Изобретение относится к области сварочного производства, в частности, к устройству для сборки ввариваемых элементов со сложно-комбинированными конструкциями цилиндрической формы и для последующих сварки и отжига. Изобретение может быть использовано в машиностроении, металлургии, также при изготовлении оборудования для АЭС и космической техники при изготовлении конструкций в виде корпусов, контейнеров, труб, сосудов давления и сложнопрофильных оболочек, с повышенными требованиями к геометрической точности конструкции и качеству сварных соединений.
Известно устройство для сборки под сварку, описанное в авторском свидетельстве СССР №1637993 «Устройство для вварки врезных фланцев в цилиндрические оболочки с деформированием сварного шва», МПК: В23К 37/04, приоритет 21.11.1988, опубликовано 30.03.1991, авторы: В.Н. Пришвин [SU], Ю.В. Волков [SU], В.А. Половцев [SU], Л.Я. Гезундгайт [SU], Г.И. Теплоухов [SU], В.И. Ануфриев [SU].
Данное устройство содержит сложнопрофильную, а именно цилиндрическую оболочку с отверстием под ввариваемый элемент (ввариваемый фланец), прижимное устройство с держателем (консолью) и, взаимодействующий со сложнопрофильной оболочкой в зоне отверстия, упор (подкладочное кольцо), радиус кривизны которого соответствует радиусу кривизны внутренней поверхности сложнопрофильной оболочки.
Прижимное устройство содержит домкрат, взаимодействующий с упором. Домкрат расположен на держателе (консоли), закрепленном на стойке механизма его перемещения относительно ввариваемого элемента.
Устройство также содержит механизм деформирования сварного шва, выполненный в виде установленного на корпусе держателя деформирующего ролика посредством тяги и оснащено кулачковыми муфтами, одна из которых установлена между толкателем и держателем деформирующего ролика и выполнена с кулачками на торцевой поверхности типа «мышиный зуб», вторая установлена между роликом и держателем и выполнена с винтовыми кулачками на торцевой поверхности.
Повышение качества сварного шва в известном устройстве осуществляется путем повышения точности установки деформирующего ролика при сварке изделий различных типоразмеров.
Данное устройство использовано в установке для автоматической сварки, имеет сложную конструкцию, большие габариты и не позволяет выполнить сборку под сварку более одного ввариваемого элемента без переналадки устройства.
Известно также устройство для сборки под сварку фланцев с оболочкой днища, представленное в учебном пособии «Производство сварных конструкций в ракетно-космической технике», авторы: А.Ю. Андрюшкин, О.О. Галинская, А.Б. Сигаев, Министерство образования и науки Российской Федерации, Балтийский государственный технический университет «Военмех», Санкт-Петербург, 2015, стр. 92-93.
Устройство содержит сложнопрофильную, а именно сферическую оболочку с отверстием под ввариваемый элемент (ввариваемый фланец), держатель и, взаимодействующий со сложнопрофильной оболочкой в зоне отверстия, упор (подкладное кольцо).
К держателю крепится центральная опора, на которую установлен упор. Размеры упора соответствуют размеру ввариваемого элемента.
Прижим и центрирование ввариваемого элемента осуществляется сменной прижимной гильзой. На держатель так же установлен прижим, на который крепится сменное прижимное кольцо, фиксирующее положение кромок сложнопрофильной оболочки.
Из недостатков данного изобретения можно отметить то, что для каждого типоразмера ввариваемого элемента необходимо применение соответствующих упора (подкладное кольцо), прижимного кольца и сменной прижимной гильзы, что существенно усложняет сборку под сварку.
В качестве прототипа было выбрано устройство, описанное в авторском свидетельстве СССР №998060 «Способ сборки под сварку круговых соединений в оболочковых конструкциях и устройство для его осуществления», МПК: В23К 28/00, приоритет: 28.01.1980, опубликовано 23.02.1983, авторы: Б.С.Касаткин [SU], Л.М. Лобанов [SU], В.И. Павловский [SU], В.Г. Крылов [SU], В.А. Шкандыков [SU], В.А. Бывалин [SU].
