схематическое положение при приварке мостиков; на фиг.9 - схематическое положение при обрыве проволоки рядом со сварными точками при выведении прижимов из углубления изделия.
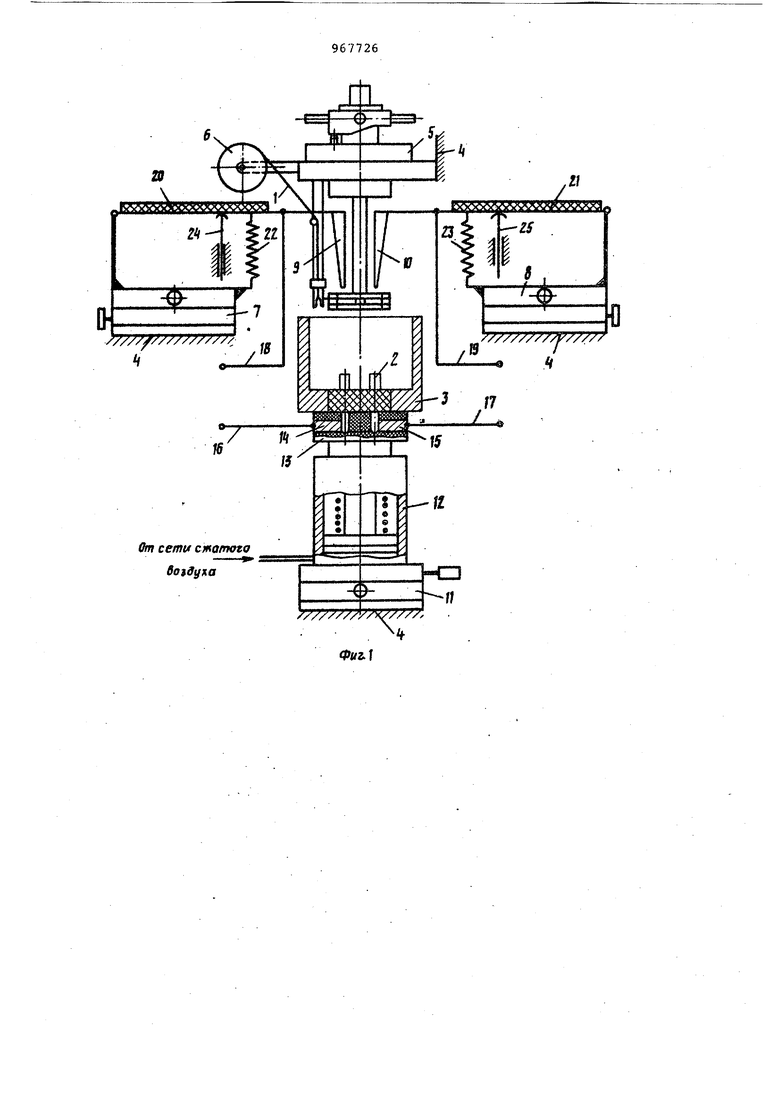
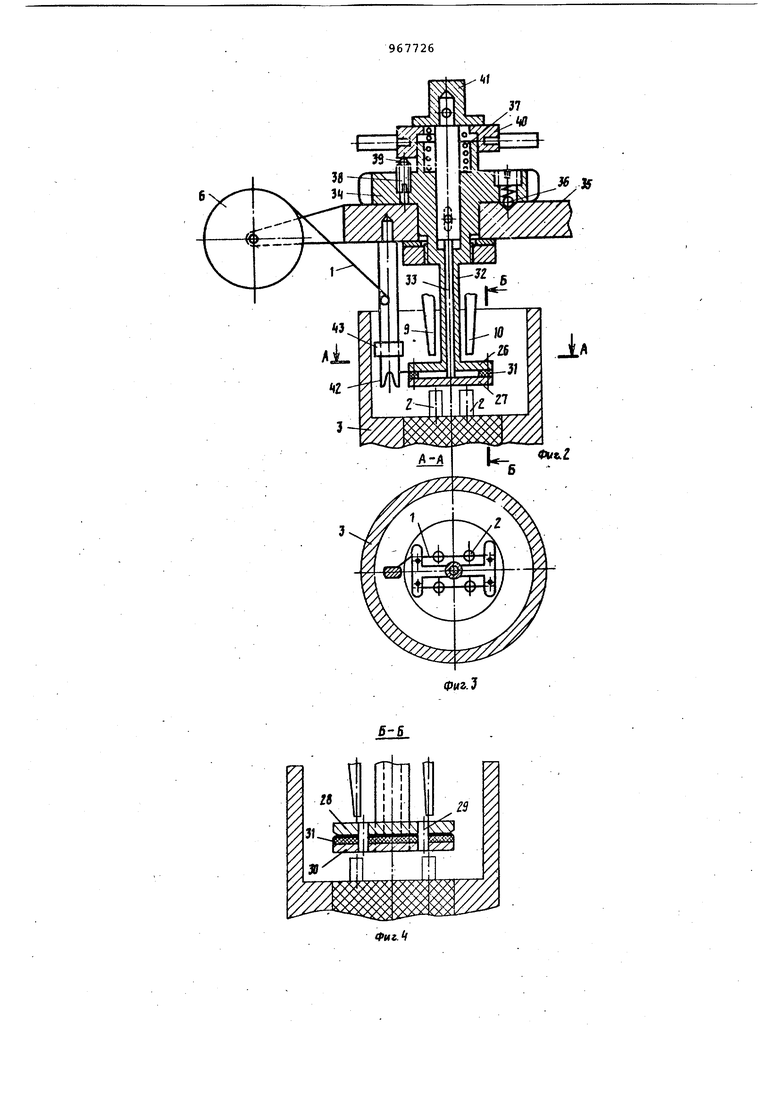
Устройство для приварки мостиков из микропроволоки 1 к контактным площадкам 2,расположенным в углублении изделия 3, содержит станину 4, на которой смонтированы механизм подачи проволоки 5, кассета 6 с проволокой 1, координатные столики 7 и 8 с механизмами сжатия и сварочными электродами 9 и 10, а также координатный СТОЛИК;11 с пневмоцилиндром 12, осуществляющим подъем и опускание гнезда 13 для изделия 3. Гнездо 13 для изделия 3 выполнено из электроизоляциойного материала и содержит контакты 14 и 15, взаимодействующие со штырями, являющимися продолжением контактных площадок 2. .К контактам 14 и 15 присоединены токоподводы 16 и 17, соединенные с источником питания (не показан). Сварочные электроды 9 и 10 соединены с источником питания с ломо цью токопряводов 18 и 19, Механизмы сжатия содержат рычаги 20 и 21/ шарНирно установленные на координатных столиках 7 и 8 и несущие сварочные электроды 9 и 10, а также пружины 22 и 23, создающие сварочное давление, и штоки. 24 и 25, взаимодействующие с рычагами 20 и 21, осуществляя подъем и опускание сварочных электродов ,9 и 10. Механизм подачи проволоки 1 снабжён двумя держателями J-образной ФОРМЫ 26 и 27, один из которых выполней с полками 28, несущими ориента,тОры 29 для проволоки, а второй .