(54) УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ СПИРАЛЬНЫХ
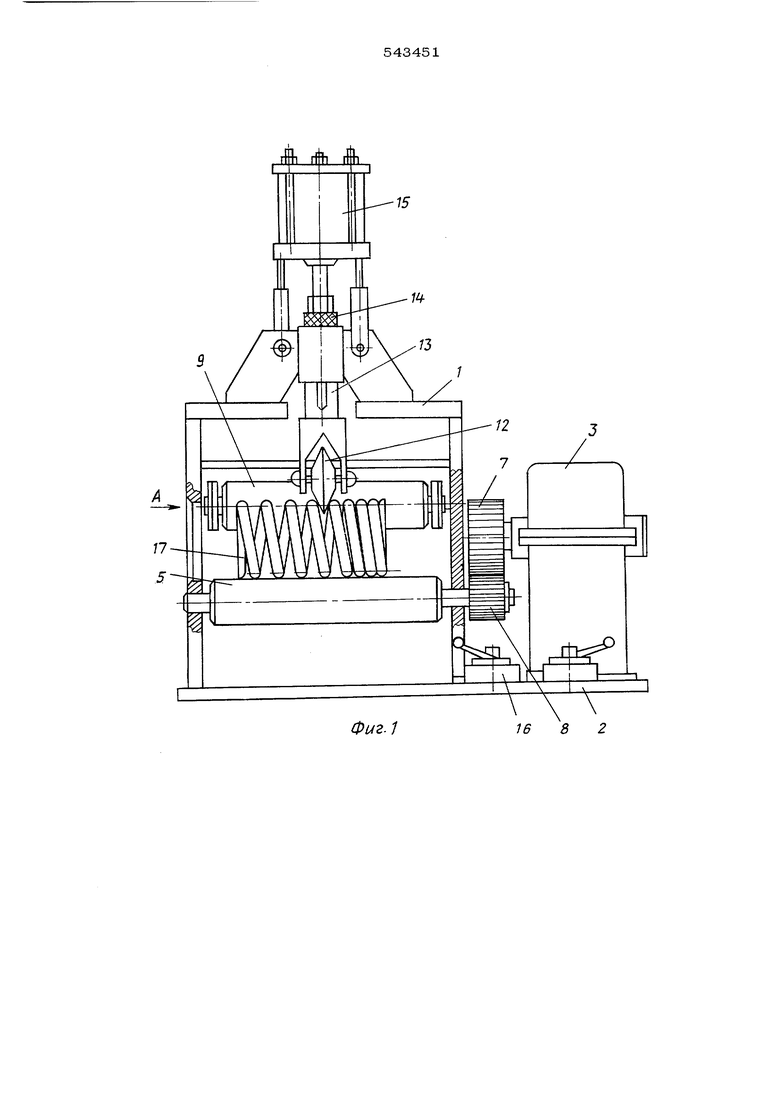
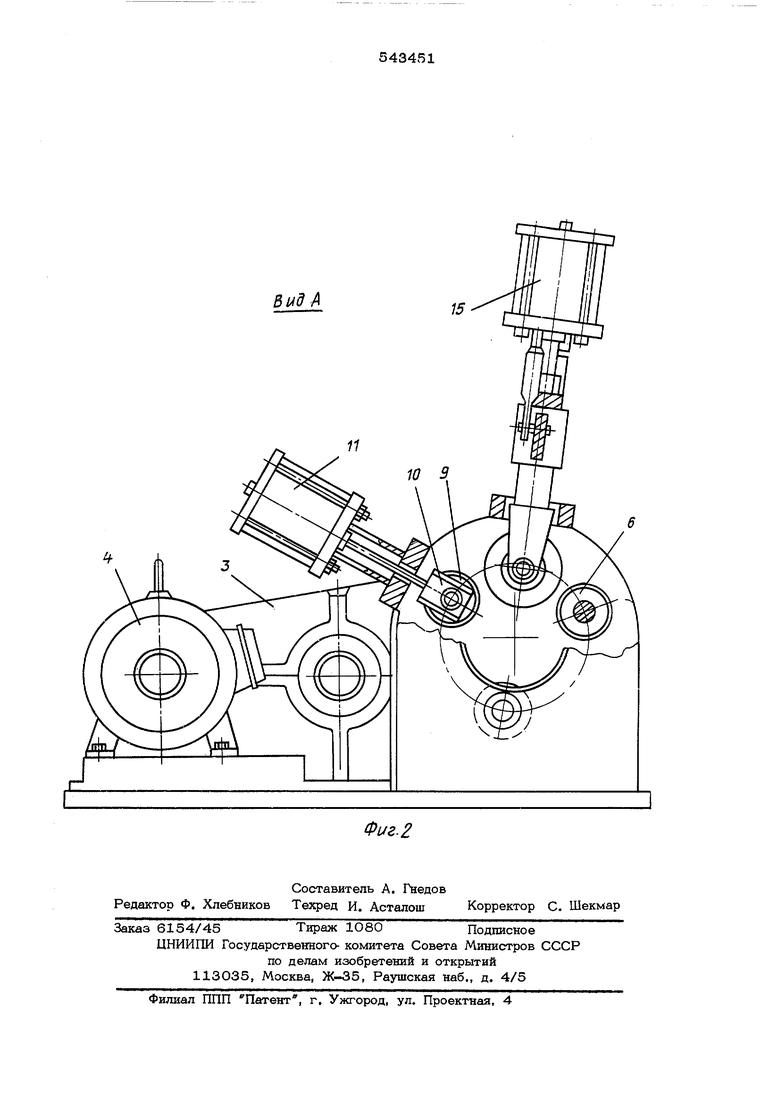
ПРУЖИН ПО ШАГУ 12 Корпус 1 устройства смонтирован на основании 2 ; которое несет редуктор 3 и электродвигатель 4 привода вращения цилиндри ческих валков 5 и 6, опоры которых размещены в стойках корпуса 1. Вращение валкам 5 и 6 сообщается через зубчатую передачу, шестерня 7 которой укреплена на тихоходном валу редуктора 3, а щестерни 8 - на цапфах валков 5 и 6. Опоры неприводного валка 9 смонтированы в подвижной каретке 10, установленной в направляющих корпуса 1. Перемещение каретки 10 осуществляется от пневмоцилиндра 11. Подвижный калибр, выполнен ный в виде.ролика 12 с биконической наружной поверхностью, установлен на оси в пол- зунке 13, перемещающемся в направляющих корпуса 1 и снабженном регулируемым 14. Перемещение ползунка 13 осуществляется пневмоцилиндром 15, который смон- тирован на корпусе 1. На основании 2 установлены также золотники 16 управления пнев моцилиндрами 11 и 15. Работает устройство следующим образом. Каретка 10 с неприводным валком 9 отводится пневмоцилиндром 11, а каретка 13 с роликом 12 перемещается в крайнее верхнее положение пневмоцилиндром 15. Калибруемая пружина 17 вводится в устройство через окно в стойке корпуса 1 и размещается между валками 5, 6 и 9 так, чтобы вершина конической поверхности ролика 12 совпадала с зазором между крайним некалибруемым и первым калибруемым витками пружины. Неприводной валок9 подводится к пружине. Под действием пневмоцилиндра 11 пружина фиксируется между валками 5, 6 и 9, Пневмоцилиндром 15 ролик 12 опускается и своей биконической поверхностью разводит витки пружины. Величина шага откалиброван- ной пружины задается с учетом пружинения путем регулирования полэжения упора 14. При включении привода вращения валков 5 и 6 пружина получает принудительное вращение а ролик 12, обкатываясь и перемещаясь между