Известное устройство содержит сложнопрофильную, а именно цилиндрическую оболочку с отверстием под ввариваемый элемент, прижимное устройство с держателем и, взаимодействующий со сложнопрофильной оболочкой в зоне отверстия, упор (подкладное кольцо), радиус кривизны которого соответствует радиусу кривизны внутренней поверхности сложнопрофильной оболочки.
Функцию прижимного устройства с держателем выполняют опорное кольцо, упирающееся в сложнопрофильную оболочку с внешней стороны, и устройство подачи давления, контактирующее со сложнопрофильной оболочкой с внутренней стороны.
С целью увеличения качества сварного соединения, упор изготавливают двоякой кривизны, при этом больший его радиус совпадает с большим радиусом кривизны сложнопрофильной оболочки в зоне отверстия, а меньший его радиус меньше меньшего радиуса кривизны.
Известное устройство позволяет осуществлять сборку под сварку ввариваемых элементов преимущественно с тонкостенными сложнопрофильными оболочками, т.к. при его использовании для сборки под сварку ввариваемых элементов с толстостенными оболочками потребуется увеличение усилий, прилагаемых к кромке оболочки, которые могут привести к увеличению остаточных напряжений в свариваемых элементах, что в итоге либо негативно может сказаться на качестве сварного соединения, либо потребует применения дополнительных технологических операций по контролю точности сборки оболочки с ввариваемым элементом. Также технологические возможности данного устройства, а именно наличие только одного устройства подачи давления, упора и опорного кольца, не обеспечивают сборку под сварку более одного ввариваемого элемента с оболочкой без переналадки устройства.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества сварных соединений, а так же расширение технологических возможностей устройства.
Технический результат заключается в снижении количества дефектов сварного соединения и уровня внутренних остаточных напряжений в сварном шве и остаточной деформации конструкции сварного соединения, а также в расширении технологических возможностей устройства.
Технический результат достигается тем, что устройство для сборки под сварку, содержащее сложнопрофильную оболочку с отверстием под ввариваемый элемент, прижимное устройство с держателем и, взаимодействующий со сложнопрофильной оболочкой в зоне отверстия, упор, радиус кривизны которого соответствует радиусу кривизны внутренней поверхности сложнопрофильной оболочки, согласно изобретению, оно снабжено идентичными упорами, а прижимное устройство с держателем расположено внутри сложнопрофильной оболочки, в радиальных отверстиях держателя расположены оси, а в его поперечные парные соосные отверстия установлены клинья с возможностью контактирования с торцами осей, на других торцах которых зафиксированы упоры, в каждый из которых установлен ввариваемый элемент.
Таким образом, расположение прижимного устройства и держателя внутри сложнопрофильной оболочки, расположение в радиальных отверстиях держателя осей, а в его поперечных парных соосных отверстиях - клиньев с возможностью контактирования с торцами осей, на других торцах которых зафиксированы упоры, позволяет повысить точность позиционирования свариваемых деталей (сложнопрофильной оболочки и ввариваемых элементов), обеспечивая тем самым снижение количества дефектов сварного соединения и уровня внутренних остаточных напряжений в сварном шве. Наличие идентичных упоров, в каждый из которых установлен ввариваемый элемент, позволяет выполнить сборку под сварку более одного ввариваемого элемента со сложнопрофильной оболочкой без переналадки устройства и обеспечить выполнение операций одного технологического цикла: сборка, сварка и отжиг, без демонтажа устройства, то есть позволяет расширить технологические возможности устройства.
Кроме того, чтобы исключить перегрев свариваемых деталей к концу сварки и обеспечить более равномерное распределение тепловой энергии от источника сварки, в каждом ввариваемом элементе выполнено центральное отверстие, в которое установлен охлаждающий элемент, представляющий собой цилиндр из медного сплава. В следствие этого обеспечивается снижение уровня внутренних напряжений в шве и остаточной деформации конструкции сварного соединения.
Кроме того, в целях достижения более точной регулировки положения ввариваемого элемента в сложнопрофильной оболочке, каждый упор оснащен симметрично расположенными регулировочными элементами, которые упираются в ввариваемый элемент, обеспечивая тем самым получение сварных соединений без дефектов в виде неровностей и искажений конфигурации шва.
