Изобретение относится к технологии лроиэводства сварных конструкци и может быть использовано при сборк и сварке круговых соединений оболочек, преимуществэнно цилиндрических или конических, в машиностроении, судостроении, авиационной, химическ и других отраслях промышленности. Известен способ сварки кругового элемента, при котором кромки отверс тия в тонкостенной оболочке подвергают предварительному упругому растяжению, в отверстие вставляют круг вой элемент и выполняют сварку Однако пследствие наличия зазора между свариваемыми кромками и непос тоянства его по периметру кругового стыка в сварном соединении имеют место трудноустранимые дефекты форм рования шва и значительные остаточ-ные деформации - , Наиболее близким по технической сущности к предлагаемому является способ вварки кругового элемента в тонколистную оболочку, при котором кромки отверстия оболочковой конструкции упруго деформируют, в отверс тие вставляют круговой элемент и производят сварку. Отверстие в обол ке выполняют диаметром, меньшим диаметра ввариваемого элемента Г2,, Однако этот способ применим лишь при вварке кругового элемента в сфе рическую оболочку, так как при создании упругого выгиба кромок круглог о отверстия в цилиндрической или конической оболочке путем приложени к; ним равномерно распределенной на грузки напряжения на действующие по образующей оболочки (у) будут в два раза меньше, нежели напряжения, действуютие в окружном направлении () f что обусловлено различной жесТ костью оболочки цилиндрической или конической формы по указанным направлениямНеравномерность же распределения предварительных (сборочных) напряжений по периметру кругового стыка приводит к неравномерному распредеУ-ению остаточных напряжений по периметру тем, что вызывает снижение раз мерной стабильности формы оболочки и уменьшает надежность работы конструкции под действием эксплуатационных нагрузок. Целью изобретения является повышение качества конструкций, Указанная цель достигается тем что согласно способу вварки кругс1.вог элемента в тонкостенную оболочку, преимущественно цилиндрическую или коническу1р, при котором кромки отверстия оболочковой конструкции упру го деформируют, в отверстие вставляю круговЪй элемент и производят сваркуf отверстие в оболочке выполняют в виде эллипса, малая ось которого расположена по образующей оболочки, а длина этой оси меньше диаметра кругового элемента на величину его изменения от приложенной упругой деформации, большая же ось эллипса больше диаметра кругового элемента на такую же величину Выбор такой фор1у1Ы отверстия под круговой элемент позволяет повысить точность изготовления оболочки за счет выравнивания жесткости кромок и устранения тем самым