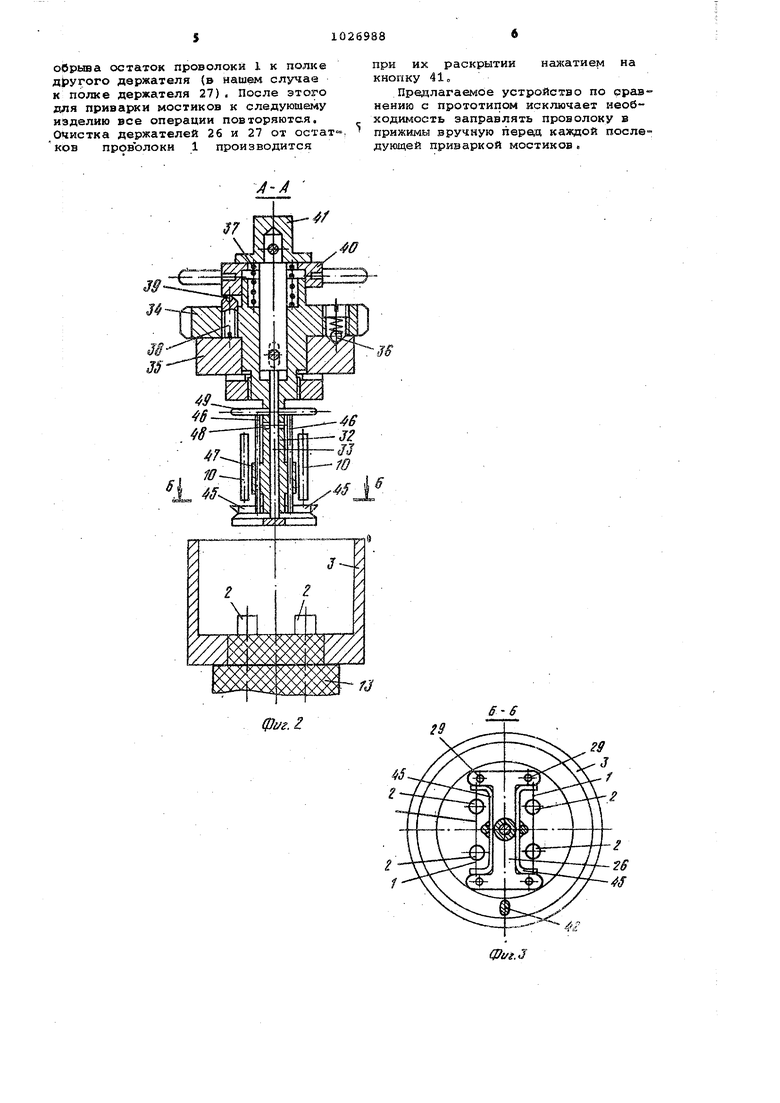
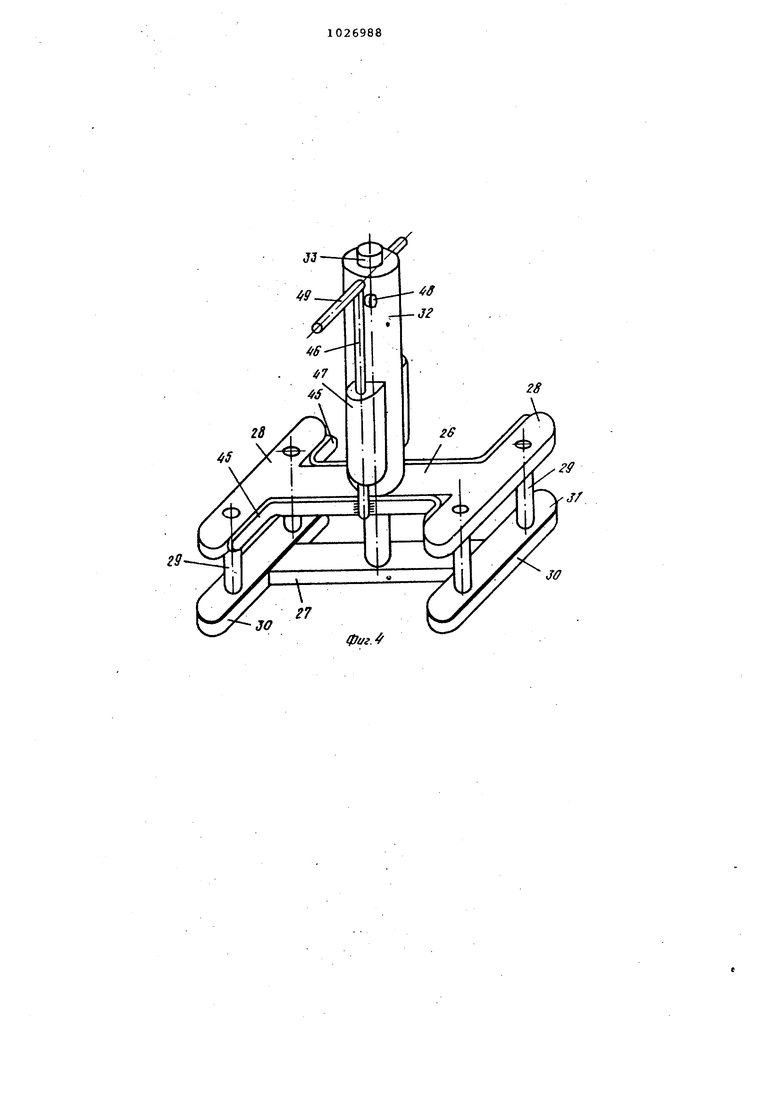
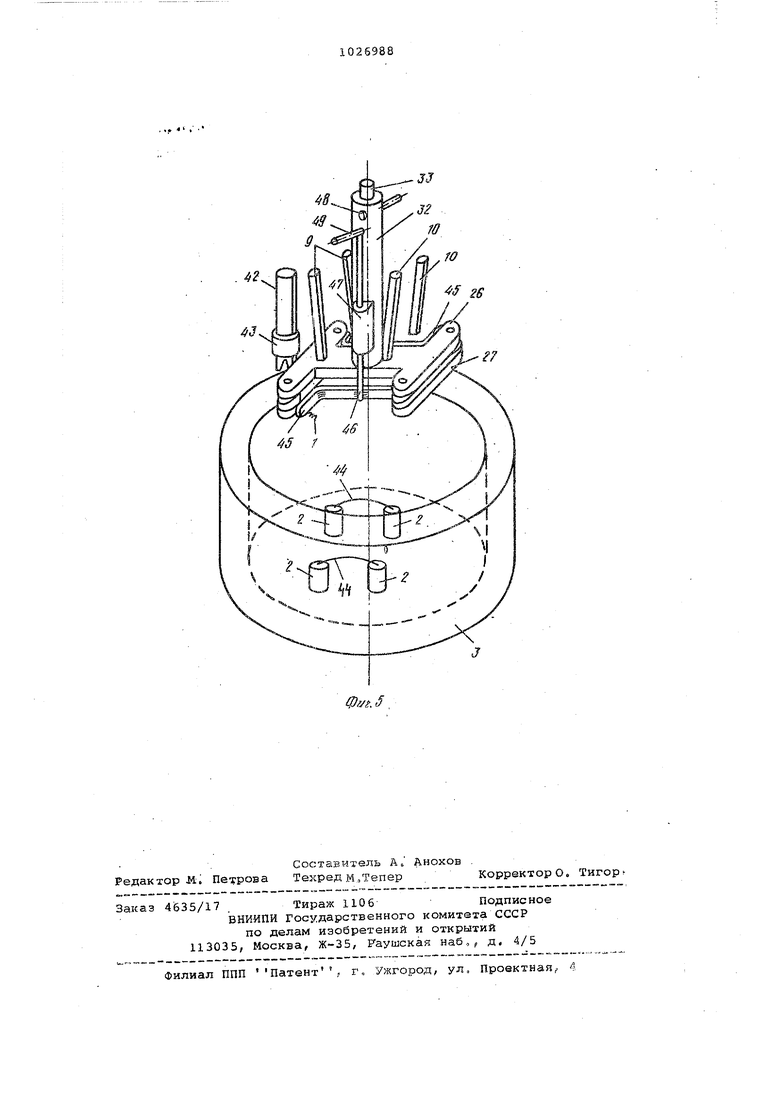
МП ff Изобретение относится к микросвац ке и предназначено для использования в приборостроении для приварки мости коз из проволоки к контактным площад кам, расположенным в углубленииизде лия,. По основному авт.св. 967726 известно устройство для приварки мости ков из проволоки к контактным площад кам, расположенным в углублении изделия, содержащее кассету с проволокой, сварочньзе инструменты и механизм подачи проволоки, снабженный двумя вращающимися вокруг общей оси держателями X-образной формы, наложенными друг на друга и выполнении ми с полками, несущими ориентаторы :И ПрИЖИМК ДЛЯ ПРОВОЛОКИ 1 . Недостатком такого устройства . является невозможность предотвратить выскальзьшание проволоки из прижимов при намотке ее на ориентаторы. Цель изобретения - повышение надежности работы устройства. Поставленная цель достигается тем, что в устройстве для приварки мостиков из проволоки к контактным площадкам, расположенным в углублении изделия, содержащем кассету с проволокой, сварочные инструменты и механизм подачи проволоки, снабжен ный двумя вращающимися вокруг общей оси держателями -образной формы, наложенными друг на друга и выполнен ными с полками, несущими ориентаторы и прижимы для проволоки, механизм подачт проволоки снабжен дополнитель ными приводными прижимами, С-образ ной формы, установленными со стороны полок, обращенных к сварочному инструменту с возможностью взаимодействи с полками обоих держателей. На фиг. изображено устройство для приварки мостиков из проволоки к контактныЕ -: площадкам, расположенным в углублении изделия, исходное положение; на фиг,2 - разрез А-А на фиг. на разрез Б-Б на фиг. 2; на фиг, 4 --держатели -образной формы механизма подачи проволоки (разведеньз полностью) с дополнительными прижимами Е-образной формы; на фиг.5 держатели X Образной формы и сварочные инструменты в положении после приварки мостиков к контактным площадкам изделия (дополнительный прижим Образной формы с одной стороны переведен в положение для намотки на ориентаторы новой порции проволоки для приварки мостиков к следующ 2му