Кроме того, с целью обеспечения дополнительной защиты от насыщения газами атмосферы обратной стороны сварного шва путем подачи инертного газа, каждый упор содержит штуцер, соединенный с полостью, образованной с помощью регулировочных элементов между внутренней поверхностью упора и обращенной к ней поверхностью ввариваемого элемента. Это позволяет получить сварные соединения с химически активными металлами, например с титаном, без дефектов, поскольку содержание кислорода, водорода и азота приводит к образованию в металле шва хрупких фаз, которые ухудшают свойства сварного соединения, и способствует появлению дефектов в виде пор и трещин.
Таким образом, наличие идентичных упоров, а также расположение прижимного устройства с держателем внутри сложнопрофильной оболочки, расположение осей в радиальных отверстиях держателя, установка в поперечные парные соосные отверстия держателя клиньев с возможностью контактирования с торцами осей, фиксация упоров на других торцах осей, установка ввариваемых элементов в упоры позволило создать устройство для сборки под сварку, обеспечивающее повышение качества сварных соединений, а так же расширение его технологических возможностей.
В результате анализа уровня техники, включающего поиск по патентным и научно-техническим источникам информации, не был обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого аналога по совокупности признаков, позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения. Следовательно, заявленное изобретение соответствует условию патентоспособности изобретения «новизна» по действующему законодательству.
Для проверки соответствия заявленного изобретения условию патентоспособности изобретения «изобретательский уровень» был проведен дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показали, что не выявлены решения, имеющие признаки, совпадающие с его отличительными признаками, значит, заявленное изобретение не следует для специалиста явным образом из известного уровня техники. Следовательно, заявленное изобретение соответствует требованию «изобретательский уровень».
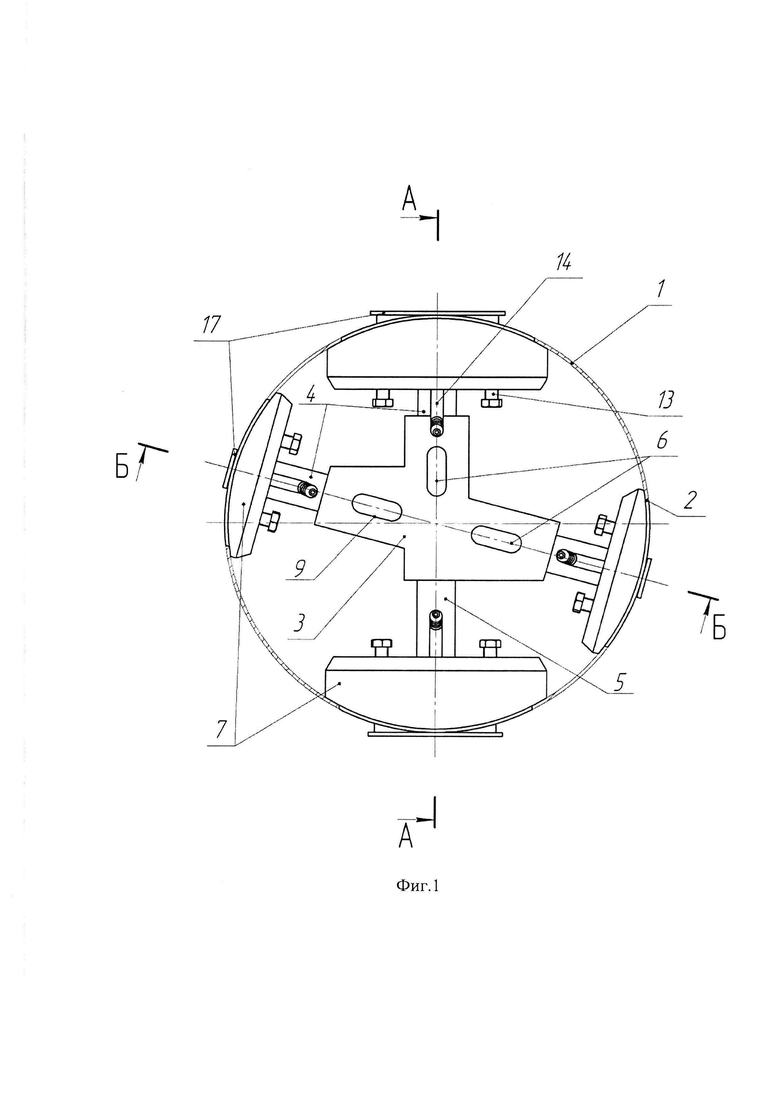
На фиг. 1 показан общий вид устройства для сборки под сварку;
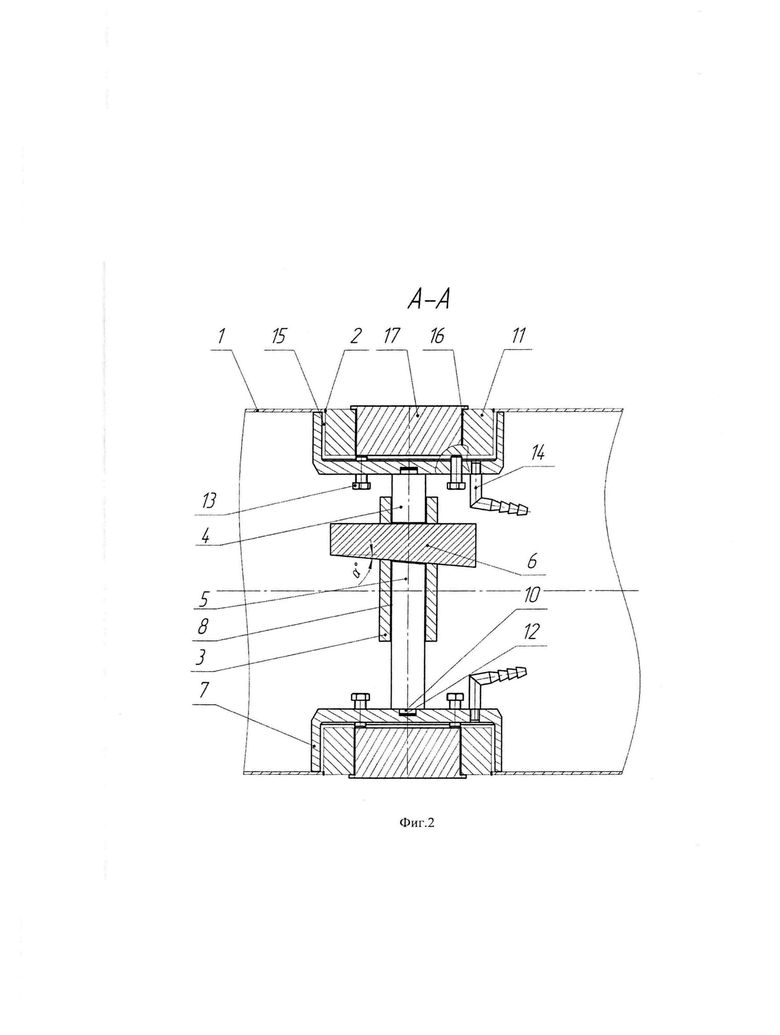
На фиг. 2 показан разрез А-А фиг. 1.