с полками 30, несущими прижимы.31 для проволоки. Прижимы 31 держате- ля 27 взаимодействуют с противолежащими частями держат1еля 26. Держатель 26 закреплен в своей средней между полками 28 части на конце поворотной относительно ее продольной оси втулки 32, а держатель 27 - на конце приводного штока 33, который помещен внутри втулки 32 и подвижен Относительно нее вдоль Оси. Сварочные электрода 9 и 10 расположены междуполками 28 и 30 держателей 26 и 27. Гнездо 13 с изделием 3 с помощью пнеамоцилимдра 12 перемещается относительно держателей 26 и 27 вдоль оси поворота держателей. Втулке 32 закреплена на шайбе 34, поворотной относительно корпуса 35, смонтированного на станине 4. Положение поворотной 34 определяется фиксатором 36. Шток 33 подпружинен относительно шайбы 34 с втулкой 32 с помощью пружины 37. Шайба 34 снабжена винтом 38 с шариком 39, который периодически взаимодействует с поворотным относительно шайбы 34 и штока 33 кулачком 40, который также периодически .взаимодействует с кнопкой 41, закрепленной на штоке 33.
Такое выполнение механизма подачи 5 проволоки 1 позволяет дажимать проволоку 1 прижимами 31 с возможностью проскальзывания пружиной 37, заклинивать проволоку 1 в прижимах 31 с помощью кулачка 40, а также полностью раскрывать держатели 26 и 27 для их очистки, нажимая кнопку 41, для чего кулачок 40 устанавливается в такое положение, когда он не упирается в кнопку 41. От катушки 6 проволока 1 подается между держателями 26 и 27 с помощью направляющей вилки 42 с прижи.мом 43, предотвращающим убегание проволоки 1 при отрыве.
