Изобретение относится к KysHeiiffS прессовому машиностроению, а именно к устройствам, предназначенным для радиальной штамповки изделий типа профильных стержней, например, метчиков, разверток и т.п.
Известно устройство для радиальной штамповки изделий, содержащее установленный в направляющих станины ползун, инструментальный блок, выполненный в виде обоймы с установленными в ней с возможностью радиального и осевого перемещения подвижными формообразующими элементафи, взаимодействующий с формообрафующими элементами толкатель с проводкой для центрирования материала формообразующими элементами, а также механизм обрезки изделий 1
Недостатком известного устройства является то, что для отрезки изДелия от полуфабриката необходимо Йепроизводительное перемещение посЛеднего в зону резки при помощи меЙанизма подачи, .что в значительной utepe увеличиваетцикл изготовления изделий, кроме того, имекядийся в устройстве механизм подачи профильного полуфабриката в рабочую зону механизма отрезки, в свою очередь, значительно усложняет конструкцию устройства.
Целью изобретения является повышение производительности и упрощение конструкции устройства.
Указанная цель достигается тем, что в устройстве для радиальной штапфвки изделий, содержащем установленный в направлякяцих станины ползун, инструментальный блок, выполненный в виде обоймы с установленными в ней с возможностью радиального и;осевого перемещения формообразующими элементами, взаимодействуквдий с формообразующими элементами толкатель, с проводкой для центрирования материала между формообразующими элементами, а также механизм отрезки изделий, обойма инструментальног блока жестко связана с ползуном, тсэлкатель установлен неподвижно на станине, а механизм отрезки размеще на станине между толкателем и обоймой и кинематически связан с ползуном.
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 сечение на фиг. 2.
Устройство для радиальной штамповки изделий содержит станину 1, установленный в направлякндих 2 станины 1 ползун 3, расположенный в горизонтальной плоскости инструментальный блок, а также механизмы подчи материала в рабочую зону инструментального блока и отрезки изделий
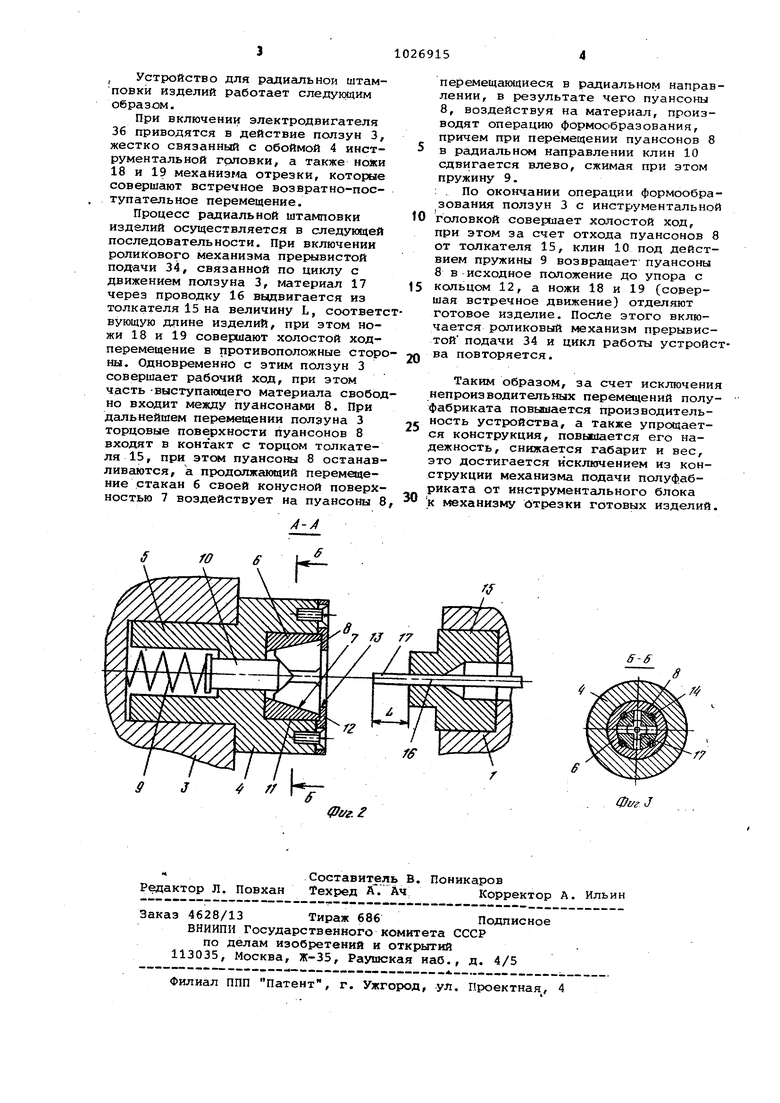
Инструментальный-блок включает в себя цилиндрическую обойму 4 с хвостовиком 5, стакан 6 с внутренней конусной поверхностью 7, формообразующие элементы, выполненные в виде подвижных в радиальном направлении пуансонов 8, взаимодействующих с подпружиненным при помощи пружины 9 клином 10, служащим для установки пуансона 8 в исходное положение после
совершения операции формообразования материала. Стакан б закреплен в центральном отверстии 11 обоймы 4 при помощи кольца 12, отверстие 13 которого соосно центральному отверстию 11, а клин 10 и пружина 9 размещены соответственно вдоль продольной оси центральньлх отверстий 11 обоймы 4 и отверстия 13 кольца 12. Обойма 4 жестко связана при помощи
хвостовика 5 с ползуном 3, при этом пуансоны 8 размещены в обойме 4 с возможностью взаимодействия с конусной поверхностью 7 стакана б, причем каждый из пуансонов 8 подвижно
связан со стаканом б при помощи направляющих шпонок 14.