изделию). Устройство для приварки мостиков из проволоки 1 к контактным площадкам 2f расположенным в углублении издеЛИЯ 3; содержит станину 4, на которой смонтированы механизм подачи проволоки 5. кассета 6 с проволокой 1, коордннатные столики 7 и 8 с механизмами сжатия со сварочными инструментами 9 и 10, а также координатный столик 11 с пневмоцилиндром 12, осуществ ляющим подъем и опускание гнезда 13 для изделия 3. Гнездо 13 вьшолнено из электроизоляционного материала и содержит контакты 14 и 15, взаимо действующие со штырями, являющимися продолжением контактньк площадок 2 К контактам 14 и 15 присоедикэны токоподврды 16 и 17, соединенные с источником питания (не показан)«Сварочные инструменты 9 и 10 соединены с источником питания с помощью токоподводов 18 и 19. Механизмы сжатия содержат рычаги 20, и 21, установлен-, ные на осях на координатных столиках 7 и 8 и несущие сварочные инстр|).мектв 9 и 3.0,. а также пружины 22 и 23, соз дающэ е сварочное давление, к штокк 24 и 25, взаимодействующие с рычагайти 20 и 21, осуществляя подъем в опускание сварочных кнструменг-ов 9 и 10, Механизм подачи проволоки снабжен двумя держателями 26 и 27 I -образной формы, один из KOTOpbsx выполнен с noJtKaMH 2Q f несущими ориентаторы 29, определяющиеположение проволоки 1 относительно контактных площалок 2 изделия 3, а второй с полкгихет 30, несущими прижимы 31 .для прижима прОволоки. Прижимы 31 держателя 27 взаимодействуют с противолежащими частя ми держателя 26. Держатель 26 закреплен в своей средней (между полками 28) части на конце поворотной относительно ее продольной оси втулки 32, а держатель 27 - на конце пркводкогг штока 33, который помещен внутри втулки 27 и подвижен относительно нее вдоль оси. Сварочные инструменты 9 и 10 входят в пазы X Образных держателей 26 и 27. Гнездо 13 с изделием 3 с помощью пневмоцилиндра 12 перемещается относительно д.аржателей 26 и 27 вдоль оси поворота держэ.теле-к Втулка 32 закреплена на шайбе 34. поворотной относительно корпуса 35, смонтированного на станине 4. Положе-ниё .поворотной шайбы 34 определяется фиксатором 36-. Шток 33 подпружинен относительно шайбы 34 с втулкой 32 с помощью пружины 37, Шайба 34 снабжена винтом 38 с втулкой 32 с помощью пружины 37. Шайба 34 с.