неравномерности распределения упругих сборочных нап- ряжений по периметру отверстия от действия равномерно распределенной растягивающей нагрузки Это приводит к снижению уровня остаточных напряжений и перемещений,, уменьшает брак и способствует повышеииюека чества изготовления тонкостенных сварных оболочковых- конструкций. На чертеже изображена тонкостенная цилиндрическая оболочка L с толщиной стенки -Ь и радиусом ft , Отверстие 2 под ввариваемый круовой элемент имеет Форму эллипса с малой, осью Ь , совпадающей с направлением действия натяжения з большая ось эллипса Q совпадает с направлением действия напряжений , Напряжения б и (f- рассчитывают по формулам(7;,-PRfiJ rr - Ж. fT - Р , где Р равномерно л / I -х-т- ш аЬ С; Vt распределенная растягивающая нагрузка. П р и м е р, Вваривают жесткий круговой элемент диаметром d 30 мм в цилиндрическую оболочку диаметром 5 400 мгл, материал АМГ-б, толщина свариваемых кромок (:Г 2,5 мм. Зная металлические свойства свариваемого материала (Е/О или б ) г рассчитывают величину изменения диаметра круглого отверстия в результате его упругого деформировегния« величину изменения Ad определяют по прогибу кромок отверстия от упругих тягивающих напряжений/ которые не должны превышать критических бораст %.Б- 0 рост - ОГСо,а ; о РОСТ 4() где О .. толщина стенки оболочки, мм; Г - радиус отверстия в об.олочке, п - величина, обратная коэффициенту Пуассона (0 3-0„4} 7200 /JiiV 4(1-Ор9) ( Опрзлелйют усилие, котороа необходимо приложить к XPQI..IKSM с тем чтпбы создать в них другие сборочные напр жения (ТсБ Pкp-G- Vff/R где СГ толщина стенки оболочки, №4 Р, - радиус обапочки, мм. 2,24 кгс/мм, При действии силы Р кромки отвер тия упруго деформируются на зеличи -Ека4)Г- (5) V-fi§i -0,222MM где 0 прогиб, MMJ g, - деформация, безразмерная величина 2 Е - коэффициент Пуассона jiKTc/мм R - радиус оболочки, мм Для создания в кромках отверстия под ввариваемый элемент равномерно распределенных упругих сборочных на пряжений отверстия выполняют в виде эллипса с осями Q больше диаметра ввариваемого элемента на величину Л 2сГ аг2{Г+сГ)г2 (40+0,22)5.8р,44 мм и «алой осью fa , t)2((f) 2 (40-0,22)а79,56 мм. Кромки отверстия упруго растяги вают сплав Р f в отверстие 2 вставляют круговой элемент, упругорастяг ваницую нагрузку Р снимают и прокзво дят -сварку. При вварке круговых эле ментов в цилиндрические или конические тонкостенные оболочки вследствие 1эазличной жесткости оболочки в окружном и продольном направлениях происходит искажение исходной формы изделия либо уже при выполнении сварки,либо в процессе эксплуатации при незначительных рабочих -нагрузках. Различная жесткость приводит к неравномерному распределению остаточных сварочных