вторичной обмотками, соединенными в мостовую схему.
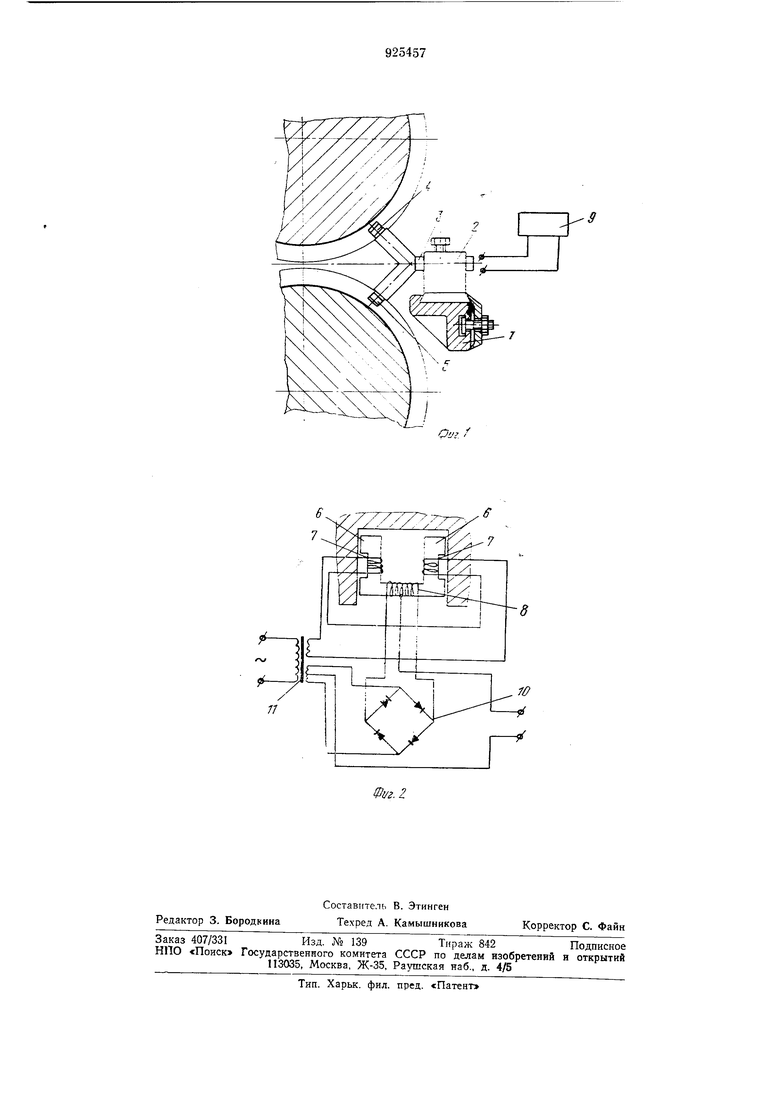
На фиг. 1 изображен общий вид датчика, установленного на клети; на фиг. 2-индукционный преобразователь в полости контролького калибра с одной из возможных ирниципиальных схем подключения рабочих головок и средств визуального контроля.
На брусе 1 прокатной клети в полости контрольного калибра прямоугольной формы при помопди основания 2 и кронштейна 3 размещают индукционные преобразователи 4 и 5. Каждый из них имеет две рабочие головки 6, расположенные против стенок контрольного калибра. Рабочие головки снабжены первичными 7 и вторичной 8 обмотками. Средства 9 контроля (например, цифровой индикатор) подключены ко вторичной обмотке по мостовой схеме с компенсационным блоком 10 и трансформатором 1.1, предусматривающей возможность подключения средств автоматического управления исполнительными механизмами.
Контроль осевого смещения валков ирн помощи предложенного датчика производят следующим образом.
При равенстве зазоров между рабочими головками датчика и стенками контрольного калибра наблюдается равновесие в системе, т. е. ЭДС, наведенные во вторичной обмотке равны нулю. При смещении валка в ту или иную сторону происходит нарушение баланса магнитных потоков во вторичной обмотке и в ней наводится ЭДС, которая регистрируется показывающим прибором. При смещении валка Б другую сторону ЭДС изменяется на 180°, т. е. можно судить не только о величине, по и о направлении смещения
валков,, а при соответствующем подключении к средствам управления производить автоматическую корректировку.
Так как в предложенном датчике осуществляется дифференцированное подключение рабочих головок к средствам контроля, значительно повышается его точность, Х1арактеристика приблил ается к линейной, т. е. появляется возможность автоматической коррекции осевого смещения валков. Повышение точности контроля до 0,01-0,02 мм в сочетании с автоматической композицией позволит уменьшить колебания проката по овальности профиля,
обеспечить экономию металла.