набжена винтом 38 с впрессоваыны 4 в него , шариком 39, который периодически взаимодействует с поворотным относительно шайбы 34 и штока 33 кулачком 40, который также периодически взаимодействует с кнопкой 41, закреапенной на штоке 33. Такое выпслнаяке механизма подачи, проволохи поззо.ляет зажимать проволоку I лркжшлагдк 31 с возможностью пррскг1Льэь®ания пружиной 37, заклиниватг. проволск;- 1 Е прижимах с помощью кулйчкк 40 а также полностью раскрывать держатели 26 и 27 для их очистки от остатков проволоки, нажимая кнопку 41, для чего кулачок 40 устанавливается в такое положение, когда- он не упирается в кнопку 41. От катушки б проволока 1 подается между держателя ми 26 VI 27 с помощью направляющей вилки 42 с прижимом 43, предотвращаю щим убегание проволоки 1 при обрьюе С петлощью такого устройства осуществ ляется приварка мостика 44 к контакт ным площадкам 2, расположенным в углублении изделия 3 (в конкретном при мере осуществляется приварка двух параллельных мостиков 44 к четырем контактным площадкам 2,, заглубленным в изделие 3). Однако при намотке проволо: и 1 на ориентаторы 29 держателя 26 возможно выскальзывание проволоки 1.из прижимов, что снижает надежность работы устройства. Для устранения этого н.едос татка механизм подачи про волоки снабжен дополнительными приводными прижимами 45iС,-образной формы с пружинящими концами, взаимодействующими попеременно с полками 28 и 30 держателей 26 и 27 в зоне зажатия проволоки 1 с тех сторон полок 28 и 30, которые обращены к сварочным инструментам 9.и 10. Дополнительные прижимы 45 закреплены на штоках 46, которые перемещаются в направляющих. 47, расположенных на втулке 32, в.которой выполнены отверстия 48 для ручек-фиксаторов 49, с помощью которых осуществляется перемещение прижимов 45 и их фиксация в определенном положении. Таким обра зом, каждый прижим 45 может находить ся то в верхнем положении, взаимо действуя с полками держателя 26 (фиг,4)f то в нижнем положении, взаимодействуя с полками держателя 27 (фиг.5), при этом ручка-фиксатор 49 входит соответственно то в верхнее, то в нижнее отверстия 48 на втулке 3 Предлагаемое устройство работает