витками, калибрует пружину на заданный щаг. Привод вращения валков 5 и 6 отключается после разведения и калибровки поспеанего витка. Ролик 12 и валок 9 отводятся в исходное положение, а откалиброванная пружина извлекается из устройства. Поскольку в процессе калибровки пружина зажата между валками 5, 6 и 9, она калибруется также и по наружному диаметру, уменьшая в значительной степени погрещность процесса навивки. Формула изобретения Устройство для калибровки спиральных пружин по щагу, содержащее корпус, опорные элементы и подвижный калибр, отличающееся тем, что, с целью повышения точности калибровки и увеличения производительности, опорные элементы выполнены в виде расположенных по окружности двух приводных и одного неприводного цилиндрических валков, оси которых параллельны оси калибруемой пружины, при этом опоры неприводного опорного.валка смонтированы в подвижной каретке, установленной в корпусе с возможностью радиального перемещения, а подвижный калибр выполнен в виде ролика с биконической наружной поверхностью, установленного на оси в ползунке, снабженном регулируемым упором и размещенном в корпусе с возможностью радиального перемещения относительно оси калибруемой пружины. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство № 41311, М.Кл. В 21 F 35/00, 1955.
Фиг./
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки спиральных пружин по шагу | 1985 |
|
SU1287972A1 |
| Четырехвалковый калибр для калибровки крестообразных профилей | 1982 |
|
SU1026856A1 |
| СТАНОК ДЛЯ КАЛИБРОВКИ БРУСА ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046710C1 |
| Трехвалковая прокатная клеть | 1971 |
|
SU458345A1 |
| Устройство для придания спиральным пружинам заданного шага | 1977 |
|
SU667294A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Устройство для сборки под сварку решетчатых ферм из труб | 1976 |
|
SU656787A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ПРОКАТА | 1989 |
|
RU2006351C1 |