Изобретение относится к способам герметизации люков-лазов в баках жидкостных ампулизированных ракет.
Люк-лаз предназначен для проникновения операторов во внутреннюю полость бака и выполнения внутрибаковых монтажных работ, после чего люк-лаз закрывают крышкой и герметизируют сваркой.
Один из основных вопросов при герметизации люка-лаза сваркой - обеспечение минимальных сварочных деформаций бака для сохранения теоретического контура наружной поверхности ракеты, т.к. отклонение геометрических форм поверхностей от теоретических требует введения локальных усилений и соответствующего увеличения массы, что особенно важно для летательных аппаратов.
Известен способ вварки фланцев в оболочковую конструкцию, при котором с целью уменьшения остаточных деформаций и напряжений ввариваемый элемент изготавливают с компенсационным кольцом, которое осаживают после сварки (АС №228176 с приоритетом от 19.04.1967).
Известен способ изготовления оболочковых конструкций с фланцами, при котором свариваемые элементы собирают в жестком приспособлении и в процессе сварки охлаждают конструкцию вместе с приспособлением с целью уменьшения остаточных напряжений от сварки (АС №390887 с приоритетом от 1970 года).
Известен также способ вварки круговых элементов в тонкостенные оболочковые конструкции, наиболее близкий к данному изобретению по технической сущности, при котором кромки отверстия под круговой элемент упруго деформируют путем приложения к ним равномерно распределенной нагрузки. Круговой элемент изготавливают с диаметром, превышающим диаметр отверстия на величину его изменения в результате упругого деформирования. После установки кругового элемента в отверстии снижают упруго деформируемую нагрузку на 10-50%, выполняют сварку и снимают полностью нагрузку в момент завершения сварки (А.С. №603536 с приоритетом от 07.07.76).
Указанные способы уменьшения сварочных деформаций при вварке круговых элементов в оболочку путем приложения технологической нагрузки для деформирования свариваемых кромок в сторону, обратную сварочным деформациям, или удержания в исходном положении до сварки имеют следующие недостатки:
- не обеспечивают требуемую геометрическую точность поверхности обечайки в месте приварки крышки люка-лаза;
- требуют специального оборудования, что усложняет технологический процесс изготовления сварной конструкции и увеличивают затраты труда и энергоресурсов при герметизации люков;
- существенно затрудняют приложение технологической нагрузки к стыку при отсутствии доступа с внутренней стороны.
Несмотря на приведенные недостатки, техническое решение по А.С. №603536, как наиболее близкий аналог, может быть принято в качестве прототипа.
Задачей предлагаемого способа является повышение геометрической точности баков за счет уменьшения сварочных деформаций, снижение трудоемкости герметизации люка-лаза путем исключения операций отгиба свариваемых кромок оболочки и специальных дорогостоящих приспособлений, повышение степени герметичности сварного шва.
Этот технический результат согласно прилагаемой заявке заключается в следующем. В районе размещения люка-лаза на внутренней поверхности оболочки устанавливают подкрепляющие элементы жесткости, например шпангоуты или стрингеры. Затем вырезают люк-лаз вместе с элементами жесткости заданного размера, необходимого для проникновения внутрь бака, а после проведения внутрибаковых работ на место вырезанной части элементов жесткости приваривают вкладыши, на них устанавливают крышку люка-лаза и производят ее вварку герметичным швом.