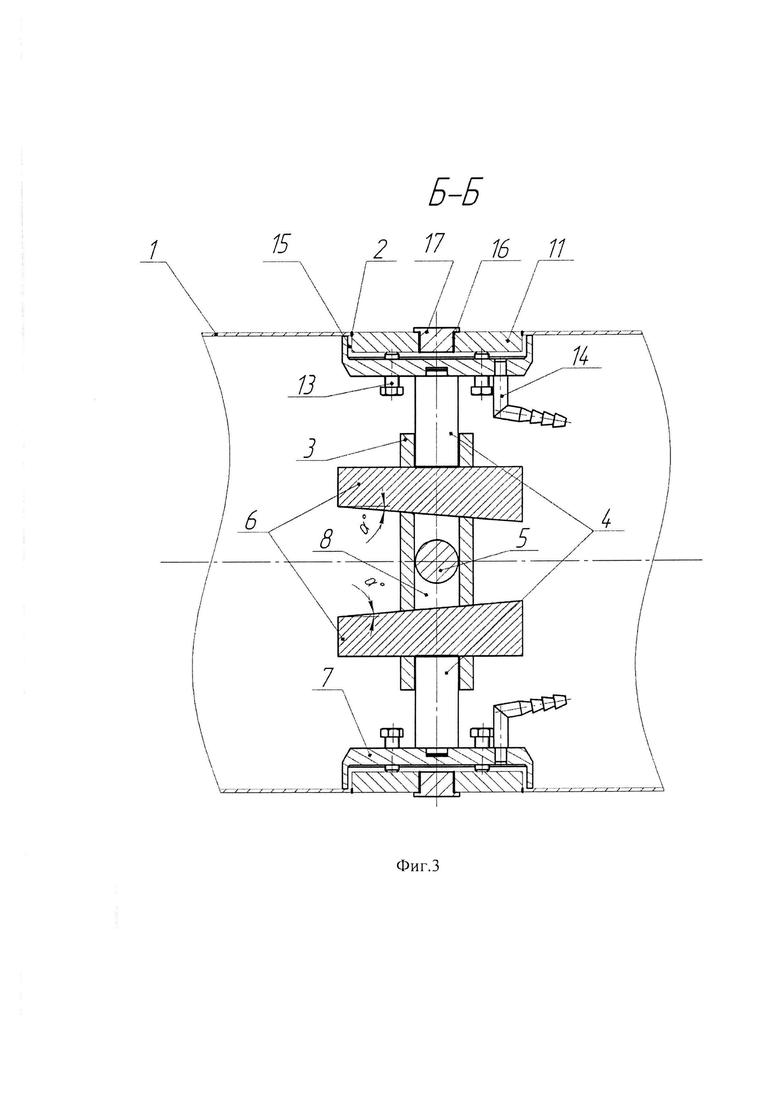
На фиг. 3 показан разрез Б-Б фиг. 1.
Наименование позиций:
1 - Сложнопрофильная оболочка;
2 - Отверстие в сложнопрофильной оболочке;
3 - Держатель;
4 - Ось;
5 - Ось;
6 - Клин;
7 - Упор;
8 - Радиальное отверстие;
9 - Парное соосное отверстие;
10 - Выступ;
11 - Ввариваемый элемент;
12 - Паз;
13 - Регулировочный элемент;
14 - Штуцер;
15 - Полость;
16 - Отверстие в ввариваемом элементе;
17 - Охлаждающий элемент.
Как показано на фиг. 1-3, устройство содержит сложнопрофильную оболочку 1 цилиндрической формы, с отверстиями 2, имеющую толщину стенки 2,5 мм и выполненную, например, из титанового сплава, и установленное внутри сложнопрофильной оболочки 1 прижимное устройство с держателем 3. Держатель 3 выполнен из углеродистой конструкционно-качественной стали и представляет собой сложнопрофильную конструкцию, имеющую четыре симметричных выступа, которые расположены в диаметрально противоположных направлениях. В выступах держателя 3 выполнены сквозные радиальные отверстия 8. В держателе 3 расположены оси 4, 5. Радиальные отверстия 8 обеспечивают свободное перемещение осей 4, 5 в радиальном направлении. Также в держателе 3 выполнены парные соосные отверстия 9 для установки и последующего перемещения клиньев 6. С целью обеспечения эффекта самоторможения клинья 6 имеют одностороннюю форму с углом скоса α=5°, который был рассчитан по стандартной методике исходя из литературных данных (М.А. Ансеров, «Приспособления для металлорежущих станков. Расчеты и конструкции», Издательство Машиностроение, Москва, 1966 г.) по формуле:

где, ϕ1 и ϕ2 - углы трения на рабочих поверхностях клина;


где, f1 и f2 - коэффициенты трения на рабочих поверхностях клина. Для стальных поверхностей клина f1=f2=0,1;
Таким образом,


Следовательно, для обеспечения эффекта самоторможения клина необходимо выполнение условия:

Если угол скоса клина не удовлетворяет условиям эффекта самоторможения (больше 11°26'), то возможно смещение клина в обратную сторону и нарушение технологического цикла процесса сборки, что может привести к некачественному формированию сварного шва.