Формула изобретения
Датчик контроля осевой настройки валков сортопрокатной клети, включающий смонтированные на кронштейне против базовых поверхностей валков индукционные преобразователи с источником питания, индикатор положения валков и средства
сигнализации, отличающийся тем, что, с целью повышения точности контроля и обеспечения возможности автоматической коррекции, он дополнительно содержит мостовую схему, индукционные преобразователи установлены в контрольном калибре и каждый из них снабжен двумя рабочими головками с двумя первичными и вторичной обмотками, соединенными в мостовую схему.
Источники информации, принятые во внимание при экспертизе:
1. Патент Швейцарии № 489287, кл. В 21 В 37/08, 1969.
2. «Steel Times, 1976, № 6, с. 426- 427.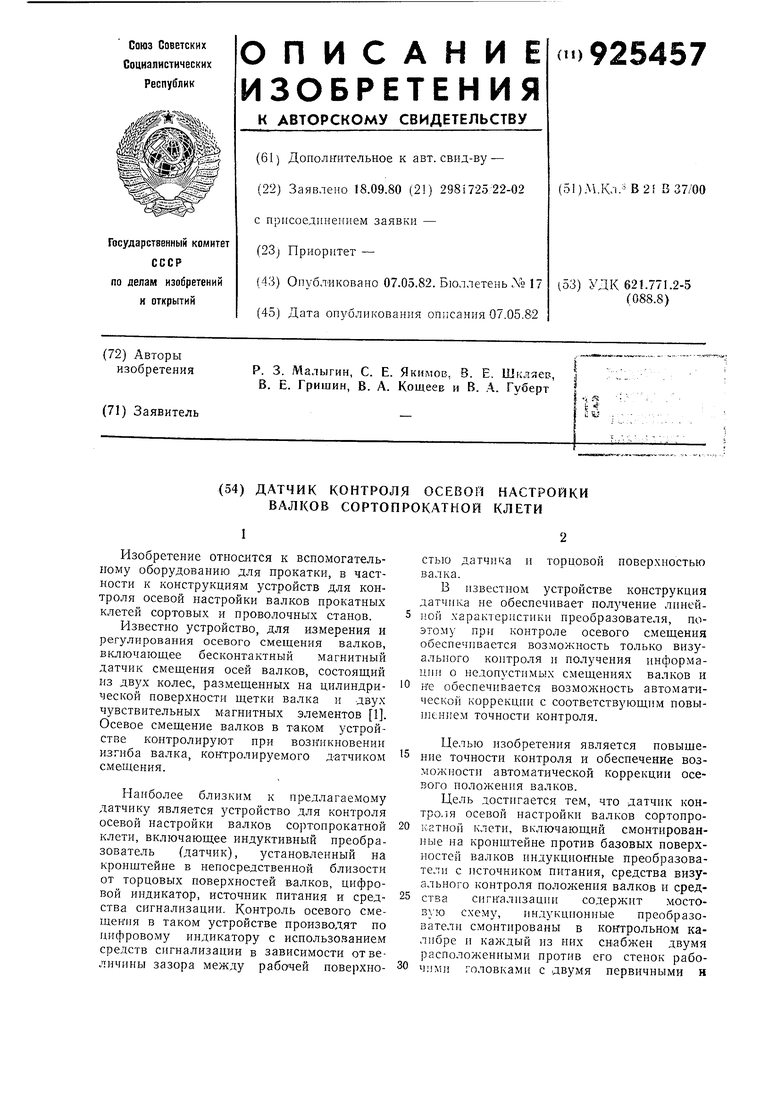
| название | год | авторы | номер документа |
|---|---|---|---|
| Датчик контроля осевой настройки валков сортопрокатной клети | 1981 |
|
SU1014605A1 |
| Способ контроля осевой настройки прокатной клети и устройство для его осуществления | 1978 |
|
SU749474A1 |
| Устройство для осевой настройки прокатной клети | 1978 |
|
SU782899A2 |
| Устройство для автоматической коррекции осевой настройки валков сортопрокатной клети | 1981 |
|
SU969344A1 |
| Устройство для осевой настройки валков прокатной клети | 1980 |
|
SU942827A1 |
| Устройство для стабилизации осевой установки валков прокатной клети | 1980 |
|
SU910254A1 |
| Устройство для настройки валков сортопрокатной клети | 1986 |
|
SU1331599A1 |
| Устройство для осевой настройки прокатной клети | 1977 |
|
SU682296A1 |
| Устройство для контроля износа калибров валка сортопрокатной клети | 1982 |
|
SU1026872A1 |
| Устройство управления прокатным станом для компенсации температурного расширения диаметра валков | 1977 |
|
SU710700A1 |