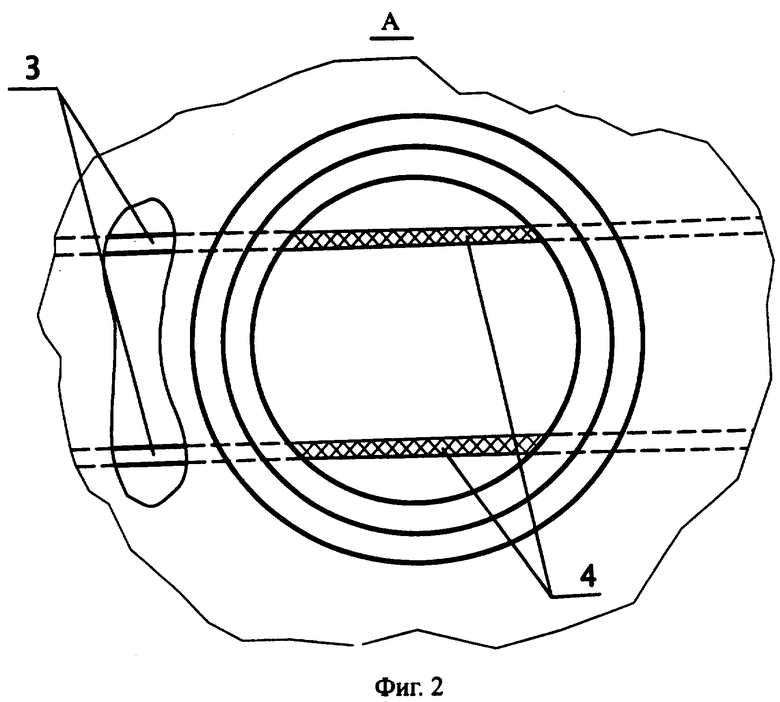
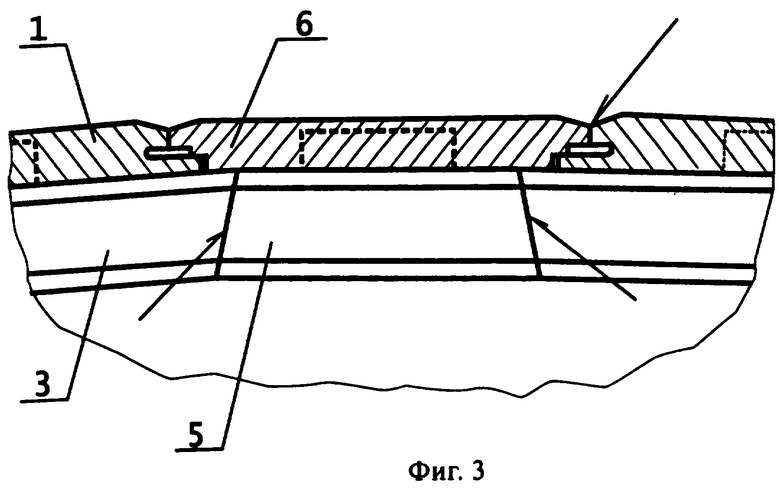
Сущность изобретения поясняется чертежами (фиг.1, 2, 3), где на фиг.1 показан люк-лаз в обечайке с подкрепляющими элементами жесткости под люком-лазом, на фиг.2 - вид по стрелке А на фиг.1, на фиг.3 - люк-лаз с приваренными вкладышами и крышкой.
В оболочке 1 бака ракеты под люком-лазом 2 (см. фиг 2) на внутренней поверхности бака устанавливают подкрепляющие элементы жесткости 3, например шпангоуты или стрингеры, количество и сечение которых выбирают так, чтобы они достаточно полно исключали остаточные сварочные деформации. Затем (см. фиг.1) вырезают люк-лаз 2 вместе с элементами жесткости 4 заданного размера.
После выполнения внутрибаковых работ (см. фиг.3) на место вырезанной части элементов жесткости 4 приваривают вкладыши 5, на них устанавливают крышку 6 люка-лаза и производят ее вварку герметичным швом.
Способ проверен на цилиндрическом образце-имитаторе ⊘2000 мм с приведенной толщиной стенки обечайки 4,0 мм и диаметром люка-лаза 400 мм.
По сравнению с известным способом при герметизации люка-лаза сварным швом по предлагаемому способу отклонение обечайки от цилиндрической формы уменьшилось с 1,4-4 мм до 0,5-1 мм.
