(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ ОСЕВОЙ НАСТРОЙКИ ВАЛКОВ СОРТОПРОКАТНОЙ КЛЕТИ
1
Изобретение относится к прокатному производству, в частности к конструкциям устройств для осевой настройки валков прокатной клетки и ее корректировки в процессе прокатки, и может быть использовано на всех сортовых и проволочных прокатных станах, преимущественно при прокатке профилей простой формы.
Известно механизированное устройство для осевой настройки валков, включающее электромеханический и гидромеханический механизмы перемещения валка в осевом направлении, ходовой винт, командоаппарат, сельсин-датчик и гидроцилиндры фиксации и перемещения валка 1.
Данное устройство позволяет осуществлять механизированную осевую настройку валков, но не обеспечивает ее автоматическую коррекцию в процессе прокатки при воздействии возмущающих факторов.
Наиболее близким к предлагаемому является устройство для осевого регулирования положения валка сортопрокатной клети, включающее фиксированный верхний валок н регулируемый нижний, размещенные в траверсе гидроцилиндры перемещения валка, снабженные электромагнитными датчиками контроля положения порщней, регулирующими давление масла в гидроцилиндре 2.
Известное устройство также не обеспечивает автоматическую коррекцию осевой настройки, которая производится только периодически по результатам контроля образцов, причем качество оценки зависит от квалификации персонала и корректировка настройки может оказаться несвоевременной, что приводит к снижению точности
10 и качества профилей, а также к скручиванию раската в межклетьевых промежутках и застреванию его в следующей клети.
Цель изобретения - обеспечение возможности автоматической коррекции осевой настройки клети, увеличение точности и улучЩение качества профилей.
Для достижения указанной цели известное устройство для осевого регулирования положения валков сортопрокатной клети, включающее регулируемый валок, разме20щенные в траверсе гидроцилиндры перемещения подущек валка, снабженные встроенными в них электромагнитными датчиками контроля перемещения порщней, размещенный в контрольном калибре бесконтактный
датчик осевого положения валков, регулятор положения поршней гидроцилиндров и систему подвода рабочей жидкости, дополнительно содержит электромагнитные распределители и блок дифференцирования, вход которого соединен с датчиками контроля перемещения поршней, а выход - с регулятором положения поршней гидроцилиндров, другой вход которого соединен с датчиком осевого положения валков, а выход через электромагнитные распределители - с полостями гидроцилиндров, причем гидроцилиндры расположены с обеих сторон клети, а входы электромагнитных распределителей соединены между собой и с системой подвода рабочей жидкости.
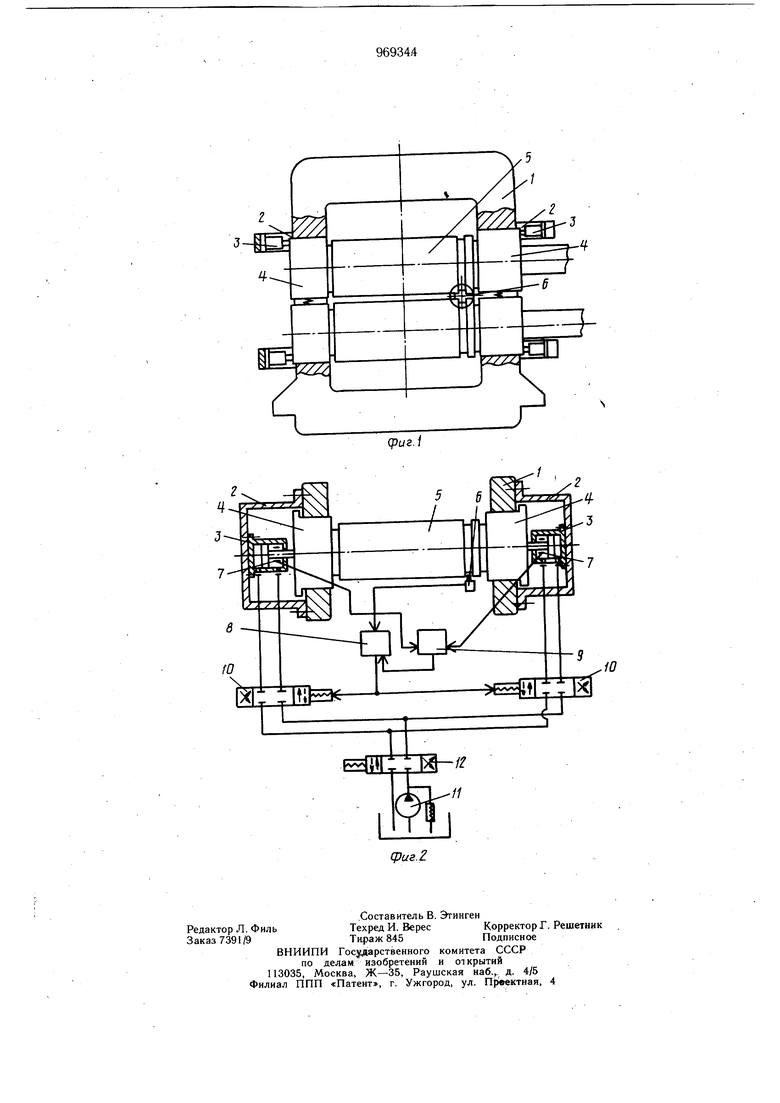
На фиг. 1 показана установка гидроцилиндров и датчика положения валков в клети сортопрокатного стана; на фиг. 2 - принципиальная гидравлическая и электрическая схема подключения гидроцилиндров и датчиков.
В клети 1 сортопрокатного стана с обеих сторон монтируют траверсы 2 с размещенными в них гидроцилиндрами 3, контактирующими с подушками 4.