С помощью такого устройства осуществляется, приварка мостика 44 к контактным площадкам 2, заглубленным в изделие 3.
Работает устройство следующим образом.
Проволока 1 сматывается с кассеты 6, вводится под прижим 43 вилки 42, а затем в ее паз, который находится на уровне натяжения проволоки 1, из которого проволока 1 подается между держателями 26 и 27, зажимаясь прижимами 31, отрегулированными на зажатие проволоки с возможностью пр.оскальзыв.ания с помощью пружины 37. Держатели 26 и 27 поворачиваются вместе с шайбой 34 на ЗбО, при этом проволока 1 сматывается с кассеты 6 и входит между держателями 26 и 27, накладываясь на рриентаторы 29, определяющие положен.ие проволоки 1 относительно контактных площадок 2 изделия 3. В токоподводящее гнездо 13 устанавливается изделие -3 так, что контактные площадки 2 подсоединяются контактами 14 и 15 через токоподводы 16 и 17 к источнику питания. Затем в- пневмоцилиндр 12 подается сжатый воздух от пневмосети и гнездо 13 с изделием 3 перемещается вверх вдоль оси поворота дер{жателей 26. и 27, при этом держатели входят внутрь углубления в изделии 3 и подают натянутые между прижимами проволоки 1 в зону сварки, над контактными площадками 2. При этом точность положения натянутых между прижимами проволок 1.относительно ; контактных площадок 2 изделия 3 регулируется координатным столиком 11. Сварочные инструменты 9 и 10 устанавливаются над двумя параллельно натянутыми между прижимами проволоками, причем их положение, регулируется с помощью координатных столиков 7 и 8. В исходном положении сварочные инструменты 9 и 10 расположены над натянутыми между прижимами проволоками 1. С помощью ш токов 24 и 25 рычаги 20 и 21 опускаются, поворачиваясь на шарнирах, и под дей-
ствием пружин 22 и 23 сварочные инструменты 9 и 10 опускаются на проволоку -1, зажатую в прижимах с воз- можностью проскальзывания, и вЪатягнвают ее из- прижимов, прижимая к контактным площадкам 2. От источников питания через, пары токоподводрв 16, 18 и 17, 19 подается сварочный ток, в результате чего проволока 1 приваривается к контактным площадкам 2, при этом излишки проволоки 1 остаются зажатыми в прижимах держателей. Затем сварочные, электроды 9 и 10 поднимаются, а кулачок 40 поворачивается так, что контактирует одновременно с шариком 39 винта 38 и кнопкой 41, заклинивая: .приваренную проволоку прижимс1ми 31. После этого отключается подача в пневмоцилиндр 12 сжатого воздуха и возвратной пружиной гнездо 13 с изделием 3 опускается вниз, при этом держатели 26 и 27 с зажатой проволокой выводятся из углубления изделия 3, обрывая проволоку 1 рядом со сварными точками, в результате чего образуется мостик 44, соединяющий контактные площадки 2.
Для очистки держателей от остатков проволоки 1 нажатием кнопки 41 прияимы 31 отводятся от противолежащих частей и отходы проволоки удаляются. ,После этого, для приварки нового мостика все операции повторяются.
Применение устройства позволяет значительно уменьшить расход проволоки при прибарке мостиков к контактным площадкам, расположенным в углублении изделия, ho сравнению с известным устройством, предназначенным для приварки мостиков к контактным площадкам изделия.
Формула изобретения
10 Устройство для приварки мостиков из микропроволоки к контактным площадкам, содержащее кассету с проволокой, сварочные электроды, механизмы подачи проволоки с ориентаторами и .
15 прижимами и гнездо для изделия, отличающееся тем, что, с целью снижения расхода проволоки, механизм подачи проволоки выполнен в виде двух держателей I-образной формы
20 подпружиненных один относштельио другого, имекхцих возможность поворота относительно их общей оси и на полках одного из которых установлены ориентаторы, а на полках другого - прижигвл
25 для проволоки, при этом гнездо для изделия и дерзкатели смонтированы с возможностью взаимного перемещения вдоль -оси их поворота.
Истрчни1ш информации,
30 принятые во внимание При экспертизе
1. Авторское свидетельство СССР 656765, кл. В 23 К 11/10, 1976 (гфо.тотип).
29
От cemtt сжатого Вогддиа
.1
Г7
Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки мостков из микропроволоки к контактным площадкам | 1984 |
|
SU1199543A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1981 |
|
SU1026988A2 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU1031683A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1983 |
|
SU1082586A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1977 |
|
SU695784A1 |
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |