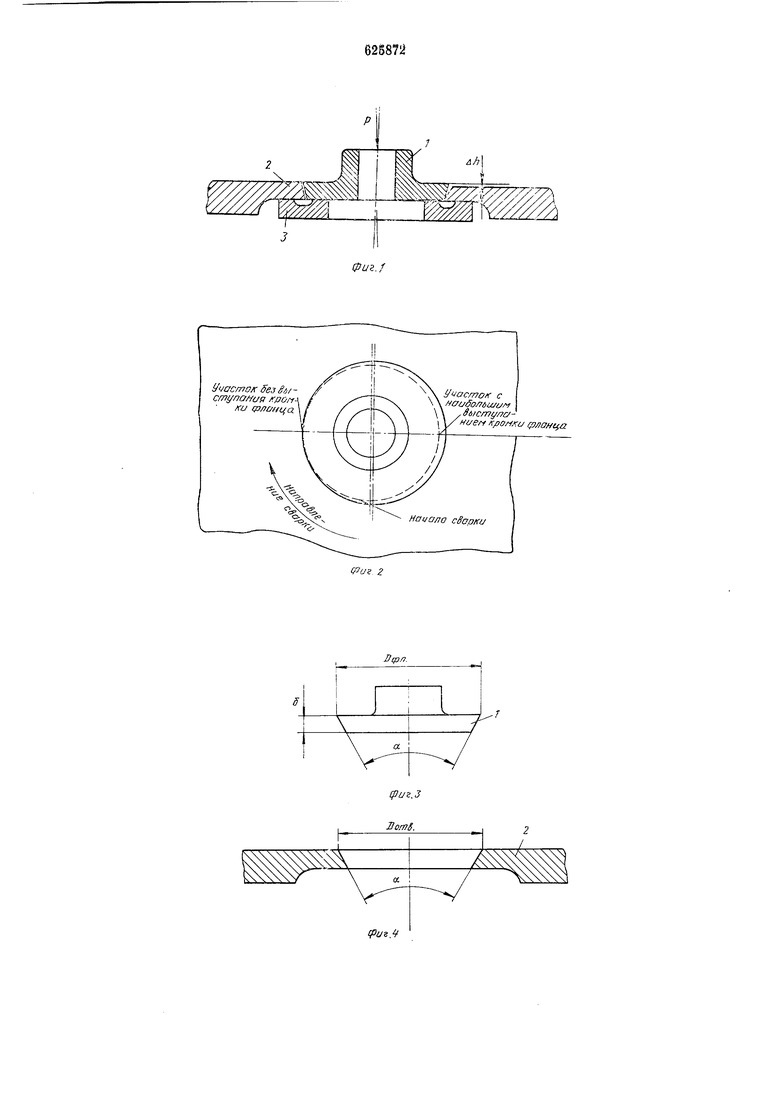
Диаметр в основании конуса фланца выполняют больше соответствующего диаметра отверстия в оболочке на величину
AD 0,05я .-8,
где DOTB- - диаметр отверстия в оболочке в основании конуса.
Фланец устанавливают в отверстие под углом, при этом угол 7 наклона оси фланца с достаточной точностью определяют по формуле:
Т - рад,
JJOTB.
где Аи - выступание кромки фланца, мм; DOIB. - диаметр отверстия, мм.
Сварку выполняют на подкладном кольце 3 с приложением нагрузки, под действием которой свариваемые кромки, упираясь друг в друга, пластически деформируются, и, таким образом, зазор между стыкуемыми кромками полностью выбирается при сборке вварного элемента.