следующим образом. Проволока 1 сматывается с кассеты 6, вводится под прижим 43 направляющей вилки 42, а затем в ее паз, кот рый находится на уровне натяжения проволоки 1 в прижимах держателей 26 и 27, далее проволока 1 подается между держателями 26 и 27, где ее з жимают прижимами 31f отрегулированними на зажатие проволоки с возможностью проскальзывания с помощью пр жины 37. Конец проволоки 1 при этом должен выступать из прижимов со сто роны сварочных инструментов. Затем прижим 45 -образной формы с той стороны, с которой подана проволока If перемещают с помощью ручки-фикса тора 49 (например, из нижнего положения в верхнее), при этом конец пр волоки 1, выступающий из прижимов со стороны сварочных инструментов, загибается и прижимается концом прижима 45 к соответствующей полке одного из держателей X -образной формы в зоне зажатия проволоки 1 с той стороны полки, которая обргидена к сварочным-; инструментам (в нашем случае проволока 1 прижимается прижимом 45 к полке / 28 держателя 26). После этого держатели 26 и 27 поворачиваются вместе с шайбой 34 на . Проволока 1 сматы Бается с кассеты 6 и входит между держателями 26 и 27, накладываясь на ориентаторы 29, при этом благодаря прижиму 45 не происходит выскальзывание проволоки 1 прижимов при Намотке ее на ориентаторы. в токоподводящее гнездо 13 устанавливается изделие 3 так, что контактные площадки 2.подсоединяются контактами 14 и 15 через токоподводы 16 и 17 к источнику питания. Затем в пневмоцилиндр 12 подается сжатый воздух от пневмосети И гнездо 13 с изделием 3 пере мещается вверх вдоль оси поворота держателей 26 и 27, при этом держатели входят внутрь углубления в изделии 3 и подают натянутую между прижимами проволоку 1 в зону сварки к контактным площадкам 2. При этом точность положения натянутых между прижимами проволок 1 относительно контактных площадок 2 изделия 3 регулируется координатным столиком 11. Сварочные инструменты 9 и 10 устанавливаются над двумя параллельно натянутыми маж ду прижимами проволоками 1, причем их положение регулируется с помощью Координатных столиков 7 и 8, С помощью штоков 24 и 25 рычаги 20 и 21 опускаются, поворачиваясь на шарнирах, и под действием пружин 22 и 23 сварочные инструменты 9 и 10 опускаются на проволоку 1, зажатую в приЖ1 мах с возможностью просиальзьшания , и вытягивают ее из прижимов, прижимая к контактным площадкам 2, От источника питания .