Изобретение относится к вварке круговых элементов в оболочковые конструкции, может быть использовано в любой обл асти машиностроения и является усовершенствованием устройства, описанного в авт. св. оЧо 603536.
По основному авт. св. № 603536 круговой элемент и ртверстие в оболочке выполняют с разными диаметрами, кромки отверстия упруго деформируют путем приложения к ним равномерно распределенной нагрузки, в отверстие вставляют круговой элемент и выполняют сварку. Минимальный зазор. в стыке и требуемые геометрические параметры конструкции обеспечиваются за счет того, что разницу в диаметрах кругового элемента и отверстия в оболочке выбирают равной величине изменения диаметра отверстия в результате упругого деформирования, после установки кругового элемента в отверстие снижают упруго деформирующую нагрузку на 10- 50%, выполняют сварку и снимают полностью нагрузку в момент завершения сварки.
Недостатком этого способа является неравномерность зазора по толщине сечения сваривае.мого стыка, образующегося в результате углового разворота стыкуемой кромки отверстия в оболочке при упругом деформировании. С внедрением новых способов сварки, таких как электронно-лучевая или лазерная, значительно повышаются требования к точности сборки под сварку. Так, например, для электронно-лучевой сварки круговых элементов зазор в по всей поверхности сечения, не должен быть более 0,1 мм. На практике угловой разворот стыкуемой кромки при упругом выгибе достигает 3-5°. Для толщины стыкуемой кромки, равной, например, 5 мм, такой угловой разворот дает раскрытие стыка в верхней части, равное 0,26-0,43 мм на сторону.
Цель изобретения - повышение качества сварки.
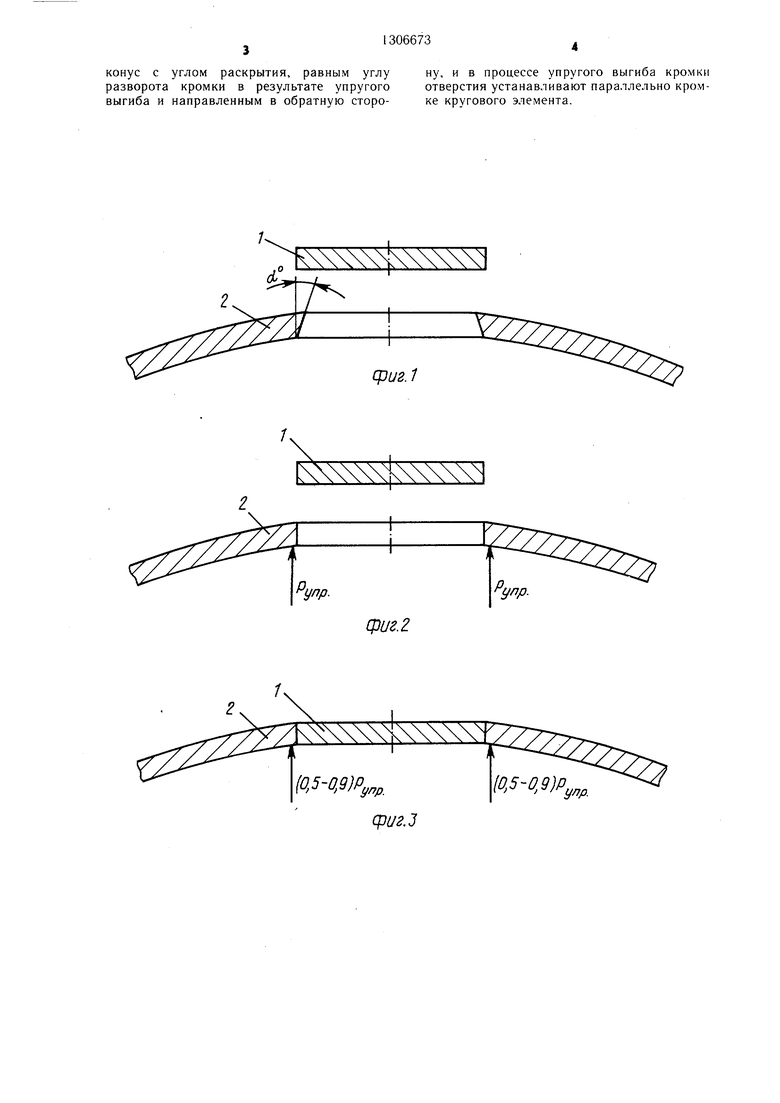
На фиг.1 изображено положение стыкуемых кромок кругового элемента и отверстия оболочки в исходном положении при первом варианте сборки; на фиг.2 - то же, после выполнения упругого выгиба кромки отверстий; на фиг.З - то же, после установки кругового элемента в отверстие оболочки и снижения упруго деформирующей нагрузки на 10-15°/о; на фиг. 4 - положение стыкуемых кромок кругового элемента и отверстия оболочки в исходном положении при втором варианте сборки; на фиг.5 - то же, после выполнения упругого выгиба кромки отверстия; на фиг.6 - то же, после установки кругового элемента в отверстие оболочки и снижения упруго деформирующей нагрузки на 10--50%.