Клинья 6 установлены в отверстия 9 и контактируют с торцами осей 4, 5. На противоположных торцах осей 4, 5 зафиксированы упоры 7, радиус кривизны каждого из которых соответствует радиусу кривизны внутренней поверхности сложнопрофильной оболочки 1. При этом прижимное устройство содержит три оси 4 и одну ось 5. Оси 4 контактируют с прямолинейной поверхностью клиньев, а ось 5 - со скошенной.
Оси 4, 5 представляют собой стальной стержень, на торцах которых, со стороны взаимодействия с упорами 7, выполнены выступы 10 для фиксации упоров 7. Сечения осей 4, 5 в зоне контактирования с поверхностями клиньев 6 соответствует профилям клиньев 6.
Форма каждого упора 7 соответствует форме ввариваемого элемента 11. В данном варианте выполнения упор 7 представляет собой «чашу» с внутренней полостью для установки ввариваемого элемента 11, имеющего круговую форму. На упорах 7 выполнены пазы 12 под выступы 10 осей 4, 5, для точной фиксации упоров 7 и осей 4, 5. Радиус кривизны упоров 7 соответствует радиусу кривизны внутренней поверхности сложнопрофильной оболочки 1. Каждый упор 7 оснащен симметрично расположенными регулировочными элементами 13, упирающимися в ввариваемый элемент 11. Регулировкой элементов 13 обеспечивается более точное позиционирование ввариваемых элементов 11 относительно наружной поверхности сложнопрофильной оболочки 1 так, чтобы смещение кромок не превышало 0,3 мм. Это обеспечивает равномерное формирование сварных соединений без наружных дефектов в виде неровностей и искажений конфигурации шва.
Каждый упор 7 содержит штуцер 14, соединенный с полостью 15, образованной с помощью регулировочных элементов 13 между внутренней поверхностью упора 7 и обращенной к ней поверхностью ввариваемого элемента 11.
Через штуцеры 14 осуществляется подача в полость 15, т.е. к корню шва, защитного газа, это обеспечивает надежную защиту обратной стороны шва, околошовной зоны и металла. Это актуально для соединений из химически активных металлов, которые при отсутствии защиты шва с обратной стороны способны насыщаться газами атмосферы (кислород, водород, азот) и образовывать хрупкие фазы, что, в свою очередь, может привести к ухудшению свойств сварного шва (снижению пластичности) и растрескиванию сварных соединений или появлению дефектов в виде пор.
В каждом ввариваемом элементе 11 выполнено центральное сквозное отверстие 16, в которое установлен охлаждающий элемент 17, представляющий собой цилиндр из медного сплава. Применение охлаждающих элементов 17 обеспечивает равномерное распределение тепла и сварочных напряжений в процессе сварки. Этим обеспечивается снижение уровня напряжений в шве и остаточной деформации конструкции сварного соединения.
Устройство работает следующим образом:
Как показано на фиг. 1-3, во внутреннюю полость сложнопрофильной оболочки 1 с заранее выполненными отверстиями 2, монтируется прижимное устройство, содержащее держатель 3 и установленные в радиальные отверстия 8 держателя 3 подвижные оси 4, 5. На торцах осей 4, 5 фиксируют упоры 7, причем их фиксация осуществляется с помощью выступов 10 на осях 4, 5 и пазов 12 на упорах 7. Кроме этого, в каждый из упоров 7 (до их фиксации с осями 4, 5) монтируют симметрично расположенные регулировочные элементы 13 и штуцеры 14.
Далее приводят в движение оси 4, 5 путем механического воздействия (забивания) на клинья 6 и их перемещения в поперечных парных соосных отверстиях 9 держателя 3 и, тем самым, обеспечивают плотное поджатие упоров 7 к внутренней поверхности сложнопрофильной оболочки 1 в области отверстий 2.