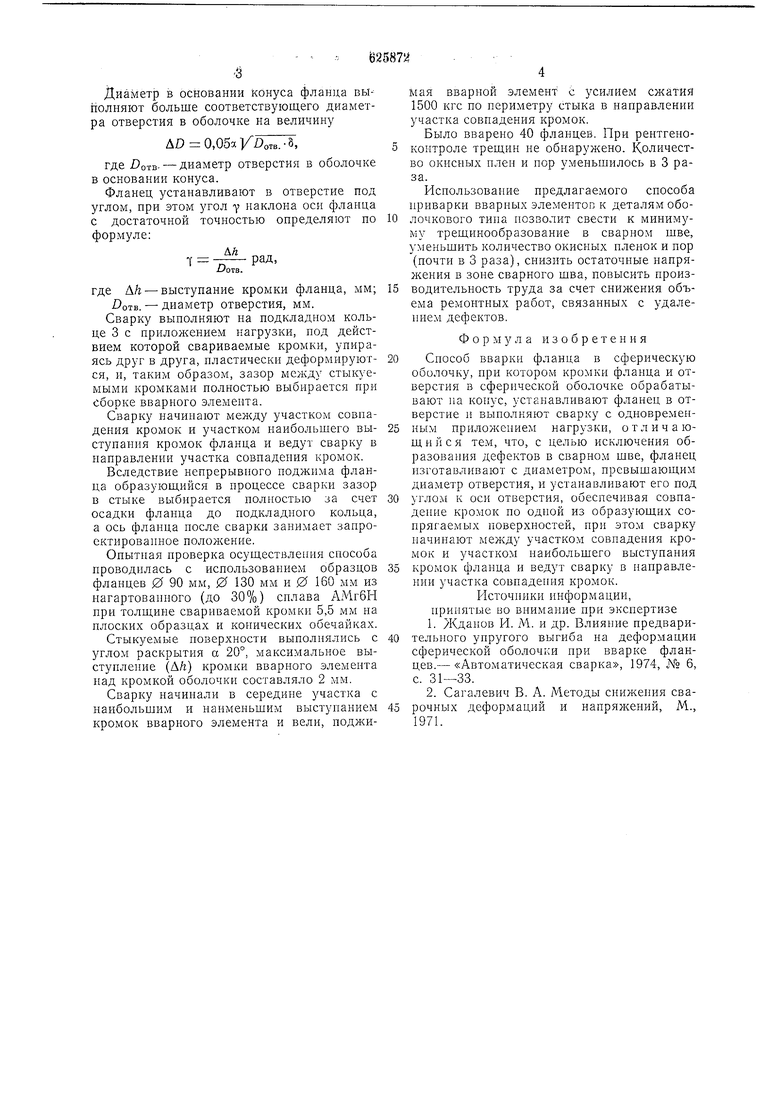
Сварку начинают участком совпадения кромок и участком наибольшего выступання кромок фланца и ведут сварку в направлении участка совпадения кромок.
Вследствие непрерывного ноджима фланца образующийся в процессе сварки зазор в стыке выбирается полностью за счет осадки фланца до подкладного кольца, а ось фланца после сварки занимает запроектированное положение.
Опытная проверка осуществления способа проводилась с использованием образцов фланцев 0 90 мм, 0 130 мм и 0 160 мм из нагартованпого (до 30%) сплава АМгбН при толщине свариваемой кромки 5,5 мм на плоских образцах и конических обечайках.
Стыкуемые поверхности выполнялись с углом раскрытия а 20°, максимальное выступление (А/г) кромки вварного элемента над кромкой оболочки составляло 2 мм.
Сварку начинали в середине участка с наибольшим и нанменьшим выстунанием кромок вварного элемента и вели, подл нмая вварнои элемент с усилием сжатия 1500 кгс по периметру стыка в направлении участка совпадения кромок.
Было вварено 40 фланцев. При рептгеноконтроле трещин не обнаружено. Количество окисных плен и пор уменьшилось в 3 раза.
Использование предлагаемого способа приварки вварных элементов к деталям оболочкового типа позволит свести к минимуму трещинообразование в сварном шве, уменьшить количество окисных нленок и пор (почти в 3 раза), снизить остаточные напряжения в зоне сварного шва, повысить производительность труда за счет снижения объема ремонтных работ, связанных с удалением дефектов.
Формула изобретения
Способ вварки фланца в сферическую оболочку, при котором кромки фланца и отверстия в сферической оболочке обрабатывают на конус, устанавливают фланец в отверстие и выполняют сварку с одновременным приложением нагрузки, отличающийся тем, что, с целью исключения образования дефектов в сварном шве, фланец изготавливают с диаметром, превышающим диаметр отверстия, и устанавливают его под углом к оси отверстия, обеспечивая совпадение кромок по одной из образующих сопрягаемых поверхностей, нри этом сварку начинают между участком совнадения кромок и участком наибольшего выступания кромок фланца и ведут сварку в направлении участка совнадепия кромок. Р1сточники информации,
нринятые во внимание нри экснертизе
1.Жданов И. М. и др. Влияние предварительного упругого выгиба на деформации сферической оболочки при вварке фланцев.- «Авто.матическая сварка, 1974, № 6, с. 31-33.