В контрольном калибре 5 валков монтируют бесконтактный датчик 6 осевого положения валков. В каждом из гидроцилиндров 3 смонтирован датчик 7 перемещения .
Для регулирования положения валка предусмотрен регулятор 8, один вход которого подключен к датчику 6, второй - через блок 9 дифференцирования к датчикам 7, выход регулятора 8 подключен к электромагнитным распределителям 10, входы которых соединены друг с другом и с системой подачи жидкости, включающей .насос 11 и распределитель 12.
Устройство работает следующим образом.
При появлении осевого смещения валков оно регистрируется датчиком 6 и передается регулятору 8 положения поршней, который включает распределители 10, входы которых соединены друг с другом и с системой подачи жидкости, за счет чего поршни гидроцилиндров одной стороны клети движутся в одну сторону, а другой стороны клети - в другую, т. е. валок смещается в нужную сторону. Для обеспечения качественной динамики регулирования сигналы от датчиков 6 положения валков сравниваются в блоке 9 дифференцирования с показаниями датчиков 7, которые, регистрируют величины перемещения поршней, а следовательно, и валка. Когда эти величины сравниваются, регулятор 8 подает команду
на прекращение перемещения, и давление жидкости в полостях гидроцилиндров выравнивается, система отключается от насоса 11.
Датчики перемещения валка, подключченные к регулятору через блок 9 дифференцирования, обеспечивают качественную динамику регулирования (устраняют колебания).
Для подачи дополнительного давления
в систему вследствие утечки или других причин предусмотрен распределитель 12. Предлагаемое устройство позволит производить автоматическую коррекцию осевой настройки валков в процессе прокатки, что обеспечит повышение точности профилей по овальности сечения, а также стабилизацию процесса прокатки. Экономический эффект от внедрения изобретения составит около 60 тыс. руб. в год на одном стане.
Формула изобретения
Устройство для автоматической коррекции осевой настройки валков сортопрокатной клети, включающее регулируемый валок, размещенные в травер.се гидроцилиндры перемещения подушек валка, снабженные встроенными в них электромагнитными датчиками контроля перемещения поршней, размешенный в контрольном калибре датчик осевого положения валков, регулятор
положения порщней гидроцилиндров, систему подвода рабочей жидкости, отличающееся тем, что, с целью обеспечения возможности автоматической коррекции осевой настройки клети, увеличения точности
и улучшения качества профилей, оно дополнительно содержит электромагнитные распределители и блок дифференцирования, вход которого соединен с датчиками контроля перемещения поршней, а выход - с регулятором положения поршней гидроцилиндров, другой вход которого соединен с датчиком осевого положения валков, а выход через электромагнитные распределители - с полостями гидроцилиндров, причем гидроцилиндры расположены с обеих сторон клети, а входы электромагнитных распределителей соединены между собой и с системой подвода рабочей жидкости.