При сборке по первому варианту стыкуемую кромку кругового элемента 1 выполняют цилиндрической, а стыкуемую кромку отверстия 2 - по конусу с углом а, равным углу разворота кромки и направленным в сторону обратную угловому раз- вороту, который получается в результате упругого выгиба кромки отверстия.
При втором варианте цилиндрической выполняют стыкуемую кромку отверстия 2, а стыкуемую кромку кругового элемента 1 выполняют по конусу с углом а, равным углу разворота стыкуемой кромки отверстия и направленным в сторону углового разворота кромки отверстия, который получается в результате упругого выгиба.
После приложения упруго деформирующей нагрузки стыкуемые кромки отверстия 2 разворачиваются относительно исходного положения на угол а и при обоих способах приобретают положение, параллельное стыкуемым кромкам кругового элемента 1. Затем круговой элемент 1 устанавливают в отверстие оболочки 2, снимают упруго деформирующую нагрузку на 10-50% и выполняют сварку.
Величину угла разворота а стыкуемой кромки отверстия при упругом выгибе с достаточной точностью определяет зависи
мость
а arctg ,
величина упругого выгиба стыкуемой кромки отверстия в направлении действия упруго деформирующей нагрузки; плечо выгиба.
Производственное опробование способа сварки круговых элементов подтверждает реальную возможность повышения качества сварных соединений за счет обеспечения минимального зазора по всей толщине стыкуемых кромок. Так, для обеспечения минимальных остаточных перемещений поверх- ности сферической оболочки при вварке кругового элемента экспериментально были определены оптимальные параметры упругого выгиба кромки отверстия; h 4,0 мм, L 70 мм. В результате упругого выгиба кромка отверстия развернулась на угол (х 3° (расчетная величина а 3°1б ). После установки кругового элемента в отверстие величина зазора по всей толщине стыкуемых кромок не превыщает 0,1 мм. Качество сварных соединений при повышается до 80%.
Формула изобретения
Способ вварки круговых элементов в тонкостенные оболочковые конструкции по 55 авт. св. N« 603536, отличающийся те.м, что, с целью повышения качества сварки, свариваемые кромки, по крайней мере одного из свариваемых элементов, обрабатывают на
конус с углом раскрытия, равным углу разворота кромки в результате упругого выгиба и направленным в обратную сторону, и в процессе упругого выгиба кромки отверстия устанавливают параллельно кромке кругового элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вварки круговых элементов в тонкостенные оболочковые конструкции | 1976 |
|
SU603536A1 |
| Способ вварки кругового элемента в оболочковую конструкцию | 1976 |
|
SU774867A1 |
| СПОСОБ СВАРКИ ГОРЛОВИНЫ С ТОНКОСТЕННОЙ ОБОЛОЧКОЙ | 2018 |
|
RU2684010C1 |
| Способ вварки кругового элемента в тонкостенную оболочку | 1980 |
|
SU1026994A1 |
| Способ вварки фланца в сферическую оболочку | 1975 |
|
SU625872A1 |
| Способ вварки кругового элементаВ ОбОлОчКОВую КОНСТРуКцию | 1979 |
|
SU833397A1 |
| Способ сварки кругового элемента в оболочковую конструкцию | 1975 |
|
SU572351A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ЛЮКА-ЛАЗА БАКА ЖИДКОСТНОЙ АМПУЛИЗИРОВАННОЙ РАКЕТЫ | 2005 |
|
RU2291038C1 |
| Способ сборки под сварку круговых соединений в оболочковых конструкциях и устройство для его осуществления | 1980 |
|
SU998060A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |

Изобретение относится к области сварки, в частности к способам вварки круговых элементов в оболочковую конструкцию. Оно может найти применение в различных отраслях машиностроения. Целью изобретения является повышение качества сварки. Свариваемые кромки отверстия или кругового элемента выполняют по конусу с углом, компенсируюшим угловой разворот стыкуемой кромки отверстия оболочки в результате упругого выгиба. Зону отверстия оболочки выгибают до обеспечения параллельности стыкуемых кромок отверстия и кругового элемента, заданных для сборки. При этом обеспечиваются минимальные (близкие к нулю) зазоры по всей толщине сечения свариваемого стыка при сборке круговых элементов в оболочковые конструкции. 6 ил. оо о 05 05 оо N
фиг. 2
(0,,9)Ру„
ери2.3
(,9)Р
yfjpЦ иг.
CpU2.5
{о,5-о,,
0,5-0,,
(PU2.6
| Способ вварки круговых элементов в тонкостенные оболочковые конструкции | 1976 |
|
SU603536A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| и | |||