В устройстве предусмотрен также установленный неподвижно на станине 1 толкатель 15, служащий для перемещения пуансонов 8 вдоль продольной оси стакана б. Толкатель 15 представлйет собой ступенчатый цилиндр, причем выступакяцая за пределы станины 1 ступень, взаимодействуквдая с
пуансонами 8, имеет диаметр меньший, чем диаметр отверстия кольца 12. Толкатель 15 снабжен проводкой 16, служащей для центрирования материала 17 между пуансонами 8. Механизм
отрезки изделий размещен на станине 1 между толкателем 15 и обоймой 4 и содержит два встречно перемещающихся в вертикальной плоскости ножа 18 и 19, закрепленных на ползунах 20 и 21, установленшлх в направляющих 22 и 23, жестко связанных со станиной 1. Ножи 18 и 19 расположены на выходе проводки 16 и кинематически связаны ползуном 3. Кинематическая связь выполнена в виде установленных в подшипниковых опорах 24 и 25 станины 1 двух горизонтальных эксцентриковых валов 26 и 27, шатунов 28 и 29, конических зубчатых передач 30 И 31 и главного эксп
центрикового вала 32, связанного шатуном 33 с ползуном 3. Для подачи непрерывного проволочного материала 17 из бунта в рабочую зону предумйтрен роликовый механизм прерывистой подачи 34 с правильным устройством 35. Вращение главному эксцентриковому валу 32 и горизонтальным валом 26 и 27 передается от электродвигателя 36 через клинрременную передачу 37 и маховик 38
Устройство для ралиальнои штамповкй изделий работает следующим образом.
При включении электродвигателя 36 приводятся в действие ползун 3, жестко связанный с обоймой 4 инструментальной головки, а также ноЖи 18 и 19 механизма отрезки, которые совершают встречное возвратно-поступательное перемещение.
Процесс радиальной штамповки изделий осуществляется в следующей последовательности. При включении роликового механизма прерывистой под-ачи 34, связанной по циклу с движением ползуна 3, г-ютериал 17 через проводку 16 вьщвигается из толкателя 15 на величину L, соответсвующую длине изделий, при этом ножи 18 и 19 совершают холостой ходперемещение в противоположные стороны. Одновременно с этим ползун 3 совершает рабочий ход, при этом часть -выступающего материала свободно входит между пуансонами 8, При дальнейшем перемещении ползуна 3 торцовые поверхности пуансонов 8 входят в контакт с торцом толкателя 15, при этом пуансоны 8 останавливаются, а продолжакяций перемещение стакан б своей конусной поверхностью 7 воздействует на пуансоны 8
4перемещающиеся в радиальном направлении, в результате чего пуансоны 8, воздействуя на материал, производят операцию формообразования, причем при перемещении пуансонов 8 в радиальном направлении клин 10 сдвигается влево, сжимая при этом пружину 9.
: По окончании операции формообразования ползун 3 с инструментальной головкой совершает холостой ход, при этом за счет отхода пуансонов 8 от толкателя 15, клин 10 под действием пружины 9 возвращает пуансоны 8 в исходное положение до упора с кольцом 12, а ножи 18 и 19 (совершая встречное движение) отделяют готовое изделие. После этого включается роликовый механизм прерывистой подачи 34 и цикл работы устройства повторяется.
