 19, выбирается зазор межд системой тяг 27 и верхняя плита 1 вместе с пуанссшом 2 останавливается, а пажпмпая п,тита 6 вместе с направляющими стоиками 0 7 п траверсой 9 продо.тжает движение вверх, сжимая pyжиll Ji К). В эго время разжимное ко,ты;о 11 надвигается на пуансон 2. При этом клиновые :|ове()хности 12 разжимного ко.чьца 1 I перемещаютч я по к.шновым иоверхност ям -I пуансона 2 и разжимное 5 кольцг) 1 ра.(жимается, растягивая жину 13.
Лета,ть 38 освобождаетс я, пуансон 2 сб)асывает ее, а сж. во). сд |;ает ее в тару.
Штамп занимает исходное по.тожеиие.
ФорМу.Ш U JOOpCTL HUH
1. Штамп д,1я одноперсходиой пггампов- ки полых дета.тей с переч1ычкой, 1-оде)жа- щий верхнюю и нижнюю onopm,ie плиты, а также верхний и нижний инст)умента,П)Ные блоки, nepBbiii и.з которых состоит из установленного в пуаисоноде) привод Н01Ч) полого пуансона с размещс. нюй в ьем с возможностью oceBOio перемещения при- Bo;ui(.)ii иглой J )ланцем со стороны ного ее горца, а второй )Ь1По,тне.ч в виде жестко связанногч) (- 1п1жнеи iniiToii корпуса с ограппчите,тьным ко.тыюм, рапи - щенной в нем с возможностью осевого пс- 5 ремещения и взаимодейст ви с ко.тыюм под 1ружиие: ной матрицы, а также KOHTIV iiyancoHa, oтлu tal щlillc ; тем, что, с пе.тью расширения техно;и.1 Т1чески во июжност й
0
5
0
и повышения качества получаемых деталей, имеющих торцовую перемычку, он снабжен разжимным кольцом, связанным промежуточными элементами с верхней опорной плитой и установленным концентрично пуансо- ну с возможностью взаимодействия с матрицей и пуансоном, на пуансоне и разжимном кольце на участках их взаимодействия выполнены клиновые поверхности, при этом пуансон снабжен заходной частью, диамет- ром превышающей диаметр рабочей полости матрицы.
2. Штамп по п. 1, отличающийся тем, что привод иглы выполнен в виде жестко связанного с верхней опорной плитой кон- тейнера с размещенным в его полости с возможностью взаимодействия с верхней опорной плитой эластомером, ступенчатого толкателя, расположенного с возможностью взаимодействия одним торцом с эластомером, а другим - с фланцем иглы, обоймы, установленной телескопически с толкателем с возможностью ограниченного осевого перемещения и взаимодействия наружной поверхностью с внутренней поверхностью контейнера, а внутренней - с наружной поверхностью ступени больщего диаметра толкателя, обойма снабжена жестко связанными с ней одними концами нажимными стержнями, установленными с возможностью взаимодействия другими концами с ограничительным кольцом корпуса нижнего инструментального блока, а пуансонодержатель жестко закреплен на контейнере, связанном с верхней опорной плитой.
3.Штамп по п. 1, отличающийся тем, что игла подпружинена относительно пуансона.
4.Штамп по п. 1, отличающийся тем, что ограничительное кольцо снабжено регулируемыми упорами на участках взаимодействия с нажимными стержнями.
5.Штамп по п. I, отличающийся тем, что эластомер выполнен из набора пластин,
6.Штамп по п. 1, отличающийся тем, что толкатель и обойма снабжены разрезными кольцами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461580A1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для получения полых деталей | 1988 |
|
SU1641486A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для изготовления раздачей сосудов | 1982 |
|
SU1053928A2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для раздачи полых деталей | 1985 |
|
SU1269885A2 |
| Хололиа объемная штамповка | |||
| Снра- вочник под ред | |||
| Г | |||
| Л | |||
| Иавр(.цкого | |||
| ЛА.: Машиностроение, 1973, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