2.Сагалевич В. А. Методы снижения сварочных деформаций и напряжений, М., 1971.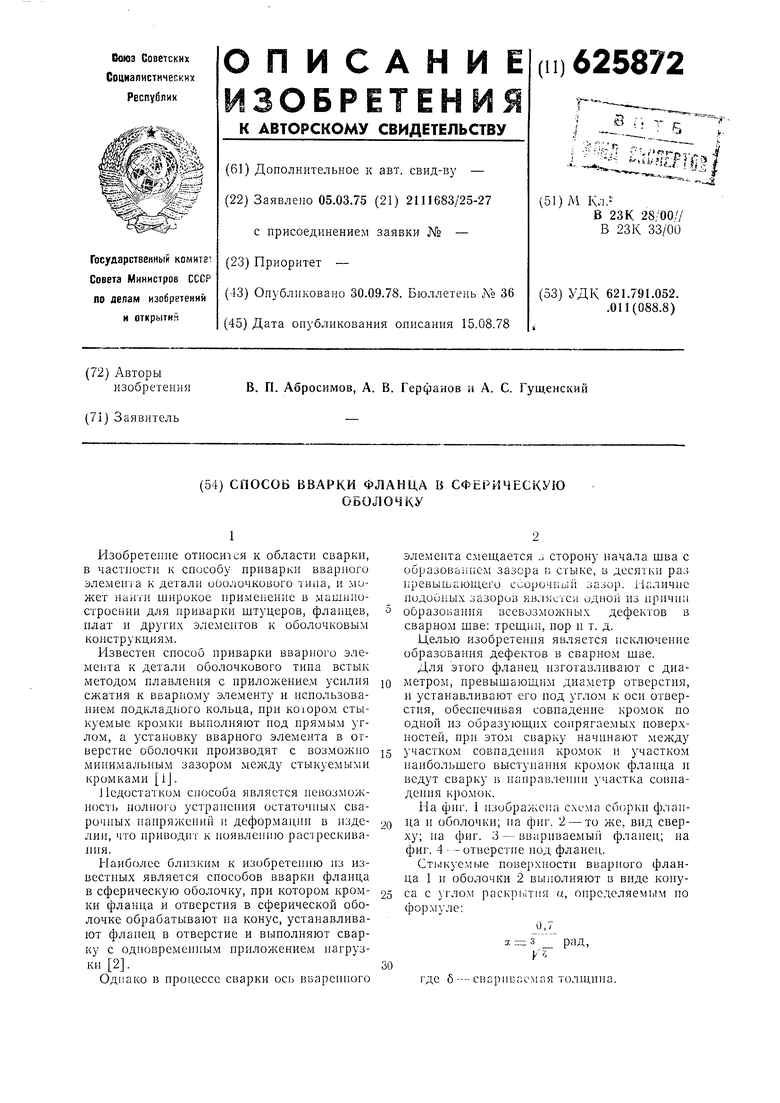
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вварки кругового элемента в оболочковую конструкцию | 1976 |
|
SU774867A1 |
| Способ вварки круговых элементов в тонкостенные оболочковые конструкции | 1976 |
|
SU603536A1 |
| СПОСОБ СВАРКИ ГОРЛОВИНЫ С ТОНКОСТЕННОЙ ОБОЛОЧКОЙ | 2018 |
|
RU2684010C1 |
| Устройство для сборки,сварки и торцовки обечаек из сегментов | 1983 |
|
SU1131622A1 |
| Способ вварки круговых элементов в тонкостенные оболочковые конструкции | 1985 |
|
SU1306673A2 |
| Способ изготовления сварной тонкостенной конической детали, состоящей из обечайки и привариваемых к ней по кольцевым стыкам корпусных деталей | 2020 |
|
RU2748843C1 |
| ВВАРНАЯ МУФТА | 1999 |
|
RU2157941C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ | 2020 |
|
RU2754328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ЛЮКА-ЛАЗА БАКА ЖИДКОСТНОЙ АМПУЛИЗИРОВАННОЙ РАКЕТЫ | 2005 |
|
RU2291038C1 |
. Участок с fiaufy/7tuJiff вд/стуаа / ниеп KflOHKu (рланца
Л