через пары токоподводов 16, 18 и17, 19 подается сварочный ток, в результате чего проволока 1 приваривается к контактным площадкам 2 в виде мостика 44. Затем сварочные инструменты 9 и 10 поднимаются. По- , воротом кулачка 40 проволока 1 заклинивается в прижимах между полками держателей 26 и 27 .После этого отключается подача в пневмоцилиндр 12 сжсиого воздуха и возвратной пружиной гнездо 13 с изделием 3опускается вниз и держатели 26 и 27 с прижимами выводятся из углубления изделия 3, обрывая проволоку 1 рядом со сварными точками. Далее прижим 45 перемещается в другое положение, которое фиксируется (в конкретном примере прижим 45 перемещается вниз), прижимая выступающий из прижимов после
обрыва сх таток проволоки 1 к полке другого держателя {в нашем случае к полке держателя 27). После этого для приварки мостиков к следуюше14у изделию все операции повторяются. Очистка держателей 26 и 27 от остат : ков пррволоки 1 производится
при их раскрытии нажатием на кнопку 41с
Предлагаемое устройство по сравнению с прототипом исключает необходимость заправлять проволоку в прижимы вручную перед каждой последующей приваркой мостиков,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки мостков из микропроволоки к контактным площадкам | 1984 |
|
SU1199543A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU1031683A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1983 |
|
SU1082586A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1977 |
|
SU695784A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |
УСТРОЙСТВО ДЛЯ ПРИВАРКИ МОСТИКОВ из ПРОВОЛОКИ к КОНТАКТНЫМ ПЛСЯЛАДКАМ по авт.св. 967726, о тличающееся тем, что, с целью повышения надежности в работе., механизм подачи проволоки снабжен дополнительными приводными прижимами С- образной , установленными со стороны полок, обраиценных к сварочному инструменту с возможностью взаимодействия с полками обоих держателей .
Фиг.г
В6
гз
4i
JJ
9
28
Jff
фиг.
хЯ
JJ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