Использование предлагаемого способа позволит:
- повысить геометрическую точность баков ракет за счет снижения сварочных деформаций;
- уменьшить затраты труда и энергоресурсов при герметизации люков-лазов за счет исключения операций отгиба свариваемых кромок оболочки и специальных дорогостоящих приспособлений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕМПФИРУЮЩЕЕ УСТРОЙСТВО ТОПЛИВНОГО БАКА | 2002 |
|
RU2231669C2 |
| Цилиндрический корпус отсека ракеты-носителя | 2022 |
|
RU2789251C1 |
| ТОПЛИВНЫЙ БАК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763410C1 |
| Способ вварки кругового элемента в тонкостенную оболочку | 1980 |
|
SU1026994A1 |
| ТОПЛИВНЫЙ БАК И ЕГО ЗАБОРНОЕ УСТРОЙСТВО | 2016 |
|
RU2657137C2 |
| УСТАНОВКА ДЛЯ СВАРКИ | 1973 |
|
SU407681A1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
| СПОСОБ СВАРКИ ГОРЛОВИНЫ С ТОНКОСТЕННОЙ ОБОЛОЧКОЙ | 2018 |
|
RU2684010C1 |
| Цистерна | 1982 |
|
SU1156970A1 |
| Способ сварки кругового элемента в оболочковую конструкцию | 1975 |
|
SU572351A1 |
Изобретение относится к области технологии производства сварных конструкций и может использоваться при сборке, сварке и герметизации круговых замыкающих элементов, например крышек люков-лазов, в ракетостроении, химическом машиностроении, авиационной промышленности и других отраслях. На внутренней поверхности оболочки в районе размещения люка-лаза устанавливают подкрепляющие элементы жесткости, например шпангоуты или стрингеры. Вырезают люк-лаз заданного размера вместе с элементами жесткости. После проведения внутрибаковых работ на место вырезанной части элементов жесткости приваривают вкладыши, устанавливают на них крышку люка-лаза и производят ее вварку герметичным швом. Это позволит исключить остаточные сварочные деформации и обеспечить требуемую герметичность сварного шва. 3 ил.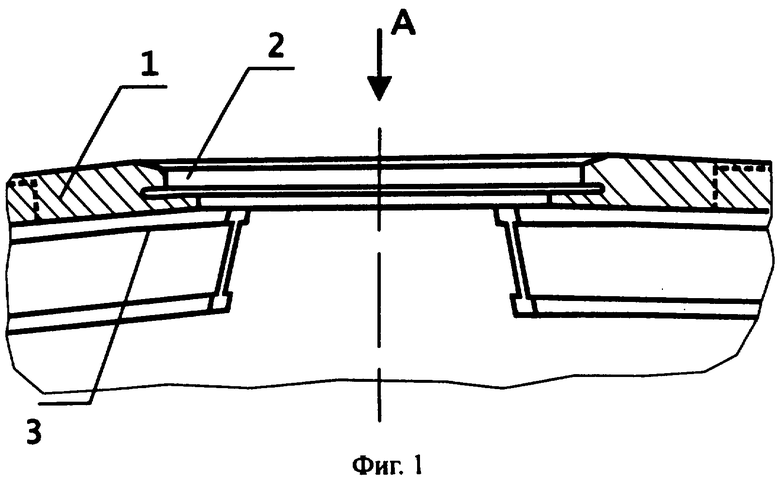
Способ герметизации люка-лаза бака жидкостной ампулизированной ракеты при проведении внутрибаковых работ, характеризующийся тем, что на внутренней поверхности оболочки в районе размещения люка-лаза устанавливают подкрепляющие элементы жесткости и вырезают люк-лаз заданного размера вместе с элементами жесткости, а после выполнения внутрибаковых работ на место вырезанной части элементов жесткости приваривают вкладыши, устанавливают на них крышку люка-лаза и производят ее вварку герметичным швом.
| Способ вварки круговых элементов в тонкостенные оболочковые конструкции | 1976 |
|
SU603536A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУНКЦИЙ ОБОРУДОВАНИЯ УСТАНОВКИ ПО ПРОИЗВОДСТВУ МОЧЕВИНЫ, ПОДВЕРЖЕННОГО ИНТЕНСИВНОЙ КОРРОЗИИ | 1995 |
|
RU2142869C1 |
| Способ вварки кругового элемента в оболочковую конструкцию | 1976 |
|
SU774867A1 |
| US 1937604 А, 05.12.1933. | |||