После этого, с наружной стороны сложнопрофильной оболочки 1 в отверстия 2 и во внутренние полости упоров 7 устанавливают ввариваемые элементы 11. Вращением регулировочных элементов 13 обеспечивают более точное позиционирование ввариваемых элементов 11 относительно наружной поверхности сложнопрофильной оболочки 1.
Для равномерного распределения тепла в процессе сварки в отверстия 16 ввариваемых элементов 11 устанавливают охлаждающие элементы 17.
В процессе сварки химически-активных металлов через штуцеры 14 в полости 15 осуществляется подача инертного газа - аргона.
После выполнения сварки ввариваемых элементов 11 со сложнопрофильной оболочкой 1 из любых металлов, в том числе из химически-активных, сборку помещают в печь и выполняют отжиг сборки. По завершении отжига осуществляют охлаждение сборки сначала вместе с печью, а затем - на воздухе.
Представленные сведения свидетельствуют о выполнении при использовании заявляемого устройства следующей совокупности условий:
- заявляемое устройство относится к области сварочного производства, в частности, к устройству для сборки ввариваемых элементов со сложно-комбинированными конструкциями цилиндрической формы и для последующих сварки и отжига;
- при использовании устройства обеспечивается получение сварных соединений без дефектов и снижение уровня внутренних напряжений в сварном шве, что приводит к повышению качества сварных соединений. Так же, за счет возможности выполнения сборки под сварку более одного ввариваемого элемента со сложнопрофильной оболочкой без переналадки устройства, и обеспечения выполнения операций одного технологического цикла: сборка, сварка и отжиг, без демонтажа устройства, достигается расширение технологических возможностей устройства;
- для заявляемого устройства в том виде, в котором оно охарактеризовано в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке и известных до даты приоритета средств и методов.
Следовательно, заявляемое устройство для сборки под сварку соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ГОРЛОВИНЫ С ТОНКОСТЕННОЙ ОБОЛОЧКОЙ | 2018 |
|
RU2684010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| Способ сварки неплавящимся электродом деталей с покрытием | 2017 |
|
RU2697133C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ОБЕЧАЙКИ С ПРОДОЛЬНЫМИ ГОФРАМИ | 2013 |
|
RU2541328C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2003 |
|
RU2244356C2 |
Изобретение относится к устройству для сборки под сварку и может быть использовано в машиностроении, металлургии, а также при изготовлении оборудования для АЭС и космической техники. Устройство содержит сложнопрофильную оболочку (1) цилиндрической формы с отверстиями (2). Внутри оболочки установлен держатель (3). В выступах держателя (3) выполнены сквозные радиальные отверстия (8) для расположения в них осей (4, 5). В держателе (3) выполнены парные