Таким образом, за счет исключения непроизводительных перемещений полуфабриката повышается производительность устройства, а также упрощается конструкция, повышается его надежность, снижается габарит и вес, это достигается исключением из конструкции механизма подачи полуфабриката от инструментального блока
к кюханизму отрезки готовых изделий.
33 //
ff
S-f
Фl/гJ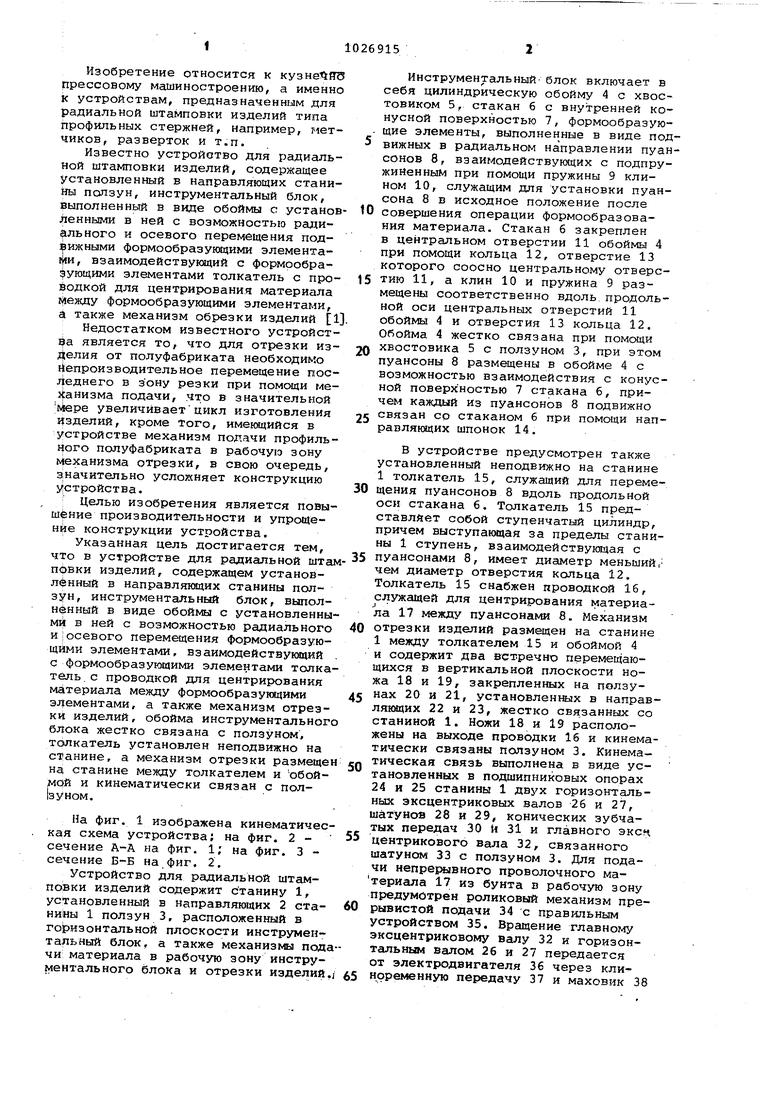
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Инструментальный блок к штампам для изготовления изделий типа стакана | 1990 |
|
SU1770006A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Автомат для изготовления скоб | 1981 |
|
SU1000147A1 |
| Устройство для изготовления деталей из длинномерного материала | 1983 |
|
SU1166868A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1426688A1 |
| Устройство для изготовления спиральных пружин | 1989 |
|
SU1664445A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ ШТАМПОВКИ ИЗДЕЛИЙ, преимущественно КЗ прутка, содержащее установленньой Jff J/ г5 ;В направляющих станины ползун, инструментальный блок, выполненный в виде обоймы с установленными в ней с возможностью радис1льного и осевого перемещения формообразующими элементами, взаимодейств тощий с формообразующими элементами толкатель с проводкой для центр1фования прутка между формообразукядими элементами, а также механизм отрезки изделий, отличающееся тем, что, с целью повышения производитель ности и упрощения конструкции, обойма инструментального блока жестко связана с ползуном, толкатель установлен неподвижно на станине, а механизм отрезки размещен на станине между толкателем и обоймой и ки.нематически связан с ползуном.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фаворский В.Е | |||
| Холодная штамповка выдавливанием | |||
| М., Машиностроение, 1966, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