напряжений, что в совокупности с напряжениями от внешней нагрузки вызывает потерю исходной формы изделия, являющейся неустранимым браком с Величина исправимого брака после выполнения сварки кругового соединения в цилиндрической оболочке достигает 10% от общей программы выпуска. Точность и качество изготовления изделий по предлагаемому способу повышается без усложнения аппаратуры и удорожания технологического процесса за счет равномерного распраделения сборочных напряжений, противоположных сварочным, и, следовательно, исключения неравномерности остаточных сварочных напряжений и перемещенийf достигаемого выполнением отверстия под ввариваемый элемент в форме эллипса, что обеспечивает выравнивание жесткости в окружном 5-5 продольном направлениях.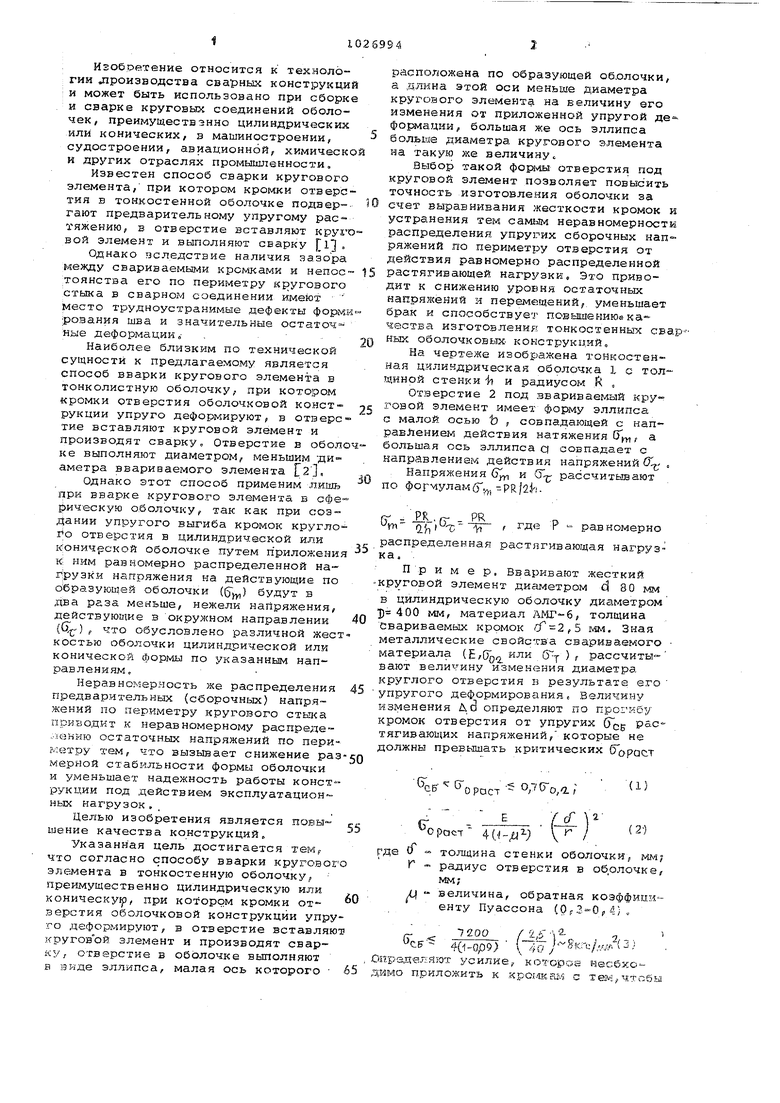
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вварки круговых элементов в тонкостенные оболочковые конструкции | 1976 |
|
SU603536A1 |
| Способ вварки круговых элементов в тонкостенные оболочковые конструкции | 1985 |
|
SU1306673A2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ЛЮКА-ЛАЗА БАКА ЖИДКОСТНОЙ АМПУЛИЗИРОВАННОЙ РАКЕТЫ | 2005 |
|
RU2291038C1 |
| Способ сварки кругового элемента в оболочковую конструкцию | 1975 |
|
SU572351A1 |
| Способ вварки кругового элементаВ ОбОлОчКОВую КОНСТРуКцию | 1979 |
|
SU833397A1 |
| СПОСОБ СВАРКИ ГОРЛОВИНЫ С ТОНКОСТЕННОЙ ОБОЛОЧКОЙ | 2018 |
|
RU2684010C1 |
| Способ сборки под сварку круговых соединений в оболочковых конструкциях и устройство для его осуществления | 1980 |
|
SU998060A1 |
| Способ вварки кругового элемента в оболочковую конструкцию | 1976 |
|
SU774867A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ | 2020 |
|
RU2754328C1 |
| Способ вварки фланца в сферическую оболочку | 1975 |
|
SU625872A1 |
СПОСОБ ВВАРКИ КРУГОВОГО ЭЛЕМЕНТА В ТОНКОСТЕННУЮ ОБОЛОЧКУ,пре имущественно цилиндрическую или коническую , при которсял крсжпси отверс тия оболочковой КОНСТРУК1Ц1И упруго деформируют, в отверстие вставляют круговой эл04ент и производят сварку отличающийс я тем что, с целью повышения качества конструкции, отверстие в оболочке выполняют в виде эллипса, малая ось которого расположена по обраэукяцей оболочки, а длина этой оси меньше диаметра кру гозого элемента на величину его изменения от приложенной упругой де opvtauHH, большая же ось эллипса больше диаметра кругового элемента на такую же величину.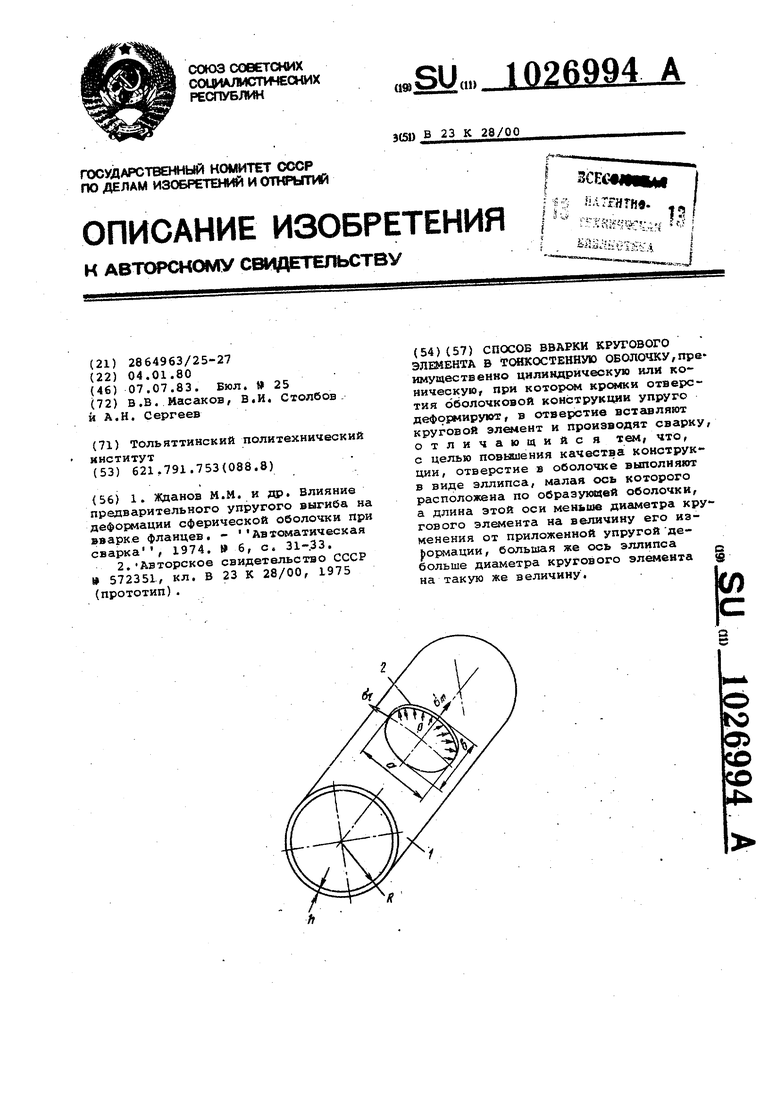
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Жданов М.М | |||
| и др | |||
| Влияние предварительного упругого выгиба на деформации сферической оболочки при вварке фланцев | |||
| - Автоматическая сварка , 1974 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
