fe
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1981 |
|
SU1026331A1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для деформирования и отделения заготовок | 1988 |
|
SU1668006A1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1982 |
|
SU1078679A1 |

Изобретение относится к обработке металлов давлением, может найти применение для изготовления спиральных замковых пружин и позволяет расширить технические возможности путем обеспечения изготовления пружин из ленты с замками на боковой поверхности. Устройство, включающее клиновой формообразующий механизм, подающий, отрезной и натяжной механизмы, имеет также механизм формообразования замков, направляющую штангу и подвижную плиту, установленную на демпфирующей подушке. Механизм формообразования замков выполнен в виде клиновой системы, состоящей из двух ползунов, подпружиненных пружинами и размещенных на подвижной плите с возможностью оппозитного перемещения с закрепленными в них матрицами, имеющими рабочие окна, формообразующими пуансонами и отрезным пуансоном. Направляющая штанга закреплена одним концом на одной из матриц, а другим размещена в пазу клина с возможностью возвратно-поступательного перемещения. 6 ил.
Изобретение относится к обработке металлов давлением и может найти применение для изготовления спиральных замковых пружин из ленты, применяемых для фиксации в радиальном направлении спиральных гладких пружин.
Цель изобретения - расширение технических возможностей путем обеспечения изготовления пружин из ленты с замками на боковой поверхности и упрощение конструкции.
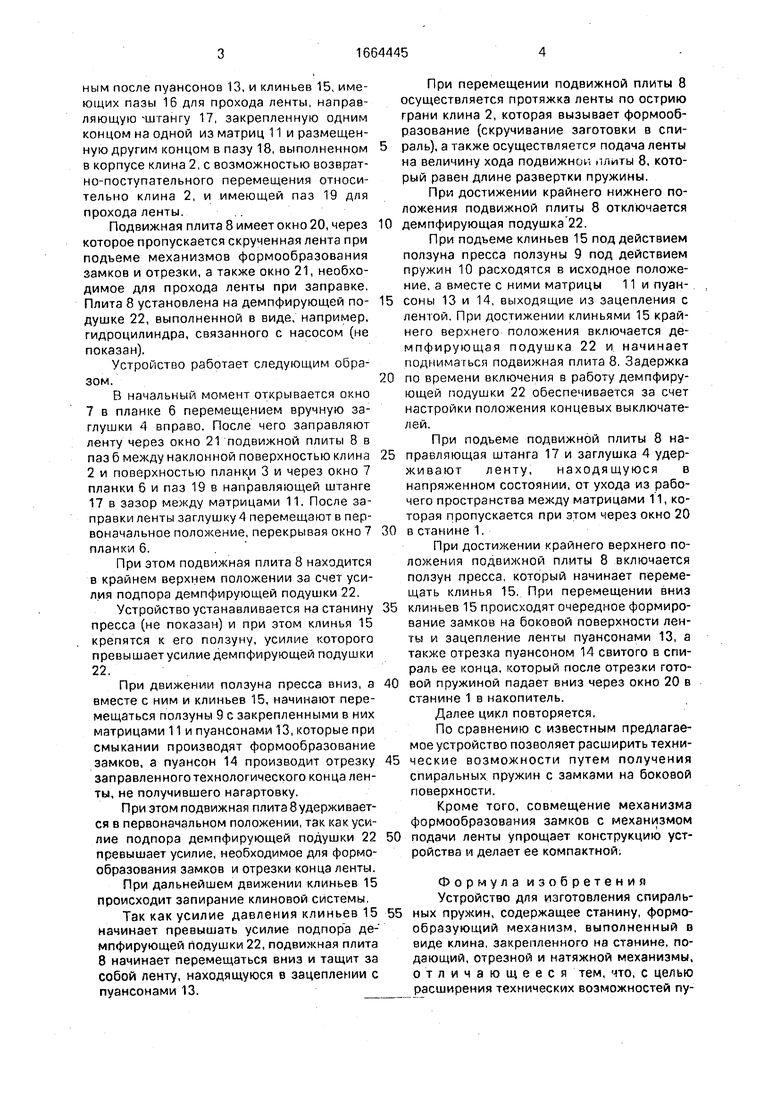
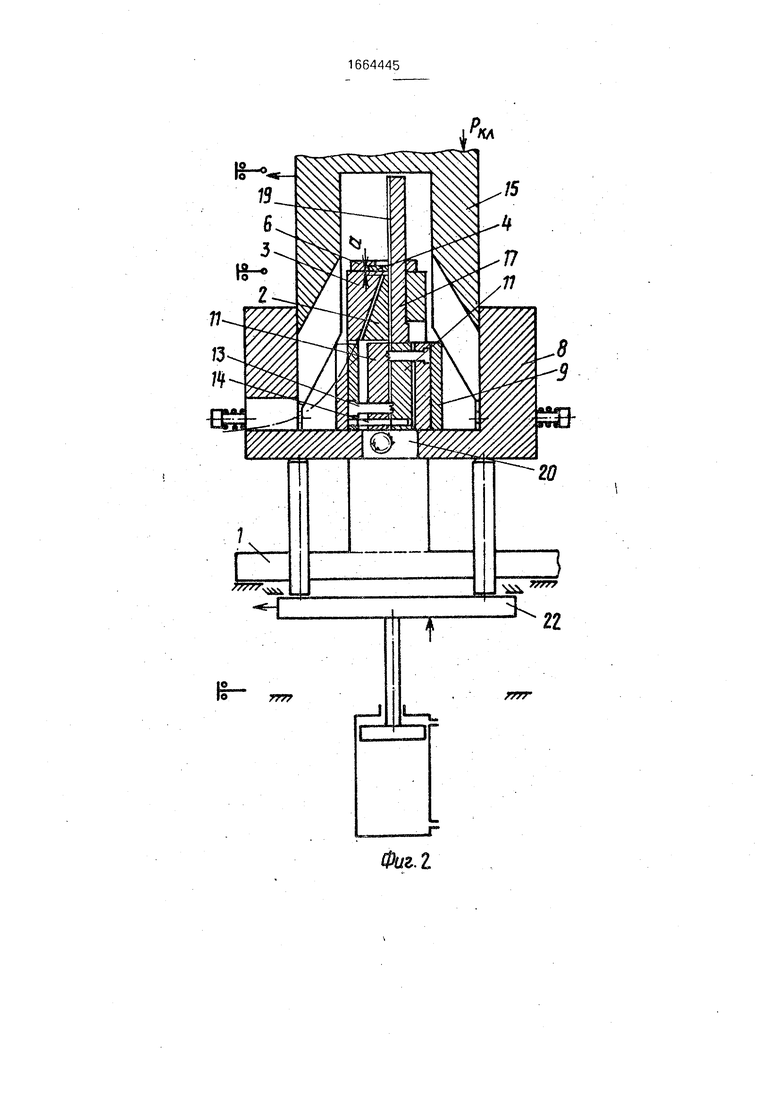
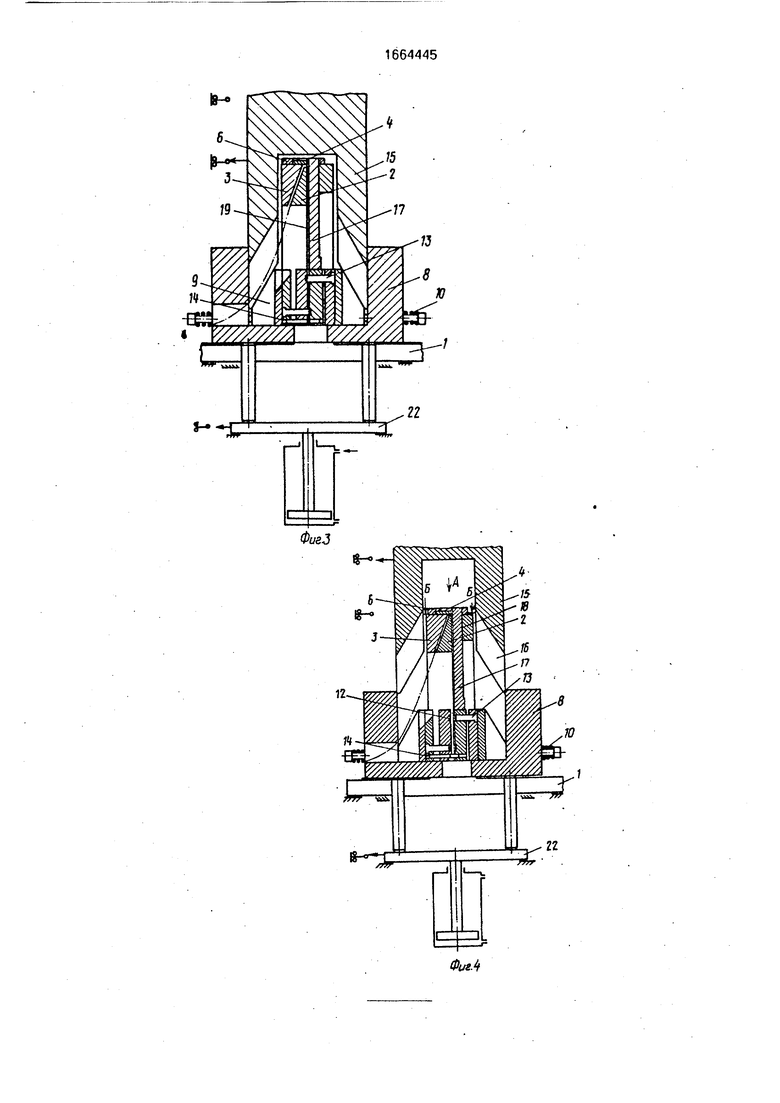
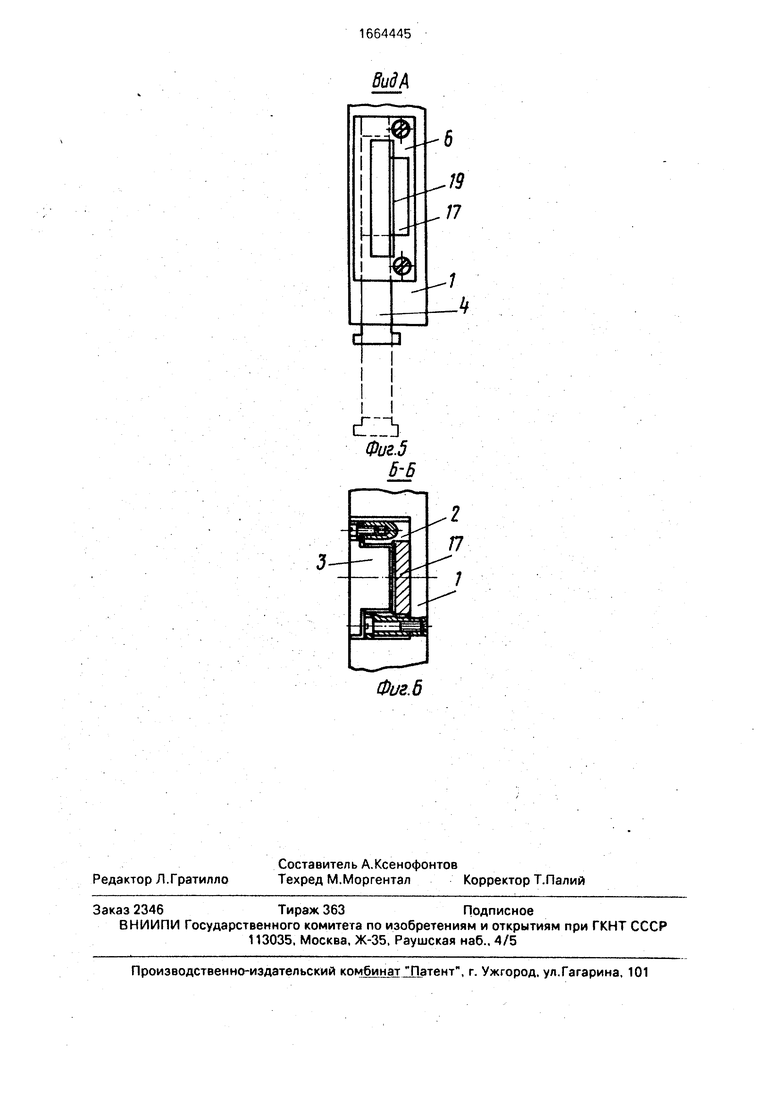
На фиг. 1 изображено устройство в момент заправки ленты и ее перехвата, общий вид; на фиг, 2 - то же, в момент формообразования замков, захвата ленты и отрезки готовой пружины, общий вид; на фиг, 3 - то же, в момент окончания протяжки ленты, общий вид; на фиг. 4 - то же, в момент начала перехвата ленты общий вид; на фиг. 5 - вид А на фиг. 4; на фиг. 6 - разрез Б-Б на фиг. 4.
Устройство содержит станину 1, на которой размещен формообразующий механизм, выполненный в виде клина 2, закрепленного на станине 1, и механизма натяжения ленты, выполненного в виде планки 3, закрепленной на корпусе клина 2 параллельно клиновой поверхности, и заглушки 4, установленной на станине 1 с возможностью перемещения в пазу 5 планки 6 и перекрытия окна 7, выполненного в планке 6, и с зазором а с вершиной клина 2, а также подвижную плиту 8, на которой размещен механизм формообразования замков и отрезки готовой пружины, выполненный в виде клиновой системы, состоящей из двух ползунов 9, фиксирующихся пружинами 10, с закрепленными в них матрицами 11 с рабочими окнами 12 и формообразующими замки пуансонами 13, а также отрезным пуансоном 14, закрепленО
С
N
N 01
ным после пуансонов 13, и клиньев 15, имеющих пазы 16 для прохода ленты, направляющую чштангу 17, закрепленную одним концом на одной из матриц 11 и размещенную другим концом в пазу 18, выполненном в корпусе клина 2, с возможностью возвратно-поступательного перемещения относительно клина 2, и имеющей паз 19 для прохода ленты.
Подвижная плита 8 имеет окно 20, через которое пропускается скрученная лента при подъеме механизмов формообразования замков и отрезки, а также окно 21, необходимое для прохода ленты при заправке, Плита 8 установлена на демпфирующей подушке 22, выполненной в виде, например, гидроцилиндра, связанного с насосом (не показан).
Устройство работает следующим образом,
В начальный момент открывается окно 7 в планке 6 перемещением вручную заглушки 4 вправо. После чего заправляют ленту через окно 21 подвижной плиты 8 в паз б между наклонной поверхностью клина 2 и поверхностью планки 3 и через окно 7 планки 6 и паз 19 в направляющей штанге 17 в зазор между матрицами 11. После заправки ленты заглушку 4 перемещают в первоначальное положение,перекрывая окно 7 планки 6.
При этом подвижная плита 8 находится в крайнем верхнем положении за счет усилия подпора демпфирующей подушки 22.
Устройство устанавливается на станину пресса (не показан) и при этом клинья 15 крепятся к его ползуну, усилие которого превышает усилие демпфирующей подушки 22.
При движении ползуна пресса вниз, а вместе с ним и клиньев 15, начинают перемещаться ползуны 9 с закрепленными в них матрицами 11 и пуансонами 13, которые при смыкании производят формообразование замков, а пуансон 14 производит отрезку заправленного технологического конца ленты, не получившего нагартовку.