одноосные отверстия (9) для установки и последующего перемещения клиньев (6). Клинья (6) контактируют с торцами осей (4, 5). На противоположных торцах осей (4, 5) зафиксированы упоры (7). Технический результат заключается в снижении количества дефектов сварного соединения и уровня внутренних остаточных напряжений в сварном шве и остаточной деформации конструкции сварного соединения, а также в расширении технологических возможностей устройства. 3 з.п. ф-лы, 3 ил.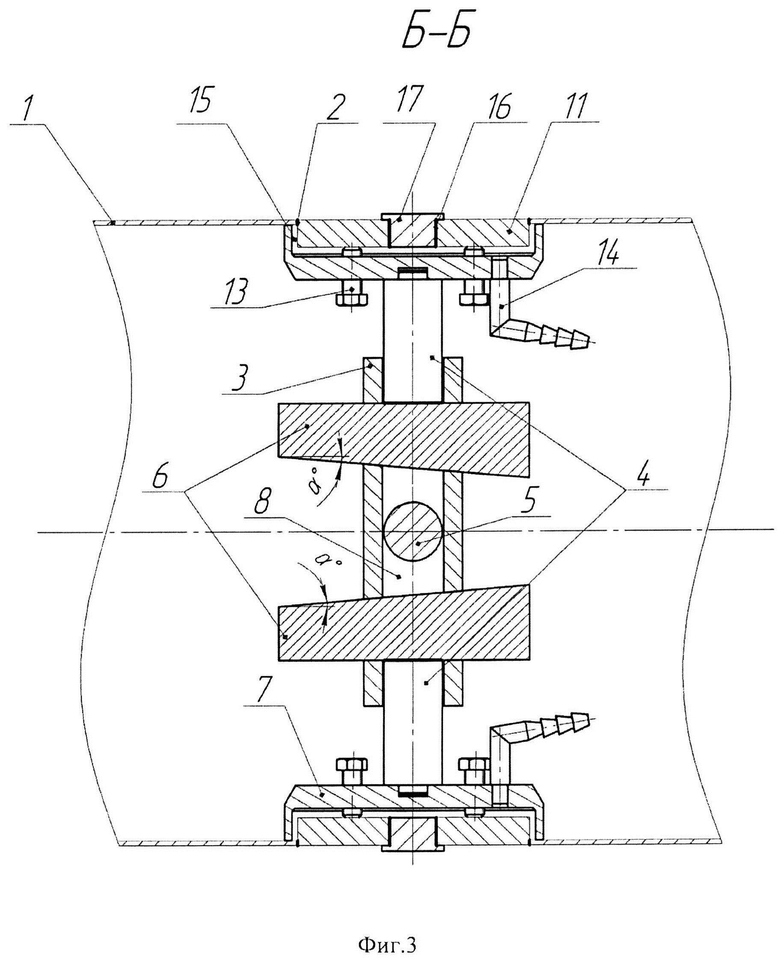
1. Устройство для сборки под сварку ввариваемого элемента в отверстие сложнопрофильной оболочки, содержащее прижимное устройство, состоящее из держателя и упора, установленного с возможностью взаимодействия со сложнопрофильной оболочкой в зоне ее отверстия, при этом радиус кривизны упора соответствует радиусу кривизны внутренней поверхности сложнопрофильной оболочки, отличающееся тем, что прижимное устройство предназначено для расположения внутри сложнопрофильной оболочки и снабжено дополнительными упорами, а держатель прижимного устройства выполнен в виде сложнопрофильной конструкции с четным количеством выступов, которые расположены в диаметрально противоположных направлениях, при этом в выступах выполнены радиальные отверстия, в которых расположены оси, причем в выступах держателя, кроме одного, выполнены поперечные парные соосные отверстия, в которых установлены клинья с возможностью контактирования с торцами осей, на других торцах которых зафиксированы упоры, выполненные с возможностью расположения в них ввариваемого элемента, причем форма внутренней поверхности каждого упора соответствует форме ввариваемого элемента.
2. Устройство по п. 1, отличающееся тем, что оно снабжено охлаждающим элементом, выполненным в виде цилиндра из медного сплава, для установки в центральное отверстие ввариваемого элемента.
3. Устройство по п. 2, отличающееся тем, что каждый упор снабжен симметрично расположенными регулировочными элементами, которые установлены с возможностью упирания в ввариваемый элемент.
4. Устройство по п. 3, отличающееся тем, что каждый упор содержит штуцер, размещенный в нем с возможностью соединения с полостью, которая образуется в процессе сборки посредством регулировочных элементов между внутренней поверхностью упора и обращенной к ней поверхностью ввариваемого элемента.
| Способ сборки под сварку круговых соединений в оболочковых конструкциях и устройство для его осуществления | 1980 |
|
SU998060A1 |
| ОБОЛОЧКА ТРУБЧАТОГО ЭЛЕКТРОДА ДЛЯ НАПЛАВКИ КОБАЛЬТОВОГО СТЕЛЛИТА | 0 |
|
SU180077A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| РАСПОРНОЕ УСТРОЙСТВО ДЛЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2006 |
|
RU2353495C2 |
| Аналого-цифровой преобразователь электрического напряжения | 1955 |
|
SU122934A1 |
| DE 4006900 C2, 14.05.1992 | |||
| CN 107443002 A, 08.12.2017. | |||