Источники информации, принятые во внимание при экспертизе
1.Реферативный сборник
ЦНИИТЭИТЯЖМАШ. Сер. 1-80-17, М., 1980, с. 5-7.
2.Заявка Японии № 54-133466, кл. 12 С 221.4 1979.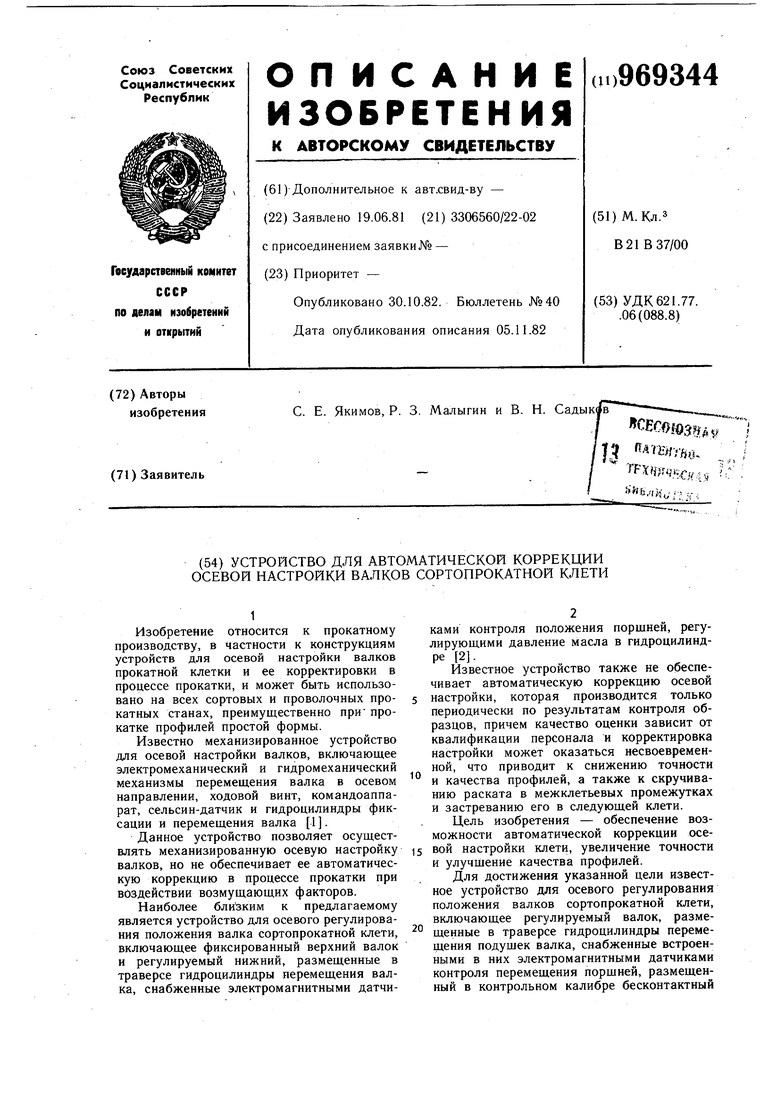
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации осевой установки валков прокатной клети | 1980 |
|
SU910254A1 |
| Устройство для автоматической коррекции межвалкового зазора прокатной клети | 1982 |
|
SU1049131A1 |
| Гидравлическое нажимное устройство рабочей клети многониточной прокатки | 1977 |
|
SU710704A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Устройство для измерения толщины проката | 1978 |
|
SU751460A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU882672A1 |
| Способ контроля осевой настройки прокатной клети и устройство для его осуществления | 1978 |
|
SU749474A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU835543A1 |
| Датчик контроля осевой настройки валков сортопрокатной клети | 1981 |
|
SU1014605A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2308328C2 |