При этом подвижная плита 8удерживается в первоначальном положении, так как усилие подпора демпфирующей подушки 22 превышает усилие, необходимое для формообразования замков и отрезки конца ленты. При дальнейшем движении клиньев 15 происходит запирание клиновой системы,
Так как усилие давления клиньев 15 начинает превышать усилие подпора демпфирующей подушки 22, подвижная плита 8 начинает перемещаться вниз и тащит за собой ленту, находящуюся в зацеплении с пуансонами 13.
При перемещении подвижной плиты 8 осуществляется протяжка ленты по острию грани клина 2, которая вызывает формообразование (скручивание заготовки в спираль), а также осуществляется подача ленты на величину хода подвижной плиты 8, который равен длине развертки пружины.
При достижении крайнего нижнего положения подвижной плиты 8 отключается
0 демпфирующая подушка 22.
При подъеме клиньев 15 под действием ползуна пресса ползуны 9 под действием пружин 10 расходятся в исходное положение, а вместе с ними матрицы 11 и пуан5 соны 13 и 14, выходящие из зацепления с лентой. При достижении клиньями 15 крайнего верхнего положения включается демпфирующая подушка 22 и начинает подниматься подвижная плита 8. Задержка
0 по времени включения в работу демпфирующей подушки 22 обеспечивается за счет настройки положения концевых выключателей.
При подъеме подвижной плиты 8 на5 правляющая штанга 17 и заглушка 4 удерживают ленту, находящуюся в напряженном состоянии, от ухода из рабочего пространства между матрицами 11, которая пропускается при этом через окно 20
0 в станине 1.
При достижении крайнего верхнего положения подвижной плиты 8 включается ползун пресса, который начинает перемещать клинья 15. При перемещении вниз
5 клиньев 15 происходят очередное формирование замков на боковой поверхности ленты и зацепление ленты пуансонами 13, а также отрезка пуансоном 14 свитого в спираль ее конца, который после отрезки гото0 вой пружиной падает вниз через окно 20 в станине 1 в накопитель. Далее цикл повторяется. По сравнению с известным предлагаемое устройство позволяет расширить техни5 ческие возможности путем получения спиральных пружин с замками на боковой поверхности.
Кроме того, совмещение механизма формообразования замков с механизмом
0 подачи ленты упрощает конструкцию устройства м делает ее компактной.
Формула изобретений Устройство для изготовления спираль- 5 ных пружин, содержащее станину, формообразующий механизм, выполненный в виде клина, закрепленного на станине, подающий, отрезной и натяжной механизмы, отличающееся тем, что, с целью расширения технических возможностей путем обеспечения изготовления пружин из ленты с замками на боковой поверхности и упрощения конструкции, оно снабжено плитой, подвижной относительно клина, на правляющей штангой и механизмом формообразования замков, выполненным в виде двух ползунов с закрепленными в них матрицами и служащими для формообразо вания замков пуансонами, установленных на подвижной плите с возможностью встречного перемещения и образования в сомкнутом состоянии зазора для прохода ленты, причем направляющая штанга за / х ч f
1/Л IN4N4V-
-« s-bJl /1- j xV
.ш. % ;
i ,-/litv,/
7 i 3 /, i чС( г. j Л.1 / / I
0
креплена одним конном на одной из матриц и размещена в пазу выполненном в корпусе клинз с возможностью возвратит поступательного перемещения от-юсительно каина и имеет паз для npovoaa пенты, механизм натяжения выполнен в виде планки закрепленной на кпииэ паоапяельно его клиновой лоБеохност и чаглушкой установленной на стен не г зазором отсоси тельно вершины клчнэ , с возможностью контактирования с направляющей штангой а плита установлена на введено в ус-рой ство демпфирующей под ш е
Г7
О rs
1Г
51 1Ф991
гг
-
-ч
Фиг. 6
| Способ изготовления спиральныхпРужиН и уСТРОйСТВО для ЕгО ОСущЕСТ-ВлЕНия | 1978 |
|
